
4
Process and Machine Design
The third session of the workshop focused on modeling aspects of process and machine design in additive manufacturing (AM). Tahany El-Wardany (United Technologies Research Center), Ade Makinde (General Electric [GE] Global Research Center), Johannes Henrich Schleifenbaum (Fraunhofer Institute for Laser Technology), Shoufeng Yang (KU Leuven), Jian Cao (Northwestern University), Ranadip Acharya (United Technologies Research Center), Mustafa Megahed (ESI Group), and Michael Schmidt (Friedrich-Alexander Universität Erlangen-Nürnberg) each discussed research, challenges, and future directions relating to the following questions:
- How can processing and post-processing be changed to drive part and manufacturing performance to a predetermined goal (e.g., target state and production rate)?
- How can modified machine instructions bring about the desired process changes?
- What new methods or techniques need to be developed to run the AM process so that control signals can be included?
- How can part–process planning be optimized?
- What new methods or techniques for hybrid or autonomous machines need to be developed to enable real-time monitoring and control?
MODELING PHASES OF PROCESS AND MACHINE DESIGN
Tahany El-Wardany, United Technologies Research Center
El-Wardany began her presentation with an overview of the United Technologies Research Center and its work in aerospace, machine design, and (most recently) AM. The company is currently focused on researching and optimizing AM processes and exploring different modeling techniques.
El-Wardany discussed AM part processing, modeling and validation of AM processes, current AM machines, and requirements for AM machine design and capabilities. She noted that there are limitations and gaps for existing machine design; challenges in controlling machine performance, reproducibility, and repeatability; needs for closed-loop monitoring and the ability to output controller data; needs for multifidelity modeling of processes to influence selection of monitoring strategy and signature; and needs for full part modeling and optimization of scan strategy.
When making an AM part, she explained, there are three distinct phases: pre-processing, process selection, and post-processing. During pre-processing, the part concept is translated into a computer-aided design model. This model is then used to improve and, hopefully, to optimize the AM processes. Pre-processing also involves the preparation of parameters such as support generation, orientation, build layout, nesting, and scan strategy. After these parameters are defined, it is time to move to the process selection phase, which includes processing, monitoring, and control. After this phase, there should be enough information for post-processing practices such as unpacking, part cleaning, stress relief, part removal, support removal, heat treatment and hipping, surface finishing, and part inspection.
It is important to discuss the limitations and gaps within these three phases, El-Wardany explained. New models are needed to advance the design of an AM part, specifically for generative design, cost projection, parametric modeling, and multiphysics optimization. She also mentioned the increased availability of pre-processing software for parameter selection, scan strategy, and build-file generation (e.g., Magics Build Processor and Machine). With current modeling and validation of AM processes, the objectives are to (1) develop integrated physics-based simulation tools of AM processes to predict part-level distortion, defects, and microstructure as well as to establish correlation to performance (i.e., fatigue); and (2) use the developed tools to reduce AM process development time and cost. These processes include powder-bed fusion, powder-directed energy deposition, and wire arc AM. El-Wardany discussed important considerations for validating high-fidelity physics-based models used to predict
properties and part life, such as heat source, melt-pool dynamics, thermal history, bulk distortion, and microstructure evolution. Power and speed are the main variables that can help map processes. There is still a need for more modeling activity to optimize heat treatment and predict part life. El-Wardany presented a chart on available AM processes and equipment (shown in Table 4.1), provided a few examples of current machines,1 and noted that new machines and applications are progressing every year. She also discussed the following limitations for these processes:
- Fused deposition modeling: Weak mechanical properties, limited materials (only thermoplastics), and inconsistent surface finish.
- Powder-bed fusion (selective laser sintering, selective laser melting, and electron beam melting): Slow printing and high cost.
- Inkjet printing and contour crafting: Difficulty maintaining workability, coarse resolution, lack of adhesion between layers, and inconsistent surface finish.
- Stereolithography: Very limited materials, slow printing, and high cost.
- Directed energy deposition: Poor accuracy, low surface quality, need for a dense support structure, and limitation in printing complex shapes with fine details.
- Laminated object manufacturing: Poor surface quality and dimensional accuracy and limitation in the manufacturing of complex shapes.
- Part size: Lack of novel approaches to relieve stresses and distortion for large-scale parts.
- Scalability: High machine and material costs.
- Limited material and high cost: Lack of affordable AM-adapted materials.
- Inconsistent quality: Part quality is difficult to control, machine-to-machine repeatability and reproducibility of parts are a challenge, accessing machine controller for feedback and process modifications is limited, and in-situ sensing and monitoring systems are rarely available.
- AM machines: Lack of examples in multifunctional structures, functionally graded materials, and automated repair processes.
___________________
1 Example machines include the Selective Laser Melting Machine 280, Matsuura LUMEX, DMG Mori LASERTEC 65, Friction surface AM Aeroprobe, BeAM Modulo 400, FDM Fortus 450mc, and Polyjet Stratasys j750.
TABLE 4.1 Available AM Processes and Equipment
| Process category | Process or technology | Material | Manufacturer | Machine |
|---|---|---|---|---|
| Vat photo-polymerization | Stereolithography | Ultraviolet curable resins | Asiga | Freeform Pico |
| 3D Systems | iPro, Projet6000/7000 | |||
| EnvisionTEC | Perfactory | |||
| Rapidshape | S Series | |||
| Waxes | DWS | DigitalWax | ||
| Ceramics | Lithoz | CeraFab 7500 | ||
| Material jetting | Multijet modeling | Ultraviolet curable resins | 3D Systems | Projet 3500 HD/3510/5000/5500 |
| Stratasys | Objet | |||
| Waxes | Solidscape | 3Z | ||
| Binder jetting | 3D printing | Composites | 3D Systems | Z Printer |
| Polymers, ceramics | Voxeljet | VX Series | ||
| Metals | ExOne | M-Flex | ||
| Material extrusion | Fused deposition modeling | Thermoplastics | Stratasys | Dimension, Fortus, Mojo uPrint |
| MakerBot | Replicator | |||
| RepRap | RepRap | |||
| Bits from Bytes | 3D Touch | |||
| Fabbster | Fabbster Kit | |||
| Delta Micro Factory Corp. | UP | |||
| Beijing Tiertime | Inspire A450 | |||
| Waxes | Choc Edge | Choc Creator V1 | ||
| Essential Dynamics | Imagine | |||
| Fab@Home | Model | |||
| Metal | nScrypt | 3DnþnMill Three-axis CNC machine | ||
| Hyrel 3D | Hydra 340, 640, 645 3-axis CNC machining and laser cutting |
| Process category | Process or technology | Material | Manufacturer | Machine |
|---|---|---|---|---|
| Powder-bed fusion | Selective laser sintering | Thermoplastics | EOS | EOS P |
| Blueprinter | Selective heat sintering | |||
| 3D Systems | sPro | |||
| Metals | 3Geometry | DSM | ||
| Matsuura | Lumex Avance-25 and 60 3-axis CNC machining controlled atmosphere | |||
| Selective laser melting | Metals | 3D Systems/Phenix | PXL, PXM, PXS | |
| EOS | EOSINT M | |||
| SLM Solutions | SLM | |||
| Concept Laser | LaserCusing | |||
| 3D Systems | ProX | |||
| Electron beam melting | Metals | Realizer | SLM | |
| Renishaw | AM250 | |||
| Arcam | Arcam A2 | |||
| Sciaky | DM | |||
| Sheet lamination | Laminated object manufacturing | Paper polymers | Mcor | Technologies Matrix 300þ |
| Metals | Fabrisonic | SonicLayer | ||
| Thermoplastics | Solido | SD300Pro |
| Process category | Process or technology | Material | Manufacturer | Machine |
|---|---|---|---|---|
| Directed energy deposition | Laser metal deposition or laser engineered net shaping | Metal | Optomec | LENS 450, LENS 3D (hybrid system—5 axis CNC machine-controlled atmosphere) |
| DM3D | ||||
| Irepa Laser | ||||
| Electron beam AM | Metal | Sciaky | Directed Metal Deposition, EasyCLAD, VX-110 | |
| Robotic-based applications | ||||
| Wire arc AM | Metal | DMG MORI | LASERTEC 65 3D, LASERTEC powder nozzle and powder bed |
NOTE: 3D, three dimensional; CNC, computer numerical control; DM, digital metal; SLM, selective laser melting.
SOURCE: Tahany El-Wardany, United Technologies Research Center, presentation to the workshop, October 25, 2018.
CURRENT STATE OF COMMERCIAL POWDER-BED ADDITIVE MACHINES—AM MACHINE DESIGN ISSUES IMPACTING BUILD-TO-BUILD AND PART-TO-PART VARIABILITY
Ade Makinde, General Electric Global Research Center, with support from Johannes Henrich Schleifenbaum, Fraunhofer Institute for Laser Technology, and Shoufeng Yang, KU Leuven
Makinde described GE Additive, which was launched in 2016 and includes divisions such as AddWorks™ consultancy, machine modalities, advanced powders and coating materials, software, and customer experience centers. Efforts are under way to develop the world’s largest additive machine with its Additive Technology Large Area System (Project A.T.L.A.S.). He noted that GE is examining how to use AM across industries and is committed to having 25 percent of its portfolio touched by AM by 2025.
Within GE, Makinde focuses on multiphysics modeling of AM processes and different tools that can be used to understand part-build quality. This involves understanding process parameters and their impacts as
well as where multiphysics particle models, laser-scanning models, lattice Boltzmann methods for laser-powder interactions, and part-level models could play important roles. However, challenges include analyzing across different length scales (such as going from microns to meters), validating models, and getting codes to work together. By combining physics-based models and data-driven models, uncertainty can be quantified for part performance.
Makinde’s presentation focused on AM machine design characteristics (e.g., powder-bed delivery system, laser system, chamber design, and in-situ sensors for monitoring and control) that directly impact part-build quality. The main objectives of design are to increase production rate, decrease cost, reduce defects, and meet quality requirements.
For powder-bed delivery systems, storage and environmental control of the powder are critical. He noted that moisture is an important factor that needs to be controlled when producing the powder-bed delivery system. The second aspect is the delivery of the powder and avoidance of flow separation. Makinde described the following as “low hanging fruit”:
- Moving the powder throughout the machine without breaking up the powder material;
- Filtering powder without clogging;
- Finding the best technique to spread the powder;
- Examining the re-coating to see how it affects the wear, contamination, etc.; and
- Re-using powder (e.g., breaking up and mixing clumped powder).
Makinde explained that most laser systems operate on black-box control systems, but there is a need for open-source control (e.g., a G-code type). He highlighted the following important characteristics:
- Power;
- Speed;
- Response time;
- The time at which a machine is coded or reprogrammed (the build can sometimes take 4 to 6 weeks);
- Galvo, the laser power and scanning mirror speed control;
- Inclination of the scan angles (as build chamber size increases);
- Thermal lensing, especially for long duration builds;
- Fumes, which can be detrimental to the laser systems;
- Laser wavelength, which typically needs to be suitable for different materials; and
- Hatch pattern.
He added that most machines are using a continuous wave laser, but it is vital to understand the impact between a pulsed wave laser and a continuous wave laser.
Chamber design and oxygen levels are important characteristics for AM machines, he explained. The environmental conditions inside the chamber could affect the quality of the part. Powder-bed uniformity (i.e., particle distribution), gas flow, and soot prevention are also important. Preheating at both the build-plate and layer level can help minimize defects. Lastly, he explained that a modular chamber design for productivity, cool down, and de-powdering can help increase productivity rates. The industrial control capabilities depend on sensors (e.g., pyrometer, charge-coupled device camera, height scanner), measurements (e.g., melt-pool temperature, melt-pool size, build height), stable characteristics (e.g., build height, melt-pool temperature, solidification rate, cooling rate), and outputs (e.g., laser power, powder mass, machine feed, active cooling).
For in-situ sensors for monitoring and control, Makinde said that there needs to be an integrated process and controlled environment for sensing, monitoring, and controlling thermal behavior as well as for using optical sensing for layer spread, powder spreading, melt-pool monitoring, and infrared detection.
MODELING CHALLENGES AND OPPORTUNITIES AT THE PART LEVEL
Jian Cao, Northwestern University, with support from Ranadip Acharya, United Technologies Research Center, and Mustafa Megahed, ESI Group
Cao began by explaining the needs for simulations on process planning (e.g., choosing the best strategy) and material property prediction. Thermal simulation of the full component is needed to enable iteration and optimization of process planning. Thermal simulations can inform understanding of the microstructure and part distortion (which can impact the selection of laser parameters and hatch spacing), help identify hot and cool spots, and enable material property predictions of grain sizes, material phases, porosity, mechanical properties, and residual stress.
Cao showed a diagram, Figure 4.1, representing the relationships among processing, structure, properties, and performance (PSPP) in AM. Cao explained that PSPP focuses on the point level, so other considerations are needed to get to the part level. Some of these considerations include the design (e.g., product, material, and process), the machine (e.g., use of sensors and other intelligence), and the final qualification and
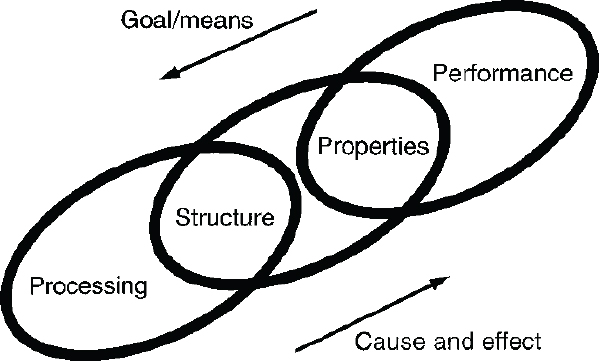
certification. The ultimate goal of an autonomous process starting from design to product would be to combine these steps.
Cao showed the critical length scales for AM products and their correspondingly normalized values for part length scales (see Table 4.2) and the critical time scales in building and using AM parts normalized with the build time scales (see Table 4.3).
There are some challenges for simulations at the part level, including the following:
- Speed and predictability, lack of failure criteria, and issues in microstructure and residual stress prediction;
- Database integration, including the extraction of useful information to be integrated into various software packages;
- Integration of powder-level and melt-pool scale models, often due to a mismatch of scales;
- Integration with pre-processing (e.g., powder spread) and post-processing (e.g., heat treatment) since the integration involves multiple processes that often have different simulation packages or different physics;
- Variability in uncertainty quantification;
- Models for in-situ process control; and
- Model validation (e.g., temperature, history, residual stress).
TABLE 4.2 Scales for Different Simulations at Critical Length Scale and Normalized Length by Part Scale
| Critical length scale (m) | Normalized length by that at the part scale | |
|---|---|---|
| Part | 10–2 – 1 | 1 |
| Feature size | 10–5 – 10–3 | ~10–3 |
| Powder | 10–5 – 10–4 | 10–2 ~ 10–5 |
| Doping | 10–9 | ~10–8 |
| Beam spot | 10–6 – 10–3 | ~10–3 |
| Melt-pool length | 10–4 – 10–2 | 10–4 – 10–2 |
| Melt-pool depth | 10–5 – 10–3 | ~10–3 |
| Mushy zone | 10–6 – 10–4 | ~10–4 |
| Grain | 10–6 – 10–2 | 10–6 – 10–2 |
| Dendrite | 10–7 – 10–6 | ~10–5 |
| Crack | 10–6 – 10–2 | 10–6 – 10–2 |
NOTE: Blue shading indicates desired to be simulated; green shading indicates needed at part level; orange shading indicates currently not simulated at the part level.
SOURCE: Gregory J. Wagner and Jian Cao of Northwestern University.
TABLE 4.3 Scales for Different Simulations at Normalized Time by That at the Build Scale
| Critical time scale (sec) | Normalized time by that at the build scale | |
|---|---|---|
| Part life | 107 – 109 | ~104 – 107 |
| Build time | 102 – 104 | 1 |
| Layer time | 100 – 102 | ~102 – 103 |
| Solidification time scale | 10–4 – 10–3 | ~10–6 |
| Thermal diffusion time scale | 10–5 – 10–3 | ~10–7 |
| Thermal convection time scale | 10–5 – 10–4 | ~10–7 |
NOTE: Blue shading indicates desired to be simulated; green shading indicates needed at part level; orange shading indicates currently not simulated at the part level.
SOURCE: Gregory J. Wagner and Jian Cao of Northwestern University.
Cao explained that there are several opportunities to address these challenges. AM-specific finite element method companies, software developers, and start-ups are working together to help design and construct parts to improve speed and predictability. With this, there is also a need for efficient surface representation. The use of graphics processing units or parallelization could lead to time improvements of several orders of magnitude (Mozaffar et al., 2019). In terms of the challenges for database and post-processing integration, there are universal file formats such as voxel representations (e.g., the Visualization Toolkit) that can integrate different models for materials thermodynamics and diffusion kinetics models for phenomenological methods for solid-state phase transformation (e.g., Computer Coupling of Phase Diagrams and Thermochemistry with the Johnson–Mehl–Avrami–Kolmogorov equation). This information can potentially be linked with other processes as well (i.e., machine operations). Surrogate models can also help with speed and predictability, database integration, and integration with powder-level and melt-pool scale models. Process maps can help with speed and predictability as well as database integration by using the absorbed power and velocity for solidification microstructure (Beuth et al., 2013). Gaussian process metamodeling and machine learning approaches can improve speed and predictability, database integration, and integration of powder-level and melt-pool scale models. Machine learning can also help to predict the thermal history using normalized temperature and time (Mozaffar et al., 2018).
After the presentation, an audience member asked Cao for her priority challenges. She stated that speed and predictability are the top priorities. In response to another audience member’s question, Cao stated that understanding physics is fundamental for these simulations and helps improve predictability. Multiscale simulation tools can be developed to fully integrate or pass the critical and equivalent data from the fine scale model that incorporates detailed physics to the course scale. An audience member wondered how the graphics processing units available in many current machines would affect the types of simulations that could be done. Cao responded that these simulations could help prevent problems. Currently, in most cases, it might not be possible to fix local defects after they happen (e.g., fixing a porosity left in the previous layer); however, with more research and more data, it is possible to adjust process parameters to fix these local defects within specified limits. More importantly, it is now possible to correct some global defects, such as distortion.
DISCUSSION
Following the presentations, Acharya, Cao, Makinde, Megahed, Schleifenbaum, Schmidt, and Yang participated in a panel discussion moderated by El-Wardany. An audience member mentioned problems with the keyhole phenomenon and asked whether it is possible to change the scale of the systems. Yang responded that it is possible to change the scale of the systems in AM but not in the design itself. And in some cases, the design needs to be modified in order to have control of the system. El-Wardany asked each panelist to comment on how to best select machines to create a desired product. Yang mentioned that concerns remain, such as how the AM process ultimately impacts the part quality and how to fix process parameters. Better monitoring and choosing the correct signals and sensors for these systems could help elucidate the relationship between the process and part quality.
Makinde asked Schmidt if there are experimental studies to guide designers on which processes to consider when making these machines. Schmidt responded that companies are working on experimental studies that change the intensity profile of certain parameters to account for factors such as energy saving and melt-pool flow, but these factors also depend on the material properties (e.g., viscosity) and temperature changes. Therefore, the intensity profiles for parameters vary in different materials. Schleifenbaum added that different approaches to preheating are beneficial. Cao mentioned that blue laser research being conducted by some U.S. companies has the potential to increase the processing speed in AM. Some cases have shown that blue lasers can increase productivity tenfold in welding. Yang stated that green laser technology still needs to be improved to enable selective laser melting. He explained that green lasers still have poor beam quality compared to 1064 nm fiber lasers, and, although the absorption rate is better for some materials like pure copper and silver, the poor beam quality gives a large focus point. Acharya stated that in order to avoid any defects, reduced-order modeling and process mapping are needed. In-line monitoring and feedback control can help better address the process map, and reduced-order models can include distortion compensation to obtain accurate geometry.
REFERENCES
Beuth, J., J. Fox, J. Gockel, C. Montgomery, R. Yang, H. Qiao, E. Soylemez, P. Reeseewatt, A. Anvari, S. Narra, and N. Klingbeil. 2013. “Process Mapping for Qualification Across Multiple Direct Metal Additive Manufacturing Processes.” Presented at the Solid Freeform Fabrication Symposium, Austin, Tex., August 12–14.
Mozaffar, M., A. Paul, R. Al-Bahrani, S. Wolff, A.N. Choudhary, A. Agrawal, K. Ehmann, and J. Cao. 2018. Data-driven prediction of the high-dimensional thermal history in directed energy deposition processes via recurrent neural networks. Manufacturing Letters 18:35–39.
Mozaffar, M., E. Ndip-Agbor, S. Lin, G. Wagner, K. Ehmann, and J. Cao. 2019. Acceleration strategies for explicit finite element analysis of metal powder-based additive manufacturing processes using graphical processing units. Computational Mechanics. https://doi.org/10.1007/s00466-019-01685-4.













