
4
Review of Candidate Alternative Technologies
INTRODUCTION
Alternative technologies in this study are those that do not involve, and can be used in lieu of, open burning or open detonation (OB/OD). Those reviewed in this chapter are presently used or under development to demilitarize the munitions in the conventional munitions demilitarization stockpile. Some of these technologies, referred to by the Office of the Product Director for Demilitarization (PD Demil) as organic capabilities, have been developed and are being used by the U.S. Army at its seven stockpile installations (see Chapter 2). These include the Army’s ammunition peculiar equipment (APE) 1236 rotary kiln incinerator, autoclave meltout of energetic materials (APE 1401 M2), water washout and steam-out to clean the munition bodies, cryofracture for size reduction, and the Army’s Super Pull Apart Machine (APE 2271), which pulls apart projectiles that dispense submunitions. PD Demil also uses a variety of munition-specific equipment that has the capability to recover materials for reclamation, recycling, and reuse (R3). These include a spent brass sorter for small arms ammunition (SAA; APE 1412) and metal parts flashing furnaces (APE 2048) to flash residual explosives from munition bodies, allowing the clean metal to be reused. Other technologies are used by PD Demil defense contractors engaged in the business of demilitarizing conventional munitions, munition components, and energetics such as propellant in munition cartridges, bagged propellants, and rocket and missile motors.
The committee received briefings from PD Demil about its organic capabilities, visited the Letterkenny Munitions Center in Pennsylvania to discuss equipment used in the contained burning of rocket and missile motors, and submitted extensive written data requests to PD Demil. Committee meetings, site visits, and other activities are reviewed in Appendix A.
The committee also obtained additional information from several contractors about the alternative technologies that they have developed. These include equipment that performs a single function—for example, abrasive water jet cutting to access and reduce the size of munitions, equipment that has the capability to demilitarize an entire munition in a single processing step, and multifunction facilities and equipment that demilitarize whole munitions and their components in several processing steps. Several contractors gave briefings to the committee about their capabilities and experience, while others provided answers to written questions. Finally, the committee confirmed its understanding of the technologies in this chapter with PD Demil or the appropriate vendors to ensure that the information presented in this chapter is accurate.
The organizations providing information to the committee are listed below. Some of these organizations have additional munitions demilitarization capabilities; however, these are the primary ones that the committee has considered.
- Dynasafe: Static Detonation Chamber (SDC)-contained burn of munitions;
- Expal U.S.A.: Robotic munitions disassembly; use of SDCs for munitions demilitarization;
- El Dorado Engineering: Contained burn of energetics, rotary kiln explosive waste incinerator, flashing furnace;
- General Atomics: Size reduction using cryofracture, propellant destruction using industrial supercritical water oxidation (iSCWO);
- General Dynamics: Automated munitions demilitarization facility, Rotary Kiln Incinerator (RKI), rocket and missile motor segmentation and thermal treatment process, cluster grenade thermal treatment process, nitrocellulose propellant thermal treatment system;
- Gradient Technology: Abrasive water jet cutting;
- MuniRem: Energetics neutralization; and
- U.S. Demil: Decineration process.
The committee also reviewed several studies in which alternative, non-OB/OD technologies are described, reviewed, and in some cases, compared to each other and to OB/OD with respect to various criteria. These studies were carried out over the past 30 years by various organizations and government agencies. They are listed in the references to this chapter. In several of the reviewed studies, alternative technologies are grouped with respect to their role in the munitions demilitarization process. Typical technology groupings include munitions pretreatment and disassembly, energetics removal, munition or energetics destruction, pollution abatement, and resource recovery and recycling.
While the committee did not contact every commercial vendor involved in the demilitarization of conventional munitions, the committee believes that it has examined and discussed existing capabilities with the primary commercial providers currently engaged in this activity.
In the technology review conducted in this chapter, both those technologies that are capable of demilitarizing munitions in a single processing step and those that partially process the munitions are described. This is only a partial compilation; numerous other treatment processes exist and have been evaluated in several of the reports listed in the references to this chapter—for example, Poulin (2010) and Wilkerson (2006). However, the technologies described below are those that have been demonstrated or permitted in the United States (where permits were required) and, in general, have a greater level of maturity than other technologies.
The distinction between technologies capable of demilitarizing whole munitions and those that do partial munition processing is somewhat arbitrary; a technology that is capable of processing an entire munition of one type may require one or more preprocessing steps prior to demilitarization for a munition of another type—for example, a larger or more complex munition.
In this report, candidate alternative technologies that have the potential to demilitarize an entire munition are grouped as follows:
- Contained detonation (CD), where an entire munition is demilitarized/destroyed in an enclosed chamber with an associated pollution abatement system; and
- Contained burn (CB), where a munition is thermally treated in an enclosed chamber, typically an incinerator or a furnace combined with a pollution abatement system.
Several of the technologies described have dual capabilities in that they can perform the contained burning of munition energetics and propellants but also have explosive containment capabilities; thus, they can function as contained detonation chambers as well. Where these capabilities exist, they are so noted.
For many munitions it is not feasible to demilitarize the whole munition using a single alternative technology due to technical, safety, environmental, or cost issues. Examples of such munitions include large bombs, complex cartridges containing submunitions such as grenades and bomblets, and munitions containing shaped charges that could damage containment chambers. Where this is the case, technologies that perform a partial function—for example, those that only reduce munition size or only remove energetic materials—are reviewed with respect to their more limited capabilities while recognizing that a combination of these technologies (in a treatment train) would be needed to demilitarize whole munitions. Thus, the distinction between whole and partial munitions processing depends on the size and complexity of the munition involved. The same contained detonation chamber that can entirely demilitarize a small munition may require a step to modify the energetics (e.g., cutting the energetics to disrupt a shaped charge) for a larger or more complex munition.1
All of the technologies that destroy energetic materials using thermal processes have associated pollution abatement systems (PAS) that treat offgases. These treatment processes contain scrubbers, cyclones, baghouses, filters, and other components as needed. They were evaluated as part of the technologies with which they are associated. In addition, nearly all of the technologies will produce secondary wastes, including waste water from water jet cutting, waste/ash particles that may be characterized as hazardous waste, or spent filter materials. These are noted as part of the technology description.
Several of the technologies have the capability to produce materials that can be reclaimed, recycled, or reused (R3). Technologies that have R3 capabilities include the SDC, Decineration, deactivation furnaces, autoclave meltout and water washout to recover energetics for alternative uses, and the metal parts flashing furnace to decontaminate metal parts. These capabilities can result in a revenue stream that partially offsets the costs of using alternative technologies and contributes to the Army’s goal of reducing dependence on OB/OD. Where an R3 capability exists, it is noted as part of the technology description.
The technology reviews include a basic description of the technology and, where the information is available, the following:
- A summary of throughput capacity, taking into account physical feed size limitations, explosion containment limitations imposed by U.S. Department of Defense Explosives Safety Board (DDESB) or
___________________
1 Munition size can refer to physical dimensions; larger size munitions may require size reduction in order to be fed into a contained detonation or contained burn chamber. It can also refer to the explosive content of the munition; in terms of its net explosive weight (NEW), measured in TNT-equivalent pounds of explosive. All contained destruction chambers will have a maximum permitted (by Environmental Protection Agency [EPA]-authorized state agency) and approved (by Department of Defense Explosives Safety Board [DDESB]) NEW limitation.
- environmental permits, need for munitions pretreatment, munition-specific limitations, munitions and energetics that the technology has processed to date, and average and maximum throughputs achieved to date, especially when processing those munitions that currently are being treated via OB/OD;
- Environmental impacts, including effluents produced and waste stream management processes used to monitor, treat, and, where applicable, recycle effluents for further treatment and to recover, recycle, or reuse processing by-products;
- Health and safety risks to workers and to the public; and
- A qualitative assessment of costs. In general, cost estimates provided here refer to cost/ton of munitions, not life cycle costs.
The quality and detail of the information the committee received in each of these areas varied widely, from in-depth technical information to cursory replies. In some instances, the committee did not receive any information in one or more of the areas for a given technology. This was either because it was nonpublic information (e.g., proprietary) or because the committee simply did not receive the requested information. In such instances, the committee notes below that “information was not made available to the committee.” Because of these limitations, it is not possible for the committee to conduct direct comparisons of all aspects of all technologies.
Additional information, where available, includes the following:
- Technical maturity of the technology;
- Permitting status, including throughput and other limitations imposed by permits;
- Ability of the technology to process a variety of munitions, defined by the Army as the omnivorous capability;2
- Where capabilities for existing units are limited, the potential to modify the technology to expand its capabilities;
- The potential for monitoring emissions and for recycling effluents for further treatment; and
- Resource requirements to operate the technology.
The technologies reviewed in the “Thermal Decontamination of Munitions Scrap” section have been tested and demonstrated by the PD Demil and its contractors. In the “Emerging Technologies” section, several technologies that are under research and development are reviewed.
PREPARATION TECHNOLOGIES
Prior to the destruction of munition energetic components in contained chambers, a variety of processing steps may be required. These include but may not be limited to munitions disassembly, size reduction to reduce the physical size and net explosive weight of the munitions, and removal of energetic components from the munition. Commonly used processing steps that are used by PD Demil and its contractors are described below.
Disassembly and Size Reduction
This step consists of separating munitions components and size-reducing the components to achieve the maximum net explosive weight (NEW) limit requirements of the treatment technology being used and to expose the energetics within the munition to enable the munition components to be further treated. Processes currently in use are
- Manual and automated disassembly (U.S. Army and its contractors, various locations);
- Cryofracture (at McAlester Army Ammunition Plant [MCAAP]);
- Water jet or slurry jet cutting for size reduction (at Crane Army Ammunition Activity [CAAA] and at Hawthorne Army Depot [HWAD]); and
- Mechanical cutting—for example, band saws.
Manual and Automated Disassembly
Some munitions can be disassembled prior to removal and treatment of explosive components, either manually or robotically. Manual disassembly is slow and presents risks to workers, as they must handle the munitions. Automated disassembly with less worker exposure to the munitions is carried out on processing lines at some contractor facilities where complex munitions—for example, cluster bomb units—are taken apart to expose the submunitions within and where the submunitions are also disassembled to expose explosive materials such as shaped charges. These operations incur periodic accidental detonations, and, when these occur, replacement equipment is needed. For example, the unintended detonation rates during the demilitarization of grenades from cluster munitions at a General Dynamics facility in Missouri has been 1 in 10.7 million grenades, all behind safety walls.3
Cryofracture
This process is used to cool ferrous munition bodies below their embrittlement (nil-ductility) temperature, allow-
___________________
2 J. McFassel, product director for Demilitarization, PEO AMMO, “Demilitarization Overview for National Academy of Sciences,” presentation to the committee on August 23, 2017.
3 General Dynamics response to committee questions, May 2018. 160,000,000 grenades from dual-purpose improved conventional munitions and from multiple launch rocket systems with 15 grenade detonations.
ing the munitions to be fractured in a hydraulic press. This allows access to the energetics so they can be treated by thermal destruction. Cryofracture by itself does not destroy energetics. In a typical operation, munitions are transferred into a liquid nitrogen bath by an overhead robot, for between 10 and 45 minutes to cool them to −320°F (−195°C; depending on the size of the munition), removed from the bath by a material transfer robot, placed in a hydraulic press, and compressed until fracture occurs. The munitions debris is then fed to a thermal treatment process such as the APE 1236 rotary kiln incinerator for energetics destruction.
Cryofracture can be used on munitions that require a size reduction processing step and are difficult or costly to disassemble or will cause damage if they detonate during thermal treatment. It has been successfully used on munitions such as 8 inch, 155 mm, and 105 mm projectiles; M23 landmines; M55 rocket motors; 4.2 in. mortars; and various grenades, bomblets, cartridges, fuzes, and bursters. It has been used to access M42 and M46 grenades in the 155 mm high-explosive, dual-purpose projectile (Department of Defense Identification Code [DODIC] D563) in the conventional munitions stockpile.4
The U.S. Army Research, Development and Engineering Command has processed more than 67,000 live Artillery Delivered Antipersonnel mines using cryofracture in conjunction with the APE 1236, and a cryofracture unit is currently being used at the McAlester Army Ammunition Plant for cooling and crushing submunitions removed from projectiles (DODIC D501/D502) prior to feeding the munition fragments to an APE 1236 rotary kiln incinerator. Although the U.S. Army Research, Development and Engineering Command has demonstrated a “mobile” cryofracture unit, this unit is now in storage at Crane Army Ammunition Activity but is planned to be placed into service in 2020 to destroy Rockeye bomblets. An advantage of cryofracture is that it allows access to energetics in a munition more quickly than using other methods such as a band saw or a water jet.5 Potential disadvantages are that nonferrous materials that do not fracture and some internal munition components present challenges. Also, incomplete crushing occasionally occurs, with resulting incomplete deactivation of munitions (e.g., mines) in the APE 1236 rotary kiln incinerator. When this occurs, energetic-contaminated materials are processed through the kiln a second time.6
Throughput Capacity
Processing rates will depend on the munition size, the internal arrangement of the munition, and the amount of energetics in the munition. For example, Artillery Delivered Antipersonnel mines can be processed at a rate of 6 mines per minute,7 for Rockeye bomblets the rate is 7 munitions per minute, and for M42 submunitions the process rate is 42 items per minute.
Environmental Impacts
Cryofracture is a preprocessing step prior to destruction in an APE 1236 or another CB chamber. Permitting constraints regarding emissions and throughputs for the APE 1236 govern the process.
Personnel Safety
Cryofracture is generally conducted remotely by robots behind blast walls to avoid human exposure to safety hazards. If a detonation were to occur while a munition is being processed in the press, the currently used system can withstand a detonation of up to 5 lb NEW. Safety considerations make it most suitable for munitions without a detonator train near the stress points exerted by the cryofracture tooling.
Cost
Information was not made available to the committee.
Waterjet and Slurry Jet Cutting
Waterjets are used both to access munitions by cutting the munitions open to expose the energetics inside and to remove energetics washout. Waterjets use a high-velocity stream of fluid forced through an orifice to form a jet. The fluid is typically water, but other fluids can be used. Abrasives can be added to the stream in the form of a premix slurry or by entrainment at the nozzle to increase the cutting action. While the water can often be recovered and reused, eventually it must be treated as explosives-contaminated wastewater (pink water) and undergo proper treatment before disposal.
Waterjets have been used since the 1920s to wash out high explosives (HE) from munitions. High-pressure waterjets with added abrasives have been used since 1991 to cut HE munitions. Low-pressure jets were used in the 1950s for the U.S. Army’s Ammunition and Explosive washout and reclamation system. Low-pressure jets were used to reclaim missile motors in 1953 and for the Hawthorne Army Depot (HWAD) washout system in 1979.
High-pressure jets were installed at CAAA in 2000. More than 250,000 large caliber 3-inch, 5-inch, 6-inch, and 8-inch projectiles have been cut and washed out at CAAA since 2001. This same system is currently being modified to cut the 16-inch Armor Piercing and High Capacity Navy Gun
___________________
4 Cryofracture Munition Experience Database, p. 1. Information provided to the committee by General Atomics, January 2018.
5 McAlester Army Ammunition Plant response to committee questions, April 2018.
6 Ibid.
7 PD Demil table, “Demonstrated Ammunition Demilitarization Technologies,” provided to the committee, August 2017.
projectiles containing explosive D filler (ammonium picrate). The goal is to recover 99 percent of the explosive filler and all of the munition metallic scrap.8
Although waterjets are inherently dangerous systems,9 with numerous people injured or killed from commercial pressure washers and cleaning systems, there are only two known munitions-related accidents that have been reported to the committee, and these appear to be unrelated to the use of the waterjet itself. The danger of high pressure can be mitigated by the use of robotics and remote operations. Although waterjets can initiate a detonation of high explosives, this has only occurred with an experimental water jet that used explosives to accelerate the stream beyond the capacity of mechanical pumps. This is highly unlikely to occur in practice.10
Compared to band saw cutting, water-jetting is higher in capital cost, not as energy efficient, slower, and less accurate. However, it can cut almost anything, never dulls, and can cut in almost any direction. Waterjets are also less likely to cause an accidental detonation because they do not create a “heat affected zone” in the cut area, as temperatures typically do not exceed 100ºC.
Mechanical Cutting
Mechanical saws—for example, band saws—have been used to cut munitions to reduce their size and to access the HE for washout or other treatment. A band saw has been installed at the Letterkenny Rocket and Missile Disposal Facility for cutting the rocket and missile rocket motors.
Band saws have an inherent safety issue with the heat, shock, and friction of the blade cutting through the munition casing resulting in a potential initiation influence for HE or rocket and missile propellant. This is mitigated in some cases by inundating the cut with water or liquid lubricant or performing the cutting under water. Even though these mitigation techniques are successful enough to achieve DDESB approval, sawing is done remotely with no personnel present to be injured by a potential detonation. In the case of the Letterkenny facility, the committee was told that managers of the facility expect sawing to cause infrequent autoignition of rocket and missile motors, and they are prepared to periodically replace damaged equipment.
Energetics Removal
Once the energetics and other internal components of a munition are accessed, the energetics may be removed using a variety of processes. Two being used by the Army that the committee evaluated are:
- Water washout with water jets as noted above (U.S. Army at HWAD, CAAA); and
- Autoclave meltout (U.S. Army at MCAPP, HWAD).
Water Washout
High-pressure washout (55,000-60,000 psig) of munitions using a waterjet has been demonstrated at HWAD where a low-pressure (5,000-10,000 psig) washout facility was upgraded to a higher pressure in order to reduce water consumption from 10-30 gpm to 0.5-1.0 gpm. These systems are similar to the waterjet cutting systems described above. Energetic fills have been washed out of 105 mm, 120 mm, 165 mm, and 81 mm projectile rounds.
Autoclave Meltout
Once the high explosives are accessed and exposed—for example, by removing the nose plug of a projectile—they can be placed in an Army APE 1401M2 autoclave and heated. Munitions are placed on a carousel and their exteriors are steam heated to drain meltable explosives, which are then collected in a melt kettle. The cycle time per munitions load is about 60 minutes, and the average explosive load is 100-200 lb per hour. The system has been used to remove or reclaim explosives such as TNT from projectiles and bombs. It may also be possible to remove other explosives that can be melted, such as composition B, following pilot testing.11
Other Methods
Other methods that have been proposed include washout with ammonia or liquid nitrogen, steamout of energetics, ablation of energetics using solid carbon dioxide pellets, microwave meltout, meltout using an induced current, and laser machining. None of these, however, have been demonstrated on a production scale. Although recovered explosives may be reused in munitions or recycled into commercial products if a market exists, they are more often used as donor explosives in OD operations.
CONTAINED DETONATION CHAMBERS
CD chambers are a technology alternative to the OD of munitions and munition components. These technologies and their associated pollution abatement equipment are intended to demilitarize an entire munition in a single processing step if the munition size and NEW are within the capacity of the equipment. Otherwise, one or more preprocessing steps will
___________________
8 PD Demil, “Status Update on Navy Gun 16 inch Projectile Waterjet Cutting,” April 2018.
9 “Abrasive Waterjet Cutting of Large Munitions.” Briefing to committee members by Paul Miller, Gradient Technology, October 2017, p. 23: personnel safety.
11 “Demonstrated Ammunition Demilitarization Technologies.” Spreadsheet provided to the committee by PD Demil, August 2017.
be required. Because they do not use a “controlled flame device,”12 CD facilities are permitted as Resource Conservation and Recovery Act (RCRA) Subpart X miscellaneous treatment units rather than as incinerators.13 In some cases, a Clean Air Act (CAA) permit may be required.
Munitions are prepared for detonation by attaching detonators and donor explosives and then placing in the chamber; the chamber is sealed; and the munitions are detonated. All of the explosive wastes such as offgases, dust, and metal fragments are contained within the chamber or a post-chamber expansion vessel following the detonation. Treated waste material can be tested, and if need be, unreacted energetics can be reprocessed prior to release. Although conceptually feasible as a replacement for OD, these chambers have several limitations, including (1) limited throughput resulting from the need to prepare munitions, load them into the chambers, and periodically clean debris following detonations; (2) the need to withstand repeated shocks resulting from detonations with consequent wear and tear on the pressure vessels; and (3) the donor charge being included in the maximum NEW allowed per load.
The committee reviewed three chambers having contained detonation capabilities, all of which have been used to demilitarize conventional munitions, have been approved by DDESB for specific situations, and have received RCRA permits. The committee also considers another technology, the SDC, to be a contained detonation system. Since this technology also has contained burn capabilities, it is discussed separately in the section “Contained Burn Chambers.”
Controlled Detonation Chamber (CDC)
Te CDC originally applied “to replace OD operations for destruction of conventional high-explosive munitions.”14 The CDC is a rectangular cross section detonation chamber providing a contained environment that prevents the release of blast fragments, heavy metals, and energetic by-products. The model D-100 chamber has internal dimensions of 14 ft. wide by 16 ft. high by 20 ft. long and is connected to a cylindrical steel expansion tank 10 ft. in diameter and 71 ft. long. Offgases are directed to the expansion tank, which moderates the pressure wave from the detonation of explosives, and are then processed through a pollution abatement system that consists of a reactive bed filter to remove acid gases, a porous ceramic filter to collect particulates, including soot and dust, and a catalytic oxidizer operating at 1095°C. Two D-100 models have been used at the Milan Army Ammunition Plant, Tennessee, for the destruction of 25,000 155 mm projectiles packed with submunition grenades, and another model, the D-200, has been used to destroy multiple conventional munitions at the Army’s CAAA, located at the Crane Naval Surface Warfare Activity in Indiana.15
Munitions with a donor charge are mounted in the detonation chamber, the floor of which can be covered with pea gravel to absorb blast energy. Water-filled bags are also sometimes suspended near the munition to help absorb blast energy and reduce fragmentation effects. After the detonation chamber is loaded, its entry port is sealed and the exit from the expansion chamber is also closed. Following a detonation, gases are vented to the pollution abatement system. Offgas monitoring can be carried out to ensure that regulatory limits are not exceeded before release.
The NEW rating for the CDC model TC-60 was 40 lb TNT-equivalent for the destruction of WW I phosgene-filled munitions at Schofield Barracks in Hawai`i in 2008.16 The NEW rating for the larger D-100 installed at the Blue Grass Army Depot in Kentucky was 49.3 lb.17 This rating includes the NEW content of the donor charge as well as the munition being destroyed. A D-100 used at Milan had an estimated NEW of 100 lb and a larger D-200 at Crane had a safe NEW, based on testing, of 116 lb.18
Based on the explosive safety design review for the CDC conducted by the DDESB,19 “the minimum donor explosive weight shall be 1-part donor explosive to 1-part energetic fill (1:1) for a munition with energetic fill only; 2:1 for propellant fills; and 3:1 for smoke, riot agent or incendiary fills.” However, for the D-200 at CAAA, the NEW of the munition being treated was about three times the NEW of the donor charge,20 allowing a larger ratio of munition to donor charge than the 1:1 ratio allowed by DDESB for the smaller CDC units.
As of early 2018, PD Demil planned to conduct tests of the larger CDC D-100 at BGAD on 175 2.75-in. and 5-in. rocket motors that would otherwise be open detonated (DODIC J147, J106, J143). Subject to test results and Kentucky state permit requirements, this unit could be used to demilitarize these munitions, which would provide the ability for PD Demil to demilitarize rocket and missile motors with double-based propellant.21 As of September 30, 2017, these 175 rockets accounted for 1,457 tons in the conventional munitions stockpile. The larger D-200 at CAAA has demilitarized a variety of munitions, including 105 mm cartridges, fuzes, and 155 mm M107 HE projectiles (DODIC D544) that would otherwise be open detonated.
___________________
12 A controlled flame device uses an open flame in the thermal treatment chamber and is regulated as an incinerator under RCRA.
13 RCRA Permit Policy Compendium: Volume 9: 9486.1987-9498.1996: “TSDF Technical Requirements” (Parts 264 and 265) and “Standards for Managing Specific Hazardous Wastes” (Part 266), https://tinyurl.com/ybk6nwym.
18 PD Demil, response to committee questions, April 2018.
20 PD Demil, response to committee questions, April 2018.
21 J. McFassel, product director for demilitarization, PEO AMMO, “Demilitarization by Open Burning and Open Detonation,” presentation to the committee on December 11, 2017.
Throughput Capacity
Processing rates vary with the munitions being demilitarized. Estimated throughput rates vary from 22 per 10-hour day for a 155 mm MK II projectile to 60 per 10-hour day for a M139 bomblet. Typical cycle times, including loading and cleanup, are expected to be 30-45 minutes with 1-3 munitions placed in the chamber per cycle. In a table provided to the committee by the PD Demil,22 the Army’s comment on smaller versions of the CDC (up to model T-60) indicated that this “system is intended for emergency use and not a production environment.”
Environmental Impacts
The CDC at CAAA was operated as an RCRA Subpart X unit and experience has been that it can be operated without noticeable noise or vibration problems. Primary wastes produced by the CDC include munition fragments, pea gravel and dust, and lime from the reactive bed filter. Metal munition fragments may be sold for scrap.
Personnel Safety
Manual operation of the CDC includes routine munition preparation operations, placing initiating charges and initiators on the munitions, and mechanically moving munitions into the detonation chamber. Between shots, workers have to reach inside the detonation chamber door to plug in and unplug electrical connectors. Workers can be exposed to hot metal surfaces and to pea gravel dust when cleaning the detonation chamber.
Cost
Although quantitative cost information is not publicly available, an earlier evaluation of the CDC stated, “extensive U.S. experience with destruction of conventional and agent-like munitions indicates that the basic CDC technology is cost effective for destroying projectiles and other types of explosive-containing munitions in a U.S. context.”23 Agent-like refers to munitions containing chemical agents as well as smoke and dye-filled munitions.
In one specific instance, a CDC model D-100 at the Bluegrass Army Depot in Kentucky has been released to the Army by the CDC vendor (CH2M Hill) and is currently Army owned and operated. Thus, there would be no additional acquisition costs for this unit, and operating costs may be reduced when compared with contractor operation, since labor costs (Army versus contractor personnel) should be lower and the Army is not trying to operate the CDC at a profit.
Explosive Destruction System (EDS)
The EDS is a technology having modest CD capabilities. Designed by the Army’s Recovered Chemical Munitions Directorate and built by Sandia National Laboratory for the destruction of recovered and reject chemical munitions, the EDS model P2 is a truck-mounted, transportable unit that provides a capability to destroy small quantities of chemical and potentially conventional munitions that fall within its 9 lb NEW limitation. The EDS consists of a sealed cylindrical containment vessel having an inner volume of 20.3 cu. ft. Its inner diameter is 28 in., its inner length is 57 in., and its wall thickness is 3.6 in.
Munitions are placed in a munitions holder, initiating explosives are attached to the munitions, electrical connectors are attached to the charges, and operators slide the holder into the vessel. The vessel door is then closed and sealed. Following leak tests, the operators then remotely detonate the charges. For chemical munitions, neutralization chemicals are then added and mixed with the chemical fill. This processing step would not be needed for conventional munitions.
Throughput Capacity
In terms of physical capacity, the EDS is capable of receiving projectiles up to 155 mm in size. However, its 9 lb NEW capacity, including that of the initiator charge, limits its usefulness for processing the high-explosive 155 mm projectiles in the conventional munitions stockpile, some of which contain shaped charges that can damage the explosive containment vessel and others that have NEWs in the 14-16 lb range. Because the EDS has not been tested with conventional HE munitions, processing rates for these munitions can only be estimated. The cycle time for preparing conventional munitions, loading them into the vessel, sealing the vessel, detonating the munitions, allowing the vessel to cool, opening the vessel, and removing metal and other fragments will vary with munitions but should be in the order of 1 to 2 hours. Multiple munitions can be placed in the EDS as long as the maximum 9 lb NEW is not exceeded.
Environmental Impacts
The EDS has been operated under RCRA permits at several locations in the United States and has destroyed more than 2,600 chemical munitions. When processing chemical munitions, the primary waste produced is 8-10 gallons of hydrolysate per cycle. Although this will not be the case when processing conventional munitions, solid wastes from munitions destruction will be present, including munition bodies and internal components, the constituents of which will vary with the munition processed. Small quantities of aqueous wastes, resulting from periodically washing the EDS vessel with detergent, are also produced.
___________________
22 “Demonstrated Ammunition Demilitarization Technologies.” Spreadsheet provided to the committee by PD Demil, August 2017.
The waste streams will vary with the munition processed, and these would have to be characterized in order to develop appropriate disposal and post-treatment procedures and before shipment of solid and liquid wastes to commercial treatment, storage, and disposal facilities, as has been done with waste materials from chemical munitions processing.
Personnel Safety
The EDS requires several manual processing operations: placing initiation charges on the munitions; placing a fragmentation shield over the munitions to reduce damage to the vessel walls; making electrical connections; opening, closing, and securing the vessel door; removing debris following a detonation; and cleaning and inspecting the vessel for a subsequent detonation. Operating and maintenance procedures are well developed, and this equipment has been routinely operated as noted above.
Cost
The EDS was designed for occasional use in demilitarizing small numbers of chemical munitions and not for continuous use in demilitarizing conventional munitions. Continuous use could reduce its economic life, since the number of cycles for which it is designed will be reached in a shorter time period than when used intermittently. Because cost data are not publicly available, it is not possible to directly compare the EDS unit costs with those of open detonation or alternative technologies. In addition, all the experience with the EDS is with chemical munitions; hence, any cost data would not be comparable to the demilitarization of conventional munitions.
The committee believes that the EDS is an extremely capable munitions demilitarization system. However, the committee has determined that its applicability to demilitarization of the conventional munitions stockpile is very limited because it is designed for the demilitarization of chemical munitions that contain relatively small amounts of explosives. Although the EDS has extensive capabilities for the neutralization of chemical agents, this capability is not needed for the demilitarization of conventional munitions. Because of the specific design of the EDS, its throughput is too low for it to have anything other than a limited, small-quantity role for the demilitarization of conventional munitions. For these reasons, the committee is not conducting further evaluation of the EDS in this report.
Detonation of Ammunition in a Vacuum Integrated Chamber (DAVINCH)
The DAVINCH is a CD chamber that has been developed by the Japanese firm Kobe Steel for the destruction of recovered Japanese World War II chemical munitions. DAVINCH uses a donor charge placed on munitions to initiate the demilitarization process. The DAVINCH detonation chamber, however, is considerably larger that either the CDC or the EDS. One model (DV-45), used in Japan, has an interior volume of about 652 ft.3 (18.6 m3). A larger unit, the DV-60, has an interior volume of about 1,074 ft.3 (30.4 m3). The explosion containment capacities of the DAVINCH units are reflected in the model numbers: 99 lb (45 kg) NEW for the DV-45 and 132 lb (60 kg) NEW for the DV-60. The physical size of the DAVINCH technology is correspondingly greater than the CDC or the EDS; the DV-45 weighs about 75 tons. A smaller, truck-transportable version called DAVINCH lite is also available. This unit weighs 45 tons, has an outer diameter of 6.9 ft. (2.1 m), and is 23 ft. (7 m) long. DAVINCH lite has been tested with 75 mm and 155 mm projectiles at the U.S. Army Edgewood Chemical Biological Center in Maryland for chemical munition destruction, has been approved by DDESB for a NEW of 52.8 lb (24 kg), and operated under a RCRA Subpart X permit.
The DAVINCH is a double-walled steel chamber with a replaceable inner vessel made of armor steel and an outer vessel composed of multilayered carbon steel plates with the vessels separated by air. After connecting the detonator wires to an initiating charge placed on the munitions, the airtight circular DAVINCH door is closed remotely. Air is then evacuated from the inner vessel until a pressure of 0.2 pound per square inch (psia) is reached. Either an electric delay detonator or instantaneous electric detonators then sequentially detonates the suspended munitions to reduce the maximum pressure on the inner vessel walls. Under a near-vacuum, the munitions are detonated and implode, reducing noise. Fragment velocity and vibration are also reduced, extending the life of the inner vessel. Detonation in a near-vacuum also reduces the volume of offgas produced. The chamber is sealed and isolated from the offgas treatment system during the detonation process; consequently, an expansion chamber is not required.
The offgases are then removed from the inner vessel by a vacuum pump. Post-processing treatment for conventional munitions consists of filtering the offgases and passing them through a small diverging electrode plasma arc reactor having an arc temperature of 1,600°C to thermally treat (oxidize) the offgas, primarily H2 and CO, followed by quenching and scrubbing of the offgases. Treated gases are then held in a retention tank and tested. If need be, the offgas can be recirculated through the plasma arc reactor for further treatment before being released to the atmosphere; thus, the DAVINCH has a hold-test-release capability.
Throughput Capacity
The throughput rate for processing munitions in the DAVINCH will depend on the size of the vessel used (a longer vessel will be able to process a greater number of munitions per cycle), the vessel’s NEW limitation, the ratio of donor charge NEW to munition NEW, and the cycle time per
munition load. The only use of DAVINCH for demilitarizing conventional munitions was the use of a DAVINCH model DV-50 at Poelkapelle, Belgium. In this application, packages of 7.7 cm, 10.5 cm, and 15 cm projectiles were destroyed along with about 50 World War 1 21 cm projectiles.24 The processing rate for the 21 cm projectiles was one munition per cycle at a rate of 3 to 4 cycles per day. After 1,700 shots (cycles), including 360 cycles in which conventional munitions were destroyed, the technology vendor stated that “fragments from those large conventional shells damaged the inner chamber, resulting [in] the decrease of wall thickness at the proximity of the ammunition mounting position.”25 As a result, a new inner chamber was fabricated and installed.
The ratio of donor charge to munition NEW that would be used varies with the type of munition, the number of munitions per cycle, and whether detonations are initiated by the donor charge or by other munitions in a bundle. At Poelkapelle, Belgium, the donor to munition charge ratio varied from 0.4 to 3.0. The higher quantities of donor charge, relative to the munition NEW, was needed for some munitions to reduce the size and velocity of the fragments produced, thus reducing wear on the inner chamber walls and extending the chamber’s useful life.26
Environmental Impacts
DAVINCH produces four waste streams: gases resulting from detonations, munition fragments, small quantities of liquid from the offgas scrubber, and liquids following cleaning of the vessel. The gases can be stored in a retention tank for testing and recirculated through the plasma arc unit for further treatment, if necessary, prior to release to the atmosphere. Although munitions residue and fragments will consist mostly of munition bodies, the internal constituents of the munitions are expected to vary and could contain heavy metals, melted plastics, and other materials that could require additional treatment or separation before recycling the munition bodies.
Personnel Safety
Unless a robotic arm is used, operations for DAVINCH are manual, involving munition handling, placing initiating explosives and initiators on the munitions, and insertion of munitions into the chamber. These operations involve direct worker exposure to the munitions and to the initiation explosives during munitions preparation and loading. Following a detonation, munition fragments are removed remotely.
Cost
Due to its size, the capital and operating costs for DAVINCH may be higher than for other detonation chambers. In Poelkapelle, Belgium, where both chemical and conventional projectiles were processed, eight workers carried out three destruction cycles per day. As is the case with other private sector technologies, munitions processing costs data are proprietary and will depend on numerous factors, including the number of munitions to be processed, whether or not they can be easily demilitarized or require pre- or post-processing, state-specific permit requirements for technology operation and treatment of process residues, and the need for replacing or repairing technology components over time—for example, periodic replacement of the inner vessel and other equipment will also affect costs. Also, all of the experience with DAVINCH is with chemical munitions, hence; any cost data would not be comparable to the demilitarization of conventional munitions.
CONTAINED BURN AND ROCKET AND MISSILE MOTOR FIRING CHAMBERS
CB and contained rocket and missile motor firing systems have been developed, tested, and implemented at several locations for different demilitarization operations as an alternative to open burning and static firing. The technological approach for CB typically involves a thermal treatment chamber (TTC) containment vessel or tank in which energetic materials are burned or into which rocket motors are fired. In some applications the materials are placed inside the vessel and ignited as a batch; in other applications wastes are fed semi-continuously into the vessel, where they are ignited. The vessel captures the combustion gases, which are then exhausted through a PAS. Gases are usually filtered through high-efficiency filters to remove particulates and then ducted through wet or dry scrubbers, before being vented through a conventional stack to the atmosphere. Because there is no “controlled flame device” in the thermal treatment chamber, most CB facilities are permitted as RCRA Subpart X miscellaneous treatment units rather than as incinerators. Most states also require an air permit.
CB and contained rocket and missile motor firing chambers can be scaled to meet workload requirements and are designed for automated feeding and discharge of materials for safety in materials handling. The technologies are suited for a majority of applications where OB and static firing are conducted.
In the text below, representative applications of CB technology are provided followed by an example of a larger application where 16 million lb of M6 propellant and Clean Burning Igniter (CBI) were destroyed. This is followed by
___________________
24 “Updated Operation and Maintenance Activities of DAVINCH System,” p. 23, presentation by O. Shimoda et al., Kobe Steel, at CWD2015 London, June 2015.
25 Ibid., p. 24.
26 Response A5-2 by Kobe Steel to committee question about size of donor charge: “Sometimes HE shells generate very large and heavy fragments with very high velocity, which may damage the inner chamber seriously. Therefore, to make the fragments smaller and slower, the donor charge may be increased.”
examples of historic contained rocket and missile motor firing applications and a description of an existing large facility for destroying ammonium perchlorate rocket and missile motors. These facilities use both batch and semi-continuous feed approaches and address a wide range of demilitarization needs. Last, a CB technology that uses an external heat source rather than a burner (flame) to destroy energetics is described and its use in the demilitarization of several munitions is summarized.
Contained Burn Chambers
A variety of CB thermal treatment units that use a burner to demilitarize specific munitions in the stockpile have been developed by Army contractors. Three examples are:
- A cluster munition grenade thermal treatment unit is used by General Dynamics to process M42 and M46 grenades. These are components of a 155 mm high-explosive, dual-purpose projectile (DODIC D563), that would otherwise be open detonated.
- Semi-continuous feed CB chambers have been designed by El Dorado Engineering. These are scaled and designed to accommodate different waste types with feed and burn stations that are integrated within a single containment vessel combined with an advanced pollution control system. This design allows customized stations to handle small detonating/fragment producing items in one station, bulk materials in another station, and contaminated combustible wastes in another station. These systems are generally smaller in scale and are best suited for applications involving relatively small quantities of energetic material wastes. They have been fielded as a replacement to OB through modification of existing RCRA Subpart X units at several private commercial facilities.
- El Dorado Engineering also designed a CB system capable of batch operations with 60 lb of waste propellant per batch.27 The unit was tested to demonstrate the technology on a wide variety of propellant types prior to full-scale design. The test vessel was 4 ft. in diameter and 10 ft. long and was rated to a working pressure of 110 psi. All of the propellants burned acceptably; the pressure reached a peak of about 50 psi within about 50 seconds, and then fell to about 10 psi in another 50 seconds. Most of the particulates settled out in the tank, and the remaining gases were vented through pollution control equipment. More than 200 test burns were conducted. Residues were tested for reactivity using differential scanning calorimetry and found to be nonreactive. Based on these test results, a full-scale system was designed with 8 ft. diameter vessels, 30 ft. long. The multiple vessel system design was capable of disposing of approximately 500,000 lb per year.
Throughput Capacity
Throughput capacity for contained burn chambers will vary greatly and will depend on the munition being processed (e.g., rocket and missile motors, grenades, mines). They can be scaled to meet operational requirements. El Dorado Engineering has stated that these units are “highly scalable,” with capacities ranging from 10 to as much as 50,000 lb per burn cycle.28 Another technology provider stated that they have the capability to process 670 ammonium perchlorate rocket and missile motors per week on a 24 hour per day, 7 days per week basis and can process 72,000 M42 and M46 grenades per day.29
Environmental Impacts
For contained burn systems, gas streams are treated via PAS prior to release to the atmosphere. PAS includes cyclones or filters to remove particulates from exhaust gases, spray towers and demisters, and afterburners to ensure complete combustion of energetics. These components are used to ensure compliance with RCRA regulations and state air permits. Secondary wastes are treated and disposed in accordance with RCRA requirements.
Personnel Safety
If operated properly under engineering controls, CB systems are expected to be safe with minimal worker and public exposure to energetic materials or effluents. For example, in one automated industrial system, more than 160 million grenades were demilitarized with only 15 grenade detonations taking place, and these events occurred behind safety walls.30
Cost
The capital and operating costs of commercially available CB systems vary greatly and depend on capacity, complexity, the materials being demilitarized, expected maintenance requirements, the number of munitions processed, the ability to recover and reuse materials, and other factors. Because cost data are considered to be proprietary, they were not available to the committee for most applications.
___________________
27 El Dorado Engineering, “Contained Burn Process Description and Applications,” no date.
28 Briefing to committee by El Dorado Engineering, December 2017.
29 General Dynamics, response to committee questions, April 2018.
30 Ibid.
A Large Contained Burn System Application: Camp Minden, Louisiana
As a result of an accidental detonation of propellant at Camp Minden, Louisiana, an investigation resulted in the discovery of millions of pounds of improperly stored propellants and igniters. The challenge was to identify the best method to safely destroy the 15.7 million lb of single base (nitrocellulose) M6 propellant and 300,000 lb of CBI material in storage at the site expeditiously and in a manner that protected public health and the environment. Following a comparison of alternatives,31 a CB system was selected as the technology best suited to destroy these propellants and explosives (Figure 4.1). The design, construction, and installation of the CB facility took less than 9 months.
The description below provides an example of what a high-capacity CB technology consists of; this application was for a quantity of propellant that was much larger than exists at the stockpile sites (primarily bagged propellant charges), and a facility of this capacity is unlikely to be needed for the disposal of energetics managed by PD Demil. The Camp Minden facility is currently inactive.
The CB system at Camp Minden used a vertical cylindrical steel thermal treatment chamber. Propellant was placed on a cold burn pan in preparation for treatment and treated in a batch process. The pan was then placed by operators using a forklift on a loading shelf located outside the thermal treatment chamber. Loading of the pan into the chamber was accomplished remotely with no one in the area. A door similar to an autoclave sealed the chamber, satisfying the ignition system interlock.
After placement of the tray on the loading system, all operations were conducted remotely to enhance worker safety. The integrity of the ignition system (continuity and resistance) were remotely checked and monitored prior to ignition. The operator ignited the material using an electronic ignition system. Once ignited, the flame rose vertically, mixing with the air in the sealed chamber at high temperature with a residence time allowing for efficient combustion of the propellant. The exhaust was then metered using a motorized control valve to control flow into the PAS. The PAS achieved CAA Maximum Achievable Control Technology (MACT) standards. The major products of combustion of M6 and CBI were carbon dioxide (CO2), water (H2O), and nitrogen (N2). Potential minor products of combustion included solid ash or particulate matter (PM) and gaseous species: carbon monoxide (CO), nitrogen oxides (NOx), and volatile organic compounds (VOCs). Upon completion of the contained burn process cycle and once the chamber pressure was confirmed to be under vacuum, the autoclave door opened and the shelf with the empty tray was unloaded from the chamber remotely to the safe loading area. Personnel confirmed via camera that conditions were safe for opening the device. Personnel then removed the empty burn tray for additional cooling and placed a cold tray with M6/CBI material on the shelf to repeat the cycle.
Throughput Capacity
The CB system was designed for a maximum throughput rate of approximately 63,360 lb of propellant per day (880 lb of M6 per 20- to 25-minute cycle). The facility safely destroyed approximately 15.7 million lb of M6 propellant in less than 1 year after startup. Similar but smaller CB chambers, sized to meet site-specific needs and with appropriate pollution abatement systems, should be capable of incinerating other single-base propellants in the stockpile—for example, M1 (DODIC D675) and possibly double-base (nitrocellulose and nitroglycerin) M2 propellants (DODIC D676).
Environmental Impacts
The continuous emissions monitoring system ensured that emissions remained low. Stack testing confirmed emissions were well below permitted levels as indicated below:
- VOCs: Allowable 10 ppm; actual <0.01 ppm
- CO: Allowable 20 ppm; actual <0.01 ppm
- NOx: Allowable 250 ppm; actual <0.01 ppm
- All principal organic hazardous constituents: Nondetect
- Destruction and removal efficiency: >> 99.999 percent
- PM: <<0.0016 gr/dscf
Personnel Safety
Numerous remote controls and loading equipment were integrated into the design to maximize worker safety. Once the pan was placed on the loading shelf, subsequent operations were accomplished remotely. The operator ignited the material remotely using an electric ignition system. Upon completion of the burn, the empty tray was remotely unloaded to a safe area. Confirmation for safely opening the device for the next cycle was confirmed by camera.
Cost
The proposed cost for the Camp Minden contained burn system, including the advanced PAS and a continuous monitoring system, was $28,062,384,32 or about $3,500 per ton for the combined 16 million lb of M6 propellant and CBI destroyed. Costs were proposed for three phases: (1) mobilization and site preparation for permitting, licensing, design,
___________________
31 U.S. EPA, “Preliminary List of Potential Technologies for the Destruction of M6 at Camp Minden, draft 2/22/15.”
32 Letter from Louisiana National Guard, Office of the Adjutant General, to EPA, Region 6, April 14, 2015.

and construction ($8,670,104); (2) disposal operations to destroy the M6 propellant and CBI ($14,293,200); and (3) site restoration and project closeout ($475,643). These three phases cost $23,438,947. The remaining $4,623,437 was for a maximum removal efficiency PAS and the continuous emissions monitoring system. The final contract for the Camp Minden CB system approved a payment of $27,369,485.33
Contained Firing of Rocket and Missile Motors
Static firing of rocket and missile motors is a form of OB that is gradually being replaced by contained firing in enclosed facilities having pollution abatement equipment that reduces air emissions. Three examples of contained rocket and missile motor firing applications that are no longer in use are given below. This is followed by a description of an existing PD Demil facility for contained rocket and missile motor firing that, as of early 2018, was undergoing acceptance testing. The three historical contained rocket and missile motor firing applications are as follows:
- Bechtel, Nevada, under the direction of United States Army Defense Ammunition Center & School, contracted with El Dorado Engineering to design and fabricate a system to dispose of Shillelagh34 missile motors at production rate and scale. The motors consist of double-based propellant. The application used a pressure vessel approach, with each missile treated in a single batch. The missiles were placed in a holder and mated to the vessel under an offgas collection
___________________
33 Camp Minden MG Destruction, Contract, June 17, 2015, and State of Louisiana Office of State Procurement letter Amendment #1 to Emergency Contract for the Camp Minden M6 Destruction, dated April 11, 2016.
34 The Shillelagh missile was a high-explosive anti-tank (HEAT) missile containing a shaped charge warhead. It was intended to be fired from tanks.
- hood. They were ignited using on-board ignition systems, and the primary grain and gas generator burn at the same time, exhausting into the 45 psig rated vessel. When the missile firing was complete, the gases were contained until they were cooled. The gases were metered through a baghouse and HEPA filter before discharge through a stack. The cycle was then repeated. The system was designed and permitted for a rate of eight missiles per hour.
- Another system, installed at a General Dynamics Corporation commercial demilitarization facility in Missouri, utilized a semi-continuous feed of sawed Multiple Launch Rocket System (MLRS) rocket motor sections that were fed into the containment chamber and ignited with a pilot torch style ignition source. The exhaust gases were vented through a specially designed pollution abatement system to remove particulate and acid gases. The system was permitted under RCRA Subpart X. More than 1 million lb of propellant have been treated through this system.
- A full-scale CB demonstration test of large rocket and missile motors was performed at Naval Air Weapons Station China Lake, California. The thermal treatment chamber was approximately 15 ft. in diameter and 80 ft. in length, equipped with a remotely actuated propellant loading system, an ignition system, and a pollution abatement system. The pollution abatement system was designed to scrub alumina particulate and hydrochloric acid from the exhaust gases, which are the primary products of combustion of the aluminized ammonium perchlorate (AP)based propellants contained in these motors. Testing demonstrated that the peak pressures (about 70 psig) and temperatures reached in the chamber were consistent with the designed operating parameters. Complete combustion was achieved with very low CO levels. The pollution abatement system performed as designed with very efficient removal of particulates and hydrochloric acid.35
The applications described above, although no longer in operation, gave the Army and its contractors experience in the firing of rocket and missile motors in contained chambers. The China Lake facility was a predecessor to a larger ongoing rocket and missile motor CB facility being used by PD Demil, as described below.
A Large Rocket Motor Contained Burn Application: Ammonium Perchlorate Rocket Motor Destruction (ARMD) Facility
In February 2014 the Letterkenny Munitions Center (LEMC) began the permitting and approval processes to establish a contained, thermal destruction capability for tactical solid rocket motors that contained Hazard Class 1.3 AP-based motors. Most motors consist of ammonium perchlorate (AP) as the oxidizer and an aluminum/rubber binder as fuel and comprise the largest portion of the missile demilitarization inventory. From 2014 to 2017 LEMC reported 4,613 AP rocket motors destroyed by OB static firing.
The ARMD facility consists of a preparation building; a segmentation building; a remote automated motor sealing, loading, and ignition completion (RAMSLIC) shelter, the 115 ft. long, 19 ft. diameter thermal treatment system chamber; a PAS; and an effluent waste handling system (Figure 4.2). Major components of the PAS include a spray tower, a venturi scrubber, a packed bed scrubber tower, and an induced draft fan. The facility has been approved by the DDESB and has received the necessary CAA permit and RCRA Subpart X approvals by the Pennsylvania Department of Environmental Protection.
The LEMC ARMD facility conducted the first MLRS demilitarization operation in January 2017. It is designed to conduct the demilitarization of a wide range of Army and other service rocket motors (~28 different rocket motors). Four rocket motor types will require segmenting to enable demilitarization in the ARMD facility. As of early 2018 small rocket motor family testing has been successfully completed.36
Throughput Capacity
Design throughput for the system is 10,000 cycles per year. The facility is designed to process both intact and segmented rocket motors, with a maximum propellant load of 805 pounds per batch cycle and a maximum throughput rate of three cycles per hour. Under the RCRA Subpart X permit, the maximum amount of propellant (NEW) treated is not to exceed 32,100 pounds per day and the maximum number of firings is not to exceed 60 per day. The actual propellant NEW treated per day will vary due to differences in rocket motor sizes being processed.
Environmental Impacts
The ARMD facility pollution abatement system achieved a greater than 95 percent reduction in HCl and greater than 98 percent reduction in particulates in stack testing. The process produces solids, primarily aluminum oxide, that have been tested and shown to be a nonhazardous waste, as well
___________________
35 El Dorado Engineering: Contained Burn Process Description and Application, no date.
36 Committee visit to LEMC, October 26, 2017.

as a magnesium chloride brine solution that testing has also shown to be a nonhazardous waste.37
Personnel Safety
Operators are required to prepare the rocket motors for firing in the chamber. The motors are unpacked, and inert fins are removed. Following manual insertion of an igniter and transport to the motor loading area, the operators retreat to a control room, where the motor is remotely ignited. The motor is washed down (while still in the chamber) to cool it and remove residual HCl prior to the operators manually unloading the chamber with an overhead crane. For ease of operations and for operator safety, the neutralizing reagent used in the PAS is magnesium hydroxide. A full-system failure modes and effects analysis (FMEA) and hazards analysis have been performed on the system and an approved SOP is in place for operations.38
Cost
Design, construction, and installation costs were not provided to the committee. PD Demil states that operational costs have not been established since the process is still in acceptance testing.39
Static Detonation Chamber (SDC)
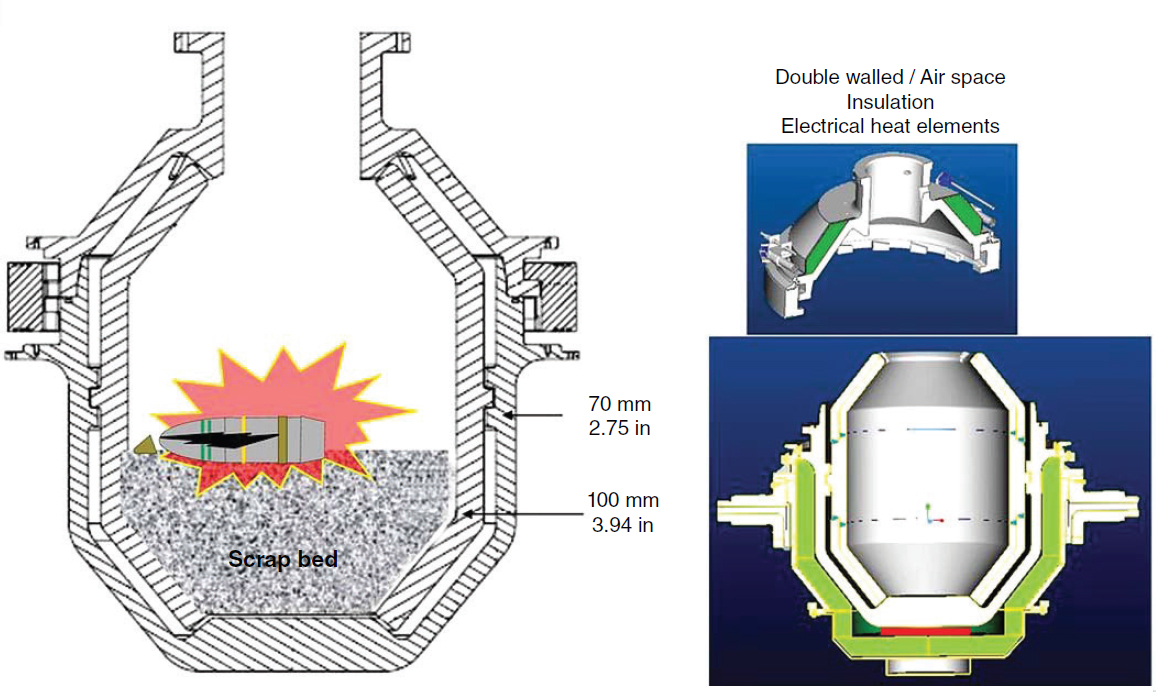
The SDC is a contained chamber in which munitions are destroyed as a result of their being externally heated in a closed vessel with either a detonation or, more usually, a slower deflagration of the energetics in the munition taking place. As such, it is considered to be primarily a CB chamber, although it does have CD capabilities. A representative SDC is shown in Figure 4.3, and a cutaway of the treatment chamber is shown in Figure 4.4.
The SDC is a near-spherical, electrically heated, armored dual-walled stainless steel chamber with an inner diameter of 1.2 meters for the SDC Model 1200 (different models can
___________________
37 Information provided to committee by PD Demil, April 2018.
38 Ibid.
39 Ibid.

have different inner diameters). Munitions are fed into the chamber through two offset loading chambers, each having its own hydraulically operated door and inflatable seal. The upper loading chamber has airlock doors and the lower loading chamber has a blast door between it and the detonation chamber. The doors, loading chambers, and detonation chamber are all designed to resist and contain the overpressure from a detonation of up to 23 pounds for non-mass detonating materials. The SDC is permitted for detonations of up to 5.29 lb NEW for mass detonating materials (Hazard Class 1.1) and up to 18.4 lb for non-mass detonating materials (Hazard Class 1.2 and above).40
The interior of the detonation chamber is not open to the atmosphere. Munitions are dropped into the chamber from above and onto a scrap bed heated to 932°F-1,022°F (500°C-550°C) at the bottom of the chamber. The chamber is heated with electrical resistance elements to a temperature of 1,022°F-1,112°F (550°C-600°C), resulting in deflagration, detonation, or burning of the munition’s explosive fill.
The detonation chamber is periodically emptied by disengaging from the lower loading chamber and being rotated nearly 180 degrees in order that most of the munition fragments can be dropped into a scrap bed in a bin. Some of the scrap is retained as a bed for the next series of munition feeds. Following scrap removal, the chamber rotates back to an upright position.
Offgases are transferred to a heated buffer tank/cyclone and thermal oxidizer operated at 2,012°F (1,100°C), followed by a quench, aqueous scrubbers, activated carbon filters, and other pollution abatement equipment that may be required by permits. Scrubber liquids are recycled back into the process, resulting in no liquid waste discharge.
Throughput Capacity
The SDC located at the Anniston Army Depot (ANAD) in Alabama operates under a RCRA Subpart X permit and has demilitarized a variety of munitions and energetics, including several that exist in the conventional munitions
___________________
40 T. Garrett, site project manager, ANCDF, PEO ACWA, “Anniston Static Detonation Chamber Status,” presentation to the committee, August 23, 2017.
stockpile (B5AAccount). These include more than 46,000 60 mm cartridges (DODIC B632); more than 9,600 90 mm cartridge canisters (DODIC C410); bagged propellant charges (DODIC D541); 265 2.75 in. warheads (DODIC H842); 20,000 mechanical time and superquick fuzes (DODIC N285); and almost 37,000 point-detonating fuzes (DODIC N335).41
Throughput rates depend on the size and complexity of the munition processed, the munitions’ NEW, and the time required for them to heat up. Examples of estimated SDC throughput rates for processing munitions in the conventional munitions stockpile that are currently being demilitarized using OB or OD are given in Table 4.1.42
The SDC appears to have the capability of processing a large variety of munitions, some of which can be fed directly into the chamber and others that may require one or more preprocessing or downsizing steps as noted in Table 4.1. The SDC manufacturer notes that throughput rates are limited by “the ability of the SDC to absorb or reject heat from the feed materials.”43
Environmental Impacts
All gaseous emissions from the SDC are held in a buffer tank prior to being treated in a pollution control system. Solid wastes, such as scrap metals, are held in the chamber at 1022°F (550°C) to render the scrap suitable for release for unrestricted use, allowing them to be recovered and reused. Dry salts from feed materials, spent filters, and collected dust are sent offsite for disposal. If the heavy metal content of the salts and collected dust render them hazardous materials, an RCRA-permitted treatment, storage, and disposal facility (TSDF) is used to dispose of them.
Personnel Safety
Risks to worker health and safety are considered to be low due to the use of an automated loading system and remote operation of the SDC. The largest risk to workers are possible burns from exposure to hot metals and dust inhalation from
___________________
41 T. Garrett, site project manager, ANCDF, PEO ACWA, “Anniston Static Detonation Chamber Status,” presentation to the committee, August 23, 2017.
42 Dynasafe Responses to committee questions, January 28, 2018 (letter from Harley Heaton).
43 H. Heaton, Dynasafe, “The Static Detonation Chamber and Conventional Demilitarization,” presentation to the committee, October 23, 2017.
TABLE 4.1 Examples of Munitions That Can Be Processed in the SDC
| Munitions Treated OB/OD (from 400 List) | DODIC # | Total Tons in B5A—as of September 30, 2017 | Net Explosive Weight (NEW) per Munition | Processing Steps | Estimated Processing Rate (munitions/hour) | Processed in SDC |
|---|---|---|---|---|---|---|
| Cartridge, 60 mm HE M49A2/A4 | B632 | 2,073.91 | 0.839 | Direct feed. | 50 | Y |
| Cartridge, AF 30 mm high-explosive incendiary PGU-13/B A/B linked | B104 | 287.23 | 0.1019 | Direct feed. | 400 | Y |
| Cartridge, 90 mm canister anti-personnel M590 | C410 | 132.48 | 1.6 | Direct feed. | 50 | Y |
| Cartridge, 81 mm HE M374/E1/A2/A3 | C256 | 640.88 | 2.428 | Direct feed. | 50 | Y |
| Cartridge, 105 mm TP-T M490 and E1/A1 | C511 | 126.77 | 12.0881 | Direct feed with propellant. | 18 | Y |
| Cartridge, 105 mm TPDS-T M724A1 | C520 | 277.72 | 10.14 | Direct feed. | 18 | |
| Cartridge, 90 mm canister anti-personnel M377 | C601 | 421.28 | 9.057 | Direct feed. | 500 | |
| Projectile, 155 mm HEAT M741 (Copperhead) | D510 | 1,389.47 | 14.759 | Unmate, remove fuze, cut shaped charge, reduce NEW per feed. | 13 | |
| Charge, propelling 155 mm WB M119 Series without primer | D533 | 3,988.60 | 22.22 | Remove lead foil, break up, and feed in two feeds. | 10 | Y |
| Charge, propelling 155 mm WB M4 Series | D541 | 2,041.39 | 14 | Direct feed, may remove lead disc | . 16 | Y |
| M42/M46 submunitions only | D563 | 6.377 | Remove copper cone/defeat shaped charge. | 1,000 | Y | |
| Charge, propelling 8 in. GB M1 | D675 | 93.71 | 14.313 | Direct feed. | 15 | Y |
| Dispenser and bomb, ACFT CBU-87B/B (submunitions only) | E890 | 1,854.56 | 129 | Remove submunitions, defeat shaped charge. | 1 | |
| Warhead, 2.75 in. HE XM/M151 | H842 | 2,153.42 | 2.4 | Unmate and cut rocket/warhead. | 60 | Y |
| Canister, mine HE F/XM/M87 Volcano | K045 | 215.56 | 7.598 | Press internal components out of mine body. | 81 | Y |
| Fuze, M624F/mine anti-tank M15 | K068 | 187.81 | 0.004 | Direct feed. | 11 | Y |
| Mine, anti-personnel M18A1 with firing device | K143 | 168.57 | 1.57 | Direct feed. | 84 | Y |
| Cartridge, engine starter MXU-4A/A | M158 | 1,201.69 | 8 | Direct feed but spent case may contain hazardous materials. Process filters and salts may be contaminated. | 28 | Y |
| Dynamite, military M1 TNT (1375) | M591 | 420.79 | 0.39 | Direct feed. | 509 | Y |
| Fuze, mechanical time and superquick M577/A1 | N285 | 1,226.97 | 0.0016 | Direct feed. | 3,000 | Y |
| Fuze, PD M557 | N335 | 1,551.23 | 0.0536 | Direct feed. | 3,750 | Y |
| Fuze, PD M739/A1 | N340 | 1,558.74 | 0.0499 | Direct feed. | 4,091 | Y |
sorting scrap after removal from the SDC. However, these risks can be mitigated by requiring workers to wear appropriate industrial personal protective equipment (PPE) or by other engineering controls, such as using a ventilation hood.
Cost
The Dynasafe SDC 1200, located at ANAD in Alabama, is owned and operated by the Army. In addition to chemical munitions, this unit has processed tens of thousands of small conventional munition items, as listed in Table 4.1. Based on operating experience in the United States, the SDC appears to be cost competitive with other demilitarization technologies that process small to medium-size munitions—for example, rotary kiln incinerators. Labor costs appear to be moderate: several staff to operate the unit, two to four more staff in a control room, and additional staff to operate the SDC’s pollution abatement system. As with other comparable technologies, the SDC will incur costs for setup, closure, operations and maintenance, regulatory compliance, monitoring, and disposal of treated residuals.
DEACTIVATION FURNACES/ROTARY KILN INCINERATORS
Deactivation furnaces and rotary kiln incinerators are systems that demilitarize small munitions, larger munitions that are suitably preprocessed, and munition components, within the size and NEW limitations of the system in question. They are CB chambers in that combustion takes place in a closed vessel with effluents being treated in pollution abatement systems containing afterburners, filters, scrubbers, and other equipment as needed. Some of them also have modest CD capabilities when processing small arms ammunition, fuzes, and other low NEW munitions. The technologies in this category that have been used by the Army and its contractors include, but are not limited to, the U.S. Army APE 1236, the El Dorado Engineering Explosive Waste Incinerator (EWI), the General Dynamics Rotary Kiln Incinerator (RKI), U.S. Demil’s Decineration process using an electrically heated rotary furnace, and the U.S. Army’s Bulk Energetics Disposal System (BEDS), where slurried energetics are fed to a rotary kiln incinerator. These are described below. Conventional rotary kiln incinerator technology has been adapted for small arms destruction and provides continuous processing. Centered on a hollow, tubular chamber, internal spiral rifling acts as a screw conveyor: the munitions are loaded at one end, transferred by the screw as the chamber rotates, and extracted at the other end. Munitions travel through the chamber in a heated environment, heat being supplied to the outside of the chamber (e.g., Decineration process) or to the inside of the chamber from a combustion flame (e.g., APE 1236). Overall treatment time for munitions is controlled by the rotation rate of the chamber. The tubular chamber may be segmented to match different temperature regimes or heating rates, or to allow some sections to be reinforced to withstand detonations when destroying explosive materials (e.g., APE 1236). Product gases are directed into a downstream pollution abatement system. Other thermal treatment technologies such as car bottom and flashing furnaces are described in the “Thermal Decontamination of Munitions Scrap” section of this chapter.
APE 1236M2
The APE 1236M2 is used to process small arms, primers, fuzes, and other small items. It can also be used as a flashing furnace for small projectiles after the energetics have been washed out. It is a fixed (nonmobile) 20-ft. long, 3-ft. diameter horizontal retort with a spiral internal element (baffle) that acts as a screw conveyor, moving materials through the unit from the feed end to the discharge end, where the oil- or gas-fired burner is located as the retort slowly rotates. The internal spiral flights are 10 in. high and are spaced about 30 in. apart. The side walls are 2.25 in. thick overall except in the center of the retort, where the side wall is 3.25 in. thick. It can process a single piece that is up to 5 in. in diameter and 18 in. long. The temperature at the discharge (burner) end of the APE 1236 is about 1,200°F and about 600°F-900°F in the middle sections.
The PAS for the APE 1236 includes a cyclone to remove dust, an APE 1405 afterburner to further heat combustion gases and destroy remaining organics, an APE 1404 high-temperature ceramic baghouse, an induced draft (ID) fan, and gas sampling equipment. A picture of the APE 1236 and its PAS is shown in Figure 4.5.
Throughput Capacity
The feed rate for the APE 1236 will vary; the range is usually 600-800 grains (0.086-0.114 lb NEW) per item at a typical rate of one item per second. For a processing rate of 800 grains/second, the throughput is 410 lb/hr NEW, although more generally, a processing rate of 240 lb/hr NEW is used (Sullivan, 2015).
Environmental Impacts
APE 1236M2 rotary kiln incinerators are permitted as Maximum Achievable Control Technology (MACT) units under the CAA and as incinerators under the RCRA. The PAS is not designed for dioxin or furan control. An upgrade to the PAS to replace the ceramic baghouse with a combination of an evaporative cooler and a fabric filter baghouse is under consideration to reduce dioxin and furan emissions that would be associated with some energetics, expanding its treatment capabilities.44
___________________
44 Ibid.

Personnel Safety
Safety information that pertains to technology-specific equipment and lower-level safety incidents was requested but not provided to the committee.
Cost
In a study of potential productivity improvements in the operation of the APE 1236M2 incinerator, it was noted that there are “limited tools for measuring actual demilitarization costs”;45 thus, cost information was not available to the committee.
Explosive Waste Incinerator (EWI)
The EWI, designed by El Dorado Engineering, is an updated version of the APE 1236. It processes SAA, fuzes, projectiles up to 30 mm, grenades, bulk explosives, and propellants. It can also be used as a flashing furnace to thermally decontaminate metal parts. Munitions and configured items are fed into the EWI on an 8-in. wide pan conveyor. Bulk materials are placed in a combustible container that can carry material containing up to 5 lb NEW per load. Larger munitions can be handled after a size reduction preprocessing step—for example, use of a band saw, shear, or water jet cutter.
Throughput Capacity
The EWI can process a wide variety of intact SAA at a rate of up to 25,000 rounds per hour (approximately 1,500 lb/hr). Fuzes can also be processed at rates ranging from 400 to 2,000 items per hour. The EWI can process bulk explosives at a rate of up to 330 NEW lb/hr (150kg/hr), including Comp B, Comp A3, TNT, M1, M6, and M9 propellants. It can also flash materials at a rate of approximately 2,000 lb/hr.
___________________
45 Ibid.
Environmental Impacts
The EWI PAS is designed to meet regulatory requirements. It may include a cyclone to separate particulates, an afterburner, a fabric-filtration baghouse, a gas cooling system, an ID fan, and continuous gas emissions sampling equipment. Metals (typically including steel, brass, and lead) are discharged from the rotary kiln incinerator and are separated (with optional automated equipment) for recovery and recycling.
Personnel Safety
The EWI rotary kiln incinerator provides primary containment of blast and fragments. Internal flights also provide containment and charge separation so that detonations in one section cannot propagate to adjacent sections. The rotary kiln incinerator is situated in an enclosure designed and verified by testing to contain blast and protect operators in the feed room from negative consequences (including hearing loss) from the maximum credible event inside the rotary kiln incinerator. Control interlocks are also used to notify the operator and take corrective actions in the case of a failure of the system.
Cost
The EWI vendor states that the cost of an EWI system with advanced pollution controls ranges from $3 million to $6 million, depending on the site location and options selected.46 Other cost information was not made available to the committee.
Rotary Kiln Incinerator (RKI)
The General Dynamics RKI is also physically similar to the APE 1236. The RKI is 46 ft. long versus the 20 ft. length of the APE 1236. It can process HE munitions up to 40 mm in size and some non-HE munitions up to 60 mm—for example, grenades, fuzes, cartridge- and propellant-activated devices, propellants, and bulk explosives. As with the APE 1236, the burner is at the discharge end of the RKI and uses natural gas. The PAS includes a secondary combustion unit (afterburner), a spray dryer, a baghouse, and filters.
Throughput Capacity
The RKI throughput varies with the munition processed and is up to 600 lb/hr (NEW) and up to 3,100 lb/hr (total weight)—somewhat greater than the APE 1236. As with the other RKIs, larger size or higher NEW munitions need to be disassembled or otherwise downsized (e.g., by a band saw or a waterjet) prior to feed.
Environmental Impacts
The air pollution control system (APCS) for the RKI contains an afterburner, a spray dryer, and a baghouse. The system uses waste feed cutoffs to shut down the material feed system in the event that an emission limit is approached. This control system does not allow material to be fed into the RKI until emissions are below predetermined operating levels.
Personnel Safety
The RKI uses automated equipment to process munitions once they are in a state where they could be a hazard to operating personnel. The automated equipment includes size reducing munitions and submunitions into components that can be thermally treated in the RKI.
Cost
Cost information was not made available to the committee.
Decineration
The Decineration process, developed by U.S. Demil LLC, uses a horizontally mounted rotary kiln (Harper International rotary kiln) to demilitarize small arms ammunition and munitions such as mines, canisters, and fuzes. It differs from the APE 1236 and other kiln-based incineration technologies in that there is not a burner at the discharge end; instead, heat is applied externally to the kiln to decompose long molecular chain energetics such as nitrocellulose and nitramines into shorter chain light hydrocarbons by fracturing carbon-carbon, carbon-nitrogen, and other bonds. The decomposition takes place at temperatures of 450°-750°F without contact between the material being processed and the external heating source. Following treatment in the Harper kiln, particulates are removed in a PAS that includes a multistage wet scrubber, an induced draft fan, and an electrically initiated catalytic convertor (oxidizer). From a regulatory standpoint, Decineration is considered to be a nonincineration, thermal process in that it does not destroy the energetics in the rotary furnace but decomposes them to organic vapors, allowing separation of the energetics from the metal components of the munitions.
U.S. Demil states that an existing unit has a NEW of 7.03 lb TNT-equivalent and that a thicker wall unit can have an NEW of 45 lb TNT-equivalent.47 This process has been used to demilitarize 22 DODICs, including one in the stockpile that has been open detonated: the N285 fuze.48 The other 21 DODICs that have been processed include a variety of
___________________
46 El Dorado Engineering, response to committee request, May 2018.
47 Letter from David Kautz, president, U.S. Demil, LLC, to James Myska, NAS program officer, no date.
48 “DecinerationTM—A Comparative Economic Study: Report of Findings,” prepared by U.S. Demil, LLC, July 3, 2014.
fuzes, 20 mm and 40 mm cartridges, primers, blasting caps, and other small munitions.
Throughput Capacity
As with other contained burn chambers, processing rates will vary with the munition being treated. U.S. Demil states that a pilot scale demonstration of the Decineration process at the Tooele Army Depot had a production rate of 500 lb/hr NEW but that this production rate was capped by the state of Utah’s permitting conditions.49 A total of 21.8 tons of material was processed.
Environmental Impacts
As noted above, Decineration is considered to be a nonincineration process. The state of Indiana considers it to be a materials-recovery process since metal components are separated from energetics, which are volatilized, and can be reclaimed as scrap metal.50 The process operates pursuant to an Indiana Department of Environmental Management (IDEM) letter of determination that no RCRA TSDF permit is required because the process would be considered materials recovery under the Military Munitions Rule (MMR; 40 CFR 266.202(a)(2)).51 It is permitted in the state of Utah, which is not an MMR signatory state (see Appendix C), as a Subpart X miscellaneous treatment unit. Although it does not produce solid or liquid wastes, the “emissions/APCE” (air pollution control equipment) was cited by EPA as an environmental concern in a preliminary compilation of possible alternative technologies for destroying M6 propellant at Camp Minden, Louisiana.52
Personnel Safety
U.S. Demil states that in the pilot scale demonstration of the Decineration process at the Tooele Army Depot there were no high-order or safety stand down events.53 Other safety information is not available.
Cost
As an example of net operating costs, U.S. Demil states that for pilot scale testing at the Tooele Army Depot, where 21.8 tons of materials were processed by the Decineration process, operation costs were $1,083/ton, waste disposal costs were another $7/ton, and the value of recovered materials (scrap metal) were $1,027/ton. Thus, a net cost of $63/ton was reported for this application.54 These figures may not be representative of operating costs for other applications.
Bulk Energetics Disposal System (BEDS)
BEDS is a CB technology developed to destroy bulk energetics such as propellant. It is described by the Army as a “process of disposing bulk propellants and explosives via water slurry feed into a refractory-lined rotary kiln incinerator with an afterburner. The slurry feed system reduces the size of propellant pieces and prepares a water-based slurry for feeding to the rotary kiln incinerator. The propellant is prepared using a wet grinder, a slurry mix tank, a spray-water tank, and a slurry feed tank. The rotary kiln incinerator is equipped with two burners to consume all combustibles. The system includes a PAS consisting of an evaporative cooler, a hydrated lime hopper/injector, a baghouse, an induced draft fan, a continuous emissions monitoring system, and an exhaust stack.”55
The BEDS is intended to demilitarize single-, double-, and triple-based bulk propellants in the form of fine powders, grains, extrusions, sticks, rolls, and other shapes. Other propellants currently loaded in munitions may, in the future, be treated following removal of the propellants from the munitions. BEDS is omnivorous, with 43 energetics identified as potential feedstock.56 Propellant is fed as a 25-percent-weight propellant and 75-percent-weight water at a slurry feed rate of 2,200 lb/hr or 550 lb (0.275 tons) of propellant per hour.
Throughput Capacity
The BEDS capacity is limited by permit conditions; in the state of Nevada, where a BEDS unit was installed and permitted, but is not currently in use, the total quantity of NEW in waste munitions to be treated in BEDS was limited to 858 tons per calendar year, although this was subject to change upon completion of a Cumulative Human Health and Ecological Risk Assessment (HHERA).57 Processing 858 tons per year is equivalent to a processing rate of 550 lb (0.275 tons) of propellant per hour for 12 hours per day and for 260 days per year.
___________________
49 Communication from David Kautz, U.S. Demil, to the committee, March 29, 2018.
50 Letter from Indiana Department of Environmental Management dated June 14, 2016.
52 See https://www.epa.gov/sites/production/files/2015-03/documents/9545941.pdf.
53 Communication from David Kautz, U.S. Demil, to the committee, March 29, 2018.
54 “DecinerationTM—A Comparative Economic Study: Report of Findings, Tooele Army Depot (TEAD) Test Location,” U.S. Demil, LLC, July 3, 2014, p. 48.
55 Hawthorne Army Depot Hazardous Waste Management RCRA Permit NEV HW0023, Section 7c: BEDS Incinerator Conditions, September 2013.
56 Table W-1 in Waste Feed Characterization for BEDS (40CFR 270.14(b) (2)&(3) and 270.62(b)(2)(i)).
57 Nevada Division of Environmental Protection, RCRA Permit NEVHW0023, September 2013, Section 7C, pp. 1-2.
Environmental Impacts
Wastes produced by BEDS include incinerator ash, calcium salts, and unreacted lime. The RCRA permit for BEDS states that the maximum particulate matter allowed is 180 mg per dry standard cubic meter and the maximum CO in the stack exhaust gas should not exceed 100 ppm over a 1 hour rolling average.
Personnel Safety
Information about personnel safety was not available due to insufficient operating experience with BEDS.
Cost
Information about the costs of installing and operating BEDS was not available due to insufficient operating experience.
NONINCINERATION ENERGETICS DESTRUCTION TECHNOLOGIES
Energetic materials can be destroyed using any of several nonincineration processes other than the CB and CD technologies described above. Those used include industrial supercritical water oxidation (iSCWO), for oxidizing and mineralizing munitions energetics and bulk explosives; stationary base hydrolysis oxidation, where energetics are mixed with a strong base and heated; and sulfur reduction chemistry to convert energetics to nonhazardous end products.
Other technologies exist but are not as well developed for munitions applications and were not reviewed by the committee. These include molten metal pyrolysis, alkaline hydrolysis oxidation, molten salt oxidation, wet air oxidation, biodegradation, and plasma arc incineration.
Industrial Supercritical Water Oxidation (iSCWO)
Supercritical water oxidation is a process that mineralizes organic materials such as propellants by reacting them with an oxidant such as atmospheric oxygen in water that is above its critical temperature of 705°F (374°C) and critical pressure (218 atmospheres or 3,206 psia). Above these values, water is in a supercritical state where it does not separate into gaseous and liquid phases. In a supercritical state, water becomes a solvent for organic energetics such as propellant. Dissolving energetic materials in supercritical water results in the rapid oxidation of the energetic material. The iSCWO technology operates at 1,202°F (650°C) and 3,400 psia.
iSCWO reactions to treat energetics would take place in a tubular, vertically oriented reactor pressure vessel constructed of appropriate materials, such as Hastelloy. A Hastelloy sleeve would be placed inside the pressure vessel and a sacrificial (replaceable) titanium liner would be placed inside the sleeve to prevent corrosion of the sleeve and the pressure vessel. Reactor liners for iSCWO units currently in use for other applications are 10 ft. high and have an inner diameter of 7.625 in. Feed material, such as slurried propellant, would be introduced at the top of the reactor vessel and move downward to exit at the bottom. The oxidation reactions are exothermic and the temperature of the reactor effluent is around 1,112°F (600°C). Quench water cools the effluent to below its critical temperature. Reaction products include water, CO2, and salts.
The iSCWO technology can be used to treat any organic material that can be processed as a water slurry. Although the feed to an iSCWO reactor would be a mix of water and propellant or propellant wastes, there would be a need to reduce the propellant grain size beforehand to increase the surface area exposed for reactions. Thus, some preparation of the slurried propellant material—for example, grinding—would be needed prior to feeding it to the iSCWO reactor. The slurry mix would be 10 percent propellant and 90 percent water.
Throughput Capacity
The throughput capacity of an iSCWO reactor would vary with the reactor size and feed. iSCWO reactors developed for use at the Blue Grass Chemical Agent Destruction Pilot Plant (BGCAPP) in Kentucky will have a throughput of 3 gpm, and a larger capacity unit developed for processing propellant at the Blue Grass Army Depot had a capacity of 10 gpm. The destruction range for propellants varies from 130 to 240 lb/hr, depending on the propellant composition.
The footprint for an iSCWO unit as currently configured for other applications is roughly 25 ft. long, 8 ft. wide, and 15 ft. high, and a typical system includes pumps, the iSCWO reactor, a gas/liquid separator, gas and liquid effluent monitoring equipment, and process controls. The structure containing the three iSCWO units at the BGCAPP in Kentucky are much larger, however.
In its supercritical state, water is not a good medium for dissolving salts; thus, salts present in the feed stream or that form in the reactor may precipitate out of solution, resulting in accumulation on reactor walls and plugging at the reactor outlet. Salts can be managed by adding other materials to the reactor feed that allow salts to remain liquid and flow down the reactor walls to a quench zone at the bottom of the reactor. The extent to which propellant-based salts will accumulate in an iSCWO reactor and the need for using feed additives can be determined by running computer models followed by running tests. Depending on the waste feed, the titanium liner and the thermowells that contain thermocouples to monitor internal operating conditions may need to be periodically replaced, incurring downtime and costs; liner replacement is estimated to take about 4 hours and thermowell replacement about 3 hours.
For processing chemical agent hydrolysate, it was recommended that thermowells be replaced every 100 hours and the
titanium liners replaced every 300-400 hours.58 Replacement frequencies when processing slurried propellant, however, may be lower. When processing chemical agent hydrolysate, excess oxygen and a fuel (isopropyl alcohol) will be added. This should not be necessary when processing higher BTU content slurried organic wastes such as propellants.
Environmental Impacts
Emissions resulting from iSCWO processing will depend on the composition of the propellants and other organic energetics treated. Gases released to the environment are O2, CO2, N2, and water vapor. Liquid and solid effluents include salts, water, and possible metallic oxides, depending on the feed. Any metals in the waste feed will be oxidized and can either be discharged or filtered as necessary. Halogens in the waste feed will be converted to salt and discharged as a liquid effluent. A 10 gpm unit processing a slurry consisting of 10 percent propellant and 90 percent water will consume 9 gallons of water per minute; a consideration if considered for use in an area with limited water resources. A SCWO system has been designed that will use reverse osmosis to remove salts from the water and recycle the water for use in the SCWO system. This system is undergoing systemization at the BGCAPP in Kentucky.
Personnel Safety
Although operating personnel are not exposed to the supercritical fluids in the iSCWO reactors, safety concerns have been identified in a previous study of iSCWO operations.59 For example, personnel may be performing maintenance activities on an iSCWO unit while an adjacent unit is operating, potentially exposing them to “the unexpected release of steam due to failure of an operating unit.”60 Overall, iSCWO is expected to have the same potential industrial hazards to workers that are present with operating other high temperature and pressure systems, for example, a boiler. This issue is usually dealt with by enclosing the system in a metallic shield and separating the multiple units.
Cost
Costs per unit of material treated will depend on numerous site-specific factors including the quantity of material to be processed, the chemical and physical composition of the materials (affecting treatment requirements), RCRA and other regulatory treatment requirements, fixed costs in setting up and then removing the treatment units, operating costs, closure, and, if owned by the Army, acquisition costs. However, the cost of the unit and maintenance, especially considering the need for periodic replacement of titanium liners, is expected to be high.
Stationary Base Hydrolysis Oxidation
In this process, energetic wastes such as explosives (e.g., TNT, RDX, HMX) are mixed with a strong aqueous basic solution (e.g., NaOH) and heated to 90°C-150°C, resulting in alkaline hydrolysis of the explosives and decomposition of the wastes. The process has been demonstrated with batch feed of up to 122 lb of material every 30 minutes. There are some safety concerns. Hydrolysis of TNT, for example, would probably produce phenolics, the simplest of which, phenol, is corrosive to the skin and is a systemic toxin. The reaction is highly exothermic with foaming and rapid reactions taking place.
In a variant of this process, energetics are first dissolved in dimethylsulfoxide (DMSO). The dissolved explosives are then added to the basic aqueous solution (NaOH) at 60°C-90°C to form a reaction mixture where the reaction is between the dissolved explosive and the base and where the explosive is hydrolyzed. An aqueous acid solution is then added to the basic explosive-containing solution to neutralize it. Because the explosives are fully dissolved in DMSO prior to hydrolysis, there is greater control over the reaction rate, resulting in a more efficient reaction and less foaming. Reaction products are filtered to remove solids, liquids are evaporated to isolate salts that remain after the liquids evaporate, and gases are scrubbed and released to the atmosphere. While the process has been patented, it has not been demonstrated under operational conditions.
Stationary base hydrolysis oxidation equipment has been used at the Tooele Army Depot in Utah, where, between FY2005 and FY2011, it demilitarized 1,715 tons of small aluminum body cartridge actuated devices (CADs) and propellant actuated devices (PADs) by dissolving the aluminum bodies and energetic materials in a NaOH bath. The NaOH solution containing aluminum and energetic material was shipped to a hazardous waste contractor for treatment and disposal. The system is currently inactive because the inventory of CADs and PADs has been depleted, but it is available for future use if needed. The operating costs were $5,849,239, and the average cost was $3,411 per ton.61 Information about environmental impacts and personnel safety aspects of this technology was not available.
MuniRem
The MuniRem technology utilizes sulfur reduction chemistry to reduce and degrade energetics to nonhazardous end products. MuniRem formulations are tailored to each application to ensure desired results. The MuniRem technology
___________________
60 Ibid.
61 “Stationary Base Hydrolysis Oxidation Costs.” Spreadsheet provided by PD Demil to the committee, April 2018.
has been demonstrated to decontaminate energetics-contaminated equipment, pipes, soils, and metal surfaces, and to dissolve and neutralize explosive residues and propellants.
Decontamination applications involve spraying the MuniRem solution on building walls, large equipment, and scrap metals (including bomb casings, bomb fragments, and breached projectiles), or soaking small-size equipment and scrap metals in MuniRem baths. The decontamination occurs when the contaminated surface is soaked in high-strength MuniRem solution (>15 percent) and allowed to react for 2-4 hours.
The MuniRem technology has been demonstrated and validated on several field scale projects. To date, it has been implemented as a component of several demilitarization efforts, including the on-site breaching and neutralization of recovered underwater munitions.62
Throughput Capacity
The MuniRem reduction chemistry process is slow. The vendor indicates that results are generally achieved in “hours to days” after application. The Army reports that throughput was 10 lb/hr for neutralizing ammonium picrate in a 100-gallon neutralization tank. A larger neutralization tank with a heat exchanger should be able to increase throughput rate, but this has not been demonstrated.
Environmental Impacts
The MuniRem process can be conducted indoors with little danger to the user or community.
Personnel Safety
Personnel require PPE to ensure no contact with the reactive chemicals when spraying the MuniRem solution or treating scrap metals in the MuniRem baths.
Cost
Although the MuniRem technology vendor states that MuniRem costs are “typically 30-50 percent less than traditional methods,”63 cost data for specific applications of the MuniRem technology were not provided to the committee.
THERMAL DECONTAMINATION OF MUNITIONS SCRAP
During normal operations of Army ammunition plants and depots, considerable waste is generated that is contaminated, or is suspected of being contaminated, with propellants or explosives. According to DoD Instruction 4140.62, “Material Potentially Presenting an Explosive Hazard (MPPEH),” ordnance components that have been in contact with high explosives must be certified to be free from all explosive hazards. The certification process requires either two 100 percent visual inspections of every piece of scrap or appropriate treatment of the scrap. Appropriate treatments include chemical neutralization and thermal treatment. Following energetics destruction, various methods are available to clean contaminated metal and other surfaces to allow previously contaminated materials to be available for recovery, reuse, or release.
Flashing Furnace/Contaminated Waste Processor
Flashing furnaces (Figure 4.6) were originally designed to treat munition bodies contaminated with trace levels of energetics and were subsequently modified to thermally treat other materials (wood, clothing) contaminated with energetics.
In response to the Army’s search for an environmentally acceptable method of disposal of these materials, the Ammunition Engineering Directorate (AED), Tooele Army Depot (TEAD), Tooele, Utah, proposed that a modification to the Army’s standard APE 2048 flashing furnace would provide a system that could meet air quality requirements. The system concept was developed and named the Contaminated Waste Processor (CWP) and installed at TEAD in the early 1980s. Although the CWPs are no longer in service due to high operating costs, the APE 2048 flashing furnaces remain in service.
An APE 2048 Metal Parts Flashing Furnace was put into production in February 2007 at the Blue Grass Army Depot (BGAD), Kentucky. The system consisted of a 2-million BTU APE 2048 primary flashing furnace and a car-bottom secondary flashing furnace, both fueled with natural gas, and fitted with an enhanced PAS consisting of a baghouse, cyclone, gas coolers, and an 8 MMBTU natural gas fired afterburner. The car bottom furnace is currently idle, having been disconnected from the main unit by a blind flange.
El Dorado Engineering (EDE), West Jordan, Utah, has also developed flashing furnace technology to decontaminate explosive contaminated materials so that they can be sent for recycling. The EDE furnace is fully transportable but can also be installed in a fixed location. The trailer-mounted Transportable Flashing Furnace (TFF) is 5 ft. high, 7 ft. wide, and 17 ft. long. It can process loads of up to 10,000 lb with typical throughput rates of 5,000 lb of material in a single batch. Cycle times are 45-90 minutes, depending on the load size. A strongbox is used to thermally treat live items such as small arms ammunition and fuze components.
EDE has demonstrated the performance of the EDE TFF at several Army depots and Air Force bases (treating small munitions and rocket and missile bodies for recycling), range cleanups (live fuze components and range scrap), and
___________________
63 MuniRem Environmental: MuniRem® Technology Case Studies,” p. 19, no date.

remediation operations at an ammunition plant (energetics contaminated equipment). At the Hill Air Force Base application, EDE established a batch limit of 25 lb NEW per load (no mass detonating materials) and loading rates and configurations for energetics and metals.
Throughput Capacity
Flashing furnaces are a proven technology to treat small amounts of energetic residue on metal munitions casings. The APE 2048 is designed to treat 8,000 lb metal per hour with a 2-million BTU/hr heat input. The BGAD Title V permit limit is 12,300 tons per year and 11,800 lb/hr maximum or 2,085 hours per year. The EDE TFF can process loads of up to 10,000 lb with typical throughput rates of 5,000 lb/hr.
Environmental Impacts
The environmental impacts from flashing furnaces, especially when equipped with air pollution abatement equipment, are low. For example, the APE 2048 at BGAD, which uses natural gas and has a PAS that uses a cyclone and a baghouse, reported particulate matter (PM) test results of 0.006 lb/hr, well below the allowable PM emission limit of 2.34 lb/hr.
Personnel Safety
Materials are typically loaded via a forklift. Operators then leave the area, and all other operations are performed remotely from a control room. The major personnel safety concern appears to be the risk of contact with hot treated metal during the removal and cool down processes. Flashing furnaces are a well-controlled and monitored process, with these systems designed to maintain a prescribed set point temperature for a prescribed time period to ensure that no energetic materials or residuals can remain. Upon completion of processing, materials are safe for general release and recycling with no reactive hazards present.
Cost
Cost information was not made available to the committee.
EMERGING TECHNOLOGIES
The technologies described up to now have all been demonstrated to completely or partially demilitarize conventional munitions. In this section, the status of several other technologies are summarized with respect to recent advances in their research and development. Several of these, described below, may have applicability to conventional munitions demilitarization in the future but are still in an earlier stage of development than the technologies described above.
Size Reduction
Liquid Jet Cutting (with or without abrasives)
Liquid jet cutting is a technology that has been reviewed previously and demonstrated at production scales (Poulin, 2010; Wilkerson, 2006). A number of technology development efforts are under way. Aside from water as a working fluid, ammonia and CO2 have also been reported. Engelmeier et al. (2018) demonstrated improved jet cutting with CO2 when the work piece and jet were maintained above atmospheric pressure, producing a liquid- or mixed liquid/vapor-CO2 jet. Another benefit cited is that both work piece and cuttings are left dry at the end of processing. CO2 has already been established (e.g., supercritical dissolution, discussed below, and dry ice abrasion) as compatible with the processing of munitions and as a strategy for minimizing or eliminating aqueous waste streams. Atmospheric release of the spent CO2 gas would likely face scrutiny and require use of offsetting or recovered sources of CO2. Other advances in jet cutting include the development of models to optimize work piece surface quality relative to the cutting rate and jet nozzle erosion rate. Implementation of such models could be used to accelerate or otherwise continuously and safely improve the munition processing rate, particularly after incorporating munition-specific processing history. To date, none of these advances has been demonstrated in a demilitarization context.
Jet cutting uses high-pressure, high-velocity liquid jets to separate whole munitions either by size or by component parts for further processing. In the jet cutting process, a focused liquid jet abrades the munition surface, with the depth and quality of the abrasion and other process qualities determined by the jet traverse speed. The working fluid may or may not contain suspended solid abrasive particles for added effect. Both the munition and the liquid jet working upon it may be submerged in liquid to reduce aerosoliza-tion and loss of the working fluid and to provide additional capacity for maintaining the temperature of the munition during the process.
Supercritical Fluid
Supercritical fluid extraction has been reviewed previously in the context of demilitarization (Poulin, 2010, p. 39). Supercritical fluids possess chemical and physical properties that are often advantageous for industrial and chemical processes. Explosive extraction from munitions using supercritical CO2 (exceeding 31°C and 7.3 MPa) has been tested for reasons previously established (it is nontoxic, nonflammable, and less of a concern from an environmental perspective); however, results have shown low solubility of explosives in supercritical CO2, diminishing the effectiveness of the approach. A recent advance has been to pair sonication (acoustic energy propagation at ultrasonic frequencies) with supercritical CO2 explosive extraction, resulting in more rapid extraction of explosives from munitions than has previously been demonstrated.
Other Destruction Technologies
Photocatalytic
Liu et al. (2006) reported the accelerated degradation of RDX in wastewater by simulated solar spectrum radiation in the presence of catalyzed by TiO2-impregnated activated carbon fibers. The measured degradation rates followed first-order kinetic behavior equaling or exceeding rates associated with the Fenton reaction.64 Although repeated use of the catalyst suggested its gradual inactivation, tests showed it could be regenerated in a dilute hydrochloric acid solution. If reaction rates and throughput are both sufficiently high, photocatalytic treatment could be considered a more environmentally friendly treatment strategy than chemical or thermal treatments.
Ultrasonic
Sonication and sonochemistry use acoustic energy propagation through typically liquids and solids at ultrasonic frequencies for material and chemical processing. Studies of RDX degradation have shown that RDX in aqueous solution with sodium hydroxide or with suspended aluminum powders shows more rapid degradation as a result of sonication (Qadir et al., 2003). Sonication was also found to enhance the anaerobic biodegradation of RDX in aqueous solution at frequencies and intensities not resulting in loss of the microorganisms in the solution (Ince et al, 2018). If throughput were sufficiently high, such approaches could be viewed as more environmentally friendly than open burning of RDX.
___________________
64 The Fenton reaction uses iron and hydrogen peroxide, combined in a Fenton’s reagent, to oxidize organic materials (Barbusinski, 2009).
Bio-degradation
Aerobic and anaerobic degradation of explosives is a topic of current interest and research, with several groups reporting degradation efficiencies of explosive materials in aqueous solution using bioreactors.
Other Emerging Technologies
In addition to the technologies summarized above, the committee investigated several others with respect to their current research and development status. The committee was unable to find recent significant advances that could contribute significantly in the near future to the Army’s conventional munitions demilitarization efforts. These technologies are:
- Size reduction
- Pulsed or cavitating jets
- Ultrasonic
- Washout, meltout, or ablation of explosives
- Cryogenic
- Liquid nitrogen
- Liquid CO2
- Ammonia solvation
- Solvent and acid extraction
- Ultrasonic
- Solid CO2 particles
- Microwave heating
- Electrical induction heating
- Destruction
- Molten metal pyrolysis
- Oxidation
- Alkaline hydrolysis
- Molten salt
- Mediated electrochemical
- Wet air oxidation
- Direct chemical
- Adams sulfur
Finding 4-1. Contained burn chambers with associated pollution abatement systems designed to treat propellants and other energetics are available commercially and can be designed to meet the needs of PD Demil stockpile demilitarization as a substitute for open burning.
Finding 4-2. Contained detonation chambers that can demilitarize some conventional munitions and munition components exist; however, limited explosion containment capabilities and the need to prepare or preprocess munitions can limit the applicability of these chambers.
Finding 4-3. For some munitions, combinations of processing steps will be required to prepare munitions for treatment in a CB or CD chamber. Although this increases complexity and handling risks, if not conducted remotely using automated equipment, these steps enable the munitions to be demilitarized without using OB or OD.
Finding 4-4. Several of the emerging technologies are in early stages of research and development and have not been demonstrated under full-scale operating conditions. None of those examined by the committee are expected to make a significant contribution to demilitarizing munitions in the near future.
REFERENCES
Barbusinski, K. 2009. Fenton reaction – Controversy concerning the chemistry. Ecological Chemistry and Engineering. S 16(3): 347-358. http://tchie.uni.opole.pl/freeECE/S_16_3/Barbusinski_16(3).pdf.
DDESB (Department of Defense Explosives Safety Board). 2008. Explosives Safety/Protective Design Review of Transportable Controlled Detonation Chamber- Models T-25, T-30, and T-60. Alexandria, VA.
Englemeier, L., S. Pollak, and E.Weidner. 2018. Investigation of superheated liquid carbon dioxide jets for cutting applications. The Journal of Supercritical Fluids 132: 33-41.
Ince, E., G.O. Engin, M. Ince, and M. Bayramoğlu. 2018. Preliminary investigation on the optimum ultrasound frequency for the degradation of TNT, RDX, and HMX. Global Nest Journal 19(4): 733-738.
Liu, Z., Y. He, F. Li, and Y. Liu. 2006. Photocatalytic Treatment of RDX wastewater with Nano-Sized Titanium Dioxide. Environmental Science and Pollution Research 13(5): 328-332.
NRC (National Research Council). 2006. Review of International Technologies for Destruction of Recovered Chemical Warfare Materiel. Washington, D.C.: The National Academies Press.
NRC. 2009. Assessment of Explosive Destruction Technologies for Specific Munitions at the Blue Grass and Pueblo Chemical Agent Destruction Pilot Plants. Washington, D.C.: The National Academies Press.
NRC. 2013. Assessment of Supercritical Water Oxidation System Testing for the Blue Grass Chemical Agent Destruction Pilot Plant. Washington, D.C.: The National Academies Press.
NRC. 2015. Review Criteria for Successful Treatment of Hydrolysate at the Blue Grass Chemical Agent Destruction Pilot Plant. Washington, D.C.: The National Academies Press.
Nzengung, V.A. and B. Redmond. 2016. On-site neutralization of civil war munitions recovered from an underwater environment. Marine Technology Society Journal 50(16): 15-21.
Poulin, I., 2010. Literature review on demilitarization of munitions. Defence R&D Canada Technical Memorandum TM 2010-213. http://www.dtic.mil/cgi-bin/GetTRDoc?AD=ADA587546.
Qadir, L.R., E.J. Osburn-Atkinson, K.E. Swider-Lyons, V.M. Cepak, and D.R. Rolison. 2003. Sonochemical induced decomposition of energetic materials in aqueous media. Chemosphere 50(8): 1107-1114.
Sullivan, F. 2015. A Productivity Improvement Study of the APE-1236M2 Rotary Kiln Incinerator. Parsippany, N.J.: 2015 Global Demilitarization Symposium. https://ndiastorage.blob.core.usgovcloudapi.net/ndia/2015/demil/Sullivan.pdf.
Wilkerson, J. 2006. Review of Demilitarisation and Disposal Techniques for Munitions and Related Materials. NATO Munitions Safety Information Analysis Center, Brussels, Belgium.
Worsey, P.N., and D.A. Summers. 1984. High Impact Velocity Testing of PBX Explosive. A Progress Report on Contract N00164-83-C-0110. Crane, Ind.: Naval Weapons Support Center.



























