
11
Manufacturing Considerations
11.1 INTRODUCTION
Previous National Research Council and agency reports and the section “Projecting Total Capital Costs” in Chapter 12 of this report have provided extensive discussion on the parameters of manufacturing to be considered for the technologies and approaches that may be employed for the reduction of fuel consumption. See section 11.3 “Annex” for a synopsis of those reports and their findings. Significant discussion in those reports is directed toward estimating the financial factors and influences for projecting future manufacturing costs, including such items as direct manufacturing cost, indirect costs, retail price equivalents, indirect cost multipliers, economies of scale, time- and volume-based learning effects, and stranded capital.
This report chapter does not intend to repeat what has already been thoroughly reported and debated. The approach of this report for manufacturing considerations will focus primarily on the emerging technologies for the latter part of the next decade that may have significant influence over fuel consumption reduction. As stated in Chapter 12, several technologies with strong fuel consumption improvement potential also carry the burdens of high current and projected manufacturing costs, posing challenging pathways through the stages of low volume growth and rational consumer choice to reach the volumes necessary to achieve improved, acceptable cost effectiveness.
This issue is further exacerbated by the fact that U.S. fuel prices are currently low and projected to remain relatively so for the next decade at a minimum. With fuel demand reducing as a result of existing and promulgated regulations for light, medium, and heavy vehicles through the middle of the next decade, there will be continued downward pressure on fuel prices, making the rational consumer’s business case to purchase fuel-consumption-reducing technologies more difficult. This is clearly demonstrated by the analysis on hybrids shown in Chapter 12. It underscores the fact that greater emphasis needs to be placed on reducing the cost of the most effective fuel-consumption-reducing technologies. Those manufacturers pursuing them are concentrating on system cost reductions that are gained in incremental stages along volume- and time-dependent learning curves, along with substantial step improvements in cost provided by design cycles of learning. A good example would be in the case of waste-heat recovery (WHR) systems for heavy-duty diesels in line-haul trucks. Whereas the costs for WHR reported in the Phase II proposed rule (EPA and NHTSA, 2015a) and Regulatory Impact Analysis (RIA) (EPA and NHTSA, 2016) were based on systems in consideration prior to Phase I, recent and substantial changes to the system design have the potential for significant reduction in manufacturing and implementation cost.
While design and system changes alone often provide the largest and most obvious opportunities for cost reduction, what is often elusive and overlooked is the potential for new manufacturing technologies, in synergetic combination with design iterations, to serve as enablers for even further cost reduction. Therefore, the primary focus of this chapter is to identify a few of the relevant known and emerging manufacturing technologies and considerations that offer promising opportunities for reduction of the cost of the high impact of fuel-consumption-reduction technologies. This will improve their rates of adoption and further enable naturally achieved economies of scale and improved rates of learning. This will include the manufacturing technology opportunities for reducing the costs of hybrids, WHR, and mass reductions.
This chapter will conclude by recommending additional actions that should be considered between now and the introduction date for a possible Phase III of regulations (taking effect after 2027) to increase the potential for manufacturing technology to further improve fuel-consumption-reduction business cases.
11.2 ADVANCED MANUFACTURING TECHNOLOGIES CONSIDERED
There are many advanced manufacturing technologies presently under development, and with the increasing capabilities in advanced computational methodologies, greater application of more accurate and representative mathematical models and simulations, and a broader global collaborative approach many more will be generated before the Phase III regulations are in effect. To cover every known advanced manufacturing technology would be exhaustive, so this report will only highlight a few of those that currently appear to have highly relevant potential for this report’s primary directions.
It is important to note up front that this is only a snapshot at this point in time, and the list of technologies will evolve continuously in the many years between now and Phase III regulations. The present snapshot will indicate where additional development emphasis will be beneficial to improving fuel consumption, but it must be recognized that the pace of new developments in these areas is already brisk and many of the identified challenges will be solved, only to be replaced by emerging new challenges between now and the time Phase III rulemaking commences. So the manufacturing technologies presented at this juncture should serve primarily to exemplify some trending items with high potential trajectories, if properly guided, but there is high likelihood that many additional high-potential manufacturing technologies will emerge between now and Phase III. This indicates the strong need for a continuing coordinated and focused effort to identify and prioritize resources such that the most promising technological directions with the greatest potential and impact can be sufficiently developed to have major presence and effect on Phase III compliance efforts.
11.2.1 Additive Manufacturing
Currently, the most widely discussed advanced manufacturing technology is additive manufacturing. It is considered by some to be a principal driver of a new manufacturing age, offering the promise of dramatic reductions in raw material, manufacturing capital equipment and tooling, energy costs, machining by-products, handling, and shipping costs. It also has demonstrated potential for freeing physical designs from many current manufacturing constraints, allowing production of more optimal designs to satisfy the given part or system performance objectives.
Fundamentally, additive manufacturing refers to processes that build up three-dimensional objects by fusing successive layers of materials that are defined by numerical database representations of the geometry. The layers are created and shaped by controlling ultraviolet light, focused intense laser beams, electron beams, or nozzles based on computer-aided design files describing each layer of the part, to harden a resin, melt and fuse a powdered metal, extrude a material onto a layer, or otherwise control material deposition and bonding in an accurately described fashion. Material removal (subtractive manufacturing) through machining is minimized or eliminated entirely, depending on dimensional accuracy and surface finish considerations. Initiated in the early 1980s with resinous compounds that hardened under exposure to ultraviolet laser light (stereolithography), the field has rapidly expanded to a variety of plastics extrusion additive manufacturing processes (fusion deposition modeling, fused filament fabrication, etc.), metal powder bed fusion processes (selective laser sintering, selective laser melting
[SLM], direct metal laser sintering, direct metal laser melting [DMLM], electron-beam melting [EBM], etc.), laminated solids processes, and wire-fed processes (electron-beam freeform fabrication [EBF3]). More variations will undoubtedly emerge in the ensuing period. Hundreds of companies are now developing more advanced additive manufacturing equipment and processes, and new applications of the technology are developed daily.
Additive manufacturing applications have expanded rapidly, from making small plastic models of parts used primarily for physical representation in space claim mockups, to making functional parts and assemblies to demonstrate proof of concept, to making metallic prototype parts, low- and medium-volume tooling and molds, and low-volume-production metallic parts. Additive manufacturing is advancing quickly in the medical and dental fields, from creation of dental implants and prosthetic devices to 3D printing of life-like human tissue.1 In the industrial sectors, the leading usages of additive manufacturing are in aerospace, where low-volume complex, lightweight structures that must operate in harsh environments and intricate manufacturing jigs and fixtures can be produced faster and better than by conventional methods. Successively more challenging applications are expanding in the aerospace industry, such as gas turbine engine blades under development by Siemens2 and CFM International’s LEAP engine fuel nozzles (Figure 11-1) at intended production volume of 35,000 to 40,000 per year, replacing a 20-piece welded assembly and saving 25 percent of the weight.
Automotive industries have long used additive manufacturing for physical space claim, display, and mockup parts; engine intake and exhaust flow models; rapid prototyping; and experimental tooling. Metallic and nonmetallic special tools and functional prototype metallic assemblies are increasingly being made using the technology. Precision additive manufacturing at automotive volumes and quality with reasonable cost is still a challenge, currently limiting the application of the technology to low-volume prototypes and engineering development models. However, as additive manufacturing equipment cost and throughput are rapidly improving, low-volume (<50,000/year) parts such as electrical connectors are starting to be produced by additive manufacturing.3 Clearly, additive manufacturing usage has grown and is forecast to continue to grow exponentially in many manufacturing sectors (Figure 11-2).

NOTE: CFM International is a 50/50 joint company between GE and Safran Aircraft Engines.
SOURCE: CFM International.
___________________
1 See http://additivemanufacturing.com/2016/02/10/engineers-3d-print-a-new-lifelike-liver-tissue-for-drug-screening/ (accessed December 20, 2019).
2 See https://press.siemens.com/global/en/pressrelease/siemens-achieves-breakthrough-3d-printed-gas-turbine-blades (accessed December 20, 2019).
3 See https://3dprint.com/136839/carbon-clip-delphi/ (accessed December 20, 2019).
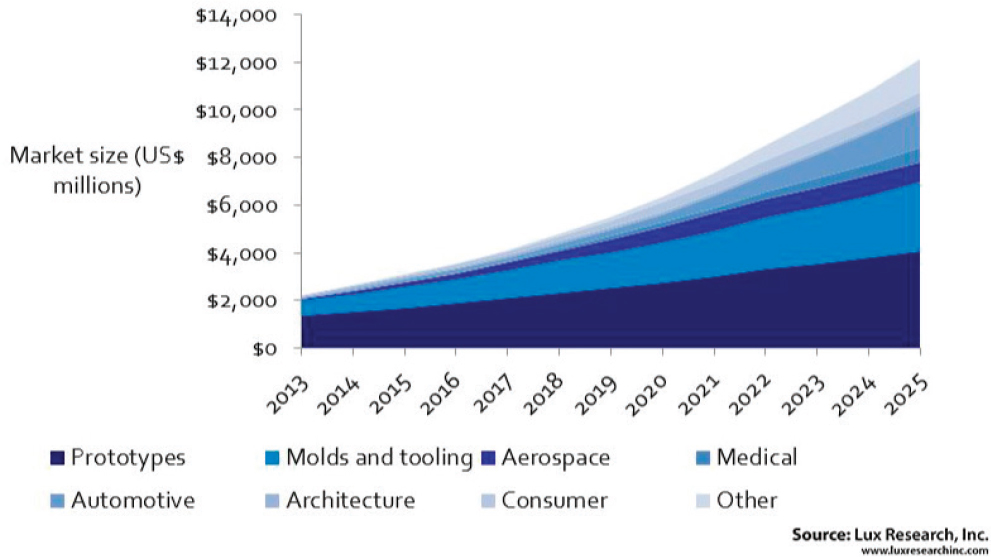
SOURCE: Vicari et al. (2014).
The many advantages of additive manufacturing are dependent on the specific fields of application. Most of the waste associated with subtractive manufacturing, material removal machining, is eliminated.4 Additive manufacturing can provide additional benefits to the nearer-term technologies considered in this report. One example of this would be in the improvement of engine thermal efficiency. Chapter 4 details the progress and prognosis for engine thermal efficiency improvements, recognized as one of the most significant factors in vehicle fuel consumption. Thermodynamic cycle losses in the form of heat transfer to coolant and exhaust have eluded rapid improvement for decades, partly because of limitations in the way engine parts need to be designed to be economically manufactured by traditional, predominantly subtractive manufacturing processes. Additive manufacturing can allow new geometries in pistons, cylinder heads, and cylinder blocks to more optimally control heat transfer, through the design and specific placement of heat dams, cooling channels, entrained air pocket insulators, and other part geometries previously not possible. By retaining more of the combustion energy in the cylinders to produce more piston work, engine thermal efficiency can be further improved. Chapter 6 clearly shows the strong benefit of improving engine thermal efficiency on vehicle fuel consumption.
Another example would be in the application of additive manufacturing to electric machines used in hybrid propulsion systems. Chapter 8 describes the various hybrid architectures available and in development. As indicated in Chapter 12, Table 12-2, copied from the Phase II RIA, the penetration of hybrids in vehicle Classes 2b and 3 is required to increase steeply to provide fuel consumption improvement beyond 2.5 percent per year, yet the private benefits of hybrids at the currently projected cost of fuel yield excessive payback periods to recover the hybrid system capital costs. A consumer-driven growth of this important technology is therefore challenged, unless the capital cost of the technology can be reduced by over 30 percent, per the analysis.
___________________
4 In the more reaching scenarios posed by popular futurists, the need to consume so much of our transportation industry fuel in the shipping of raw materials, finished parts, and machining by-products (chips, cutting oils, packaging, etc.) will be dramatically reduced, enabled by additive manufacturing centers widely distributed to consumers who will be able to download and 3D print whatever they need from a locally optimized supply of basic elemental powders and ultraviolet (UV) light-sensitive resins. This state, if realized someday, would probably have the greatest effect on transportation fuel consumption.
The largest incremental cost drivers in hybrid systems are the energy storage system, the electric machines, and the power electronics. The electric machines are complex geometries designed to optimize mechanical and electromagnetic performance efficiency, controllability, space claim, weight, and cost. Manufacturability considerations heavily influence how motors are designed, and often impact resulting performance and cost of materials such as rare-earth magnets and copper alloys. With additive manufacturing technology, new higher-performance electric machine geometries could be possible, allowing mixed-material assemblies to be manufactured with optimal configuration parts and minimum use of high-cost materials. While the ultimate reduction in system cost is impossible to accurately project, the likely benefit to the current payback dilemma that would otherwise hinder a more consumer-driven growth in penetration rate for hybrids underscores why additive manufacturing application to hybrid motors needs to be emphasized.
Battery costs remain the dominant concern influencing the economic attractiveness of hybrid systems, although economies of scale and learning cycles on cathode, anode, and electrolyte materials have allowed battery costs to be reduced to less than half per kilowatt-hour (kWh) of energy storage than what they were just 5 years ago, with predictions of $100/kWh cell cost by the end of this decade or slightly thereafter.5 Additive manufacturing technologies, applied to the intricate shapes, housings, control, and protection circuitry, and mixed-material assemblies found in mobile energy and power batteries could supplement this trend, further reducing the cost while improving energy storage density.
As mentioned earlier, WHR systems for heavy-duty diesel engines have evolved rapidly in the past decade and show promising fuel-consumption-reduction potential (4 to 5 percent) in the Class 8 vehicle segment. The current- (fourth-)generation WHR system from Cummins utilizes a low–global warming potential refrigerant that transfers exhaust heat energy to a mechanical turbine expander made by Cummins Turbo Technologies, shown in Figure 11-3.
The complex WHR turbine expander rotor and blade geometries could be candidates for additive manufacturing processing, as are the turbocharger compressor and turbine wheels in the conventional turbochargers, and can be considered an extension of what the aerospace industry is doing for gas turbine engine blades to achieve higher-performance geometries with materials impractical for conventional manufacturing processes.
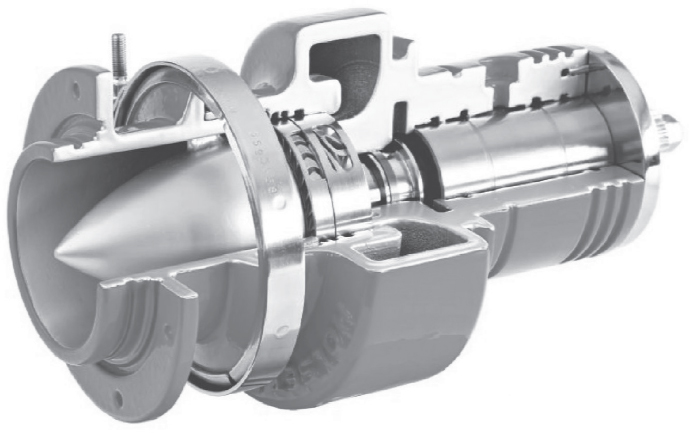
SOURCE: Cummins Inc.
___________________
5 See http://www.hybridcars.com/tesla-projects-battery-costs-could-drop-to-100kwh-by-2020/ (accessed December 20, 2019) and http://www.hybridcars.com/gm-ev-battery-cells-down-to-145kwh-and-still-falling/ (accessed December 20, 2019).
Vehicle weight reduction is also shown in Chapters 5 and 12 to be an opportunity for improving vehicle fuel consumption. However, material substitution (replacing ferrous materials with aluminum, magnesium, or composite materials) initiatives by themselves are generally considered to yield marginal incremental returns on investment (ROI) at best, due to the cost of the substituting materials. Again following the aerospace industry, the use of additive manufacturing processes to enable much more material-efficient, lattice-like design configurations for the heavier structural components in vehicles without compromising strength, rigidity, or durability is an alternative approach to material substitution. Lightening of parts currently made by conventional casting and forging processes by hollowing out material that is only there because of current process constraints (draft angles, casting core support and rigidity requirements, directional solidification considerations, casting venting, etc.) is another approach enabled by additive manufacturing processes. Less material will ultimately be used in the vehicle, so material costs will be lower. Ferrous alloys can continue to be used for cost and/or performance needs, or lighter alloys can be substituted with minimum cost impact due to the capability to create intricate shapes and structures to provide the required part strength and rigidity with minimum material.
These examples barely scratch the surface in highlighting additive manufacturing’s potential for enabling the higher-impact fuel-consumption-reduction technologies. While they paint an optimistic picture of what may be possible, there are several significant challenges with additive manufacturing processes that must be overcome before economical high-volume production of consistently high-quality metallic parts can be realized.
Confidence in the quality and durability of the parts made by additive manufacturing to operate satisfactorily in the challenging automotive environments for hundreds of thousands of miles needs to be improved. With annual volumes in the thousands and millions, the production rates and capacities need to increase by several magnitudes over current levels. Machine-to-machine variation, machine throughput and speed, and education of engineers and designers to the capabilities and limitations of additive manufacturing need to improve. Major current roadblocks exist with new material invention, characterization, and qualification, build envelope size limitations, and required post-processing to achieve required surface finish, stress relief, hardness, and net shape.
The highest strength and density metallic parts made by additive manufacturing are currently made by laser or electron-beam fusion metal processes (SLM, DMLM, EBM, EBF3). Confidence in the ability of these additive manufactured parts to succeed in the challenging automotive environments can be gained through understanding of the physics of the processes. Modeling and simulation, employing high-performance computing and iterative verification through factorial-based designs of experiments on physical samples, will increase this confidence level. Modeling and simulation at both the scale of the powder and the scale of the parts need to be done. For SLM applications, where resulting part density exceeding 99 percent is desired, the process needs to be controlled to melt the powder layer, track by track, sufficiently for adequate but not excessive melting of the powder. The process involves around 130 parameters that could affect the final quality of the part, including such items as powder morphology, packing density, thermal conductivity and energy absorptivity, laser wavelength, intensity, geometry and speed, melt pool radiative and convective heat transfer, vaporization, and surface tension effects. These models and simulations are being developed (King et al., 2015), but much more work needs to be done to expand their application to the rapidly growing opportunities in materials and applications.
Clearly, the use of validated modeling and simulation processes will yield much higher confidence parts and processes, with much less time and effort than required by trial-and-error experimentation. This will help accelerate the adoption of additive manufacturing in the higher-volume ground transportation industry. However, the pathway for how the penetration of this technology grows needs better focus. As a new technology, additive manufacturing has grown rather randomly through a wide variety of applications as new processes and materials were being simultaneously invented. The ad hoc purchase of machines of various capabilities led to applications being selected based on the equipment capabilities at the time and not necessarily where the ultimate benefit would be the greatest.
As the range of equipment has matured and process understanding improves, the product needs should more clearly define the pathway for increased penetration of this technology. In this context, the priority directions to reduce transportation industry fuel consumption should identify from the thousands of parts and tools used in a vehicle which ones are the highest-yield target opportunities, and the output of the ever-improving additive manufacturing modeling and simulation tools should identify which materials, processes, and equipment would
be capable for application of additive manufacturing to improve performance at least cost. With this more-focused pull on the right pathways, growth of this technology will further accelerate in the direction to benefit the ROI of fuel consumption reduction. Ideally, a neutral, readily accessible entity should serve in this “clearing house” role, collaboratively matching product needs to advancing process and equipment capabilities, and thereby driving future research agendas and efforts. The National Additive Manufacturing Innovation Institute (NAMII), a node within the National Network for Manufacturing Innovation (NNMI) within the Department of Commerce, is a public-private partnership entity that should fulfill this role. The National Highway Traffic Safety Administration (NHTSA) and the Environmental Protection Agency (EPA) should strongly pursue cross-agency coordination of projects and priorities to accelerate the prime additive manufacturing technologies for benefiting fuel consumption improvement.
Finding: Additive manufacturing technologies appear to offer opportunities for improving the ROI of high-effect fuel-consumption-improving technologies, such as hybrids, WHR, and mass reduction.
Finding: Challenges affecting the rate of additive manufacturing application to high-volume transportation vehicles with required quality can be addressed efficiently by advanced modeling and simulation techniques, employing high-performance computational methods.
Finding: The application of additive manufacturing to transportation systems for fuel consumption improvement needs prioritization, focus, and emphasis such that progress on the right pathways proceeds in coordination with regulatory timetables.
Recommendation 11-1: NHTSA and EPA should strongly pursue cross-agency coordination of projects and priorities to accelerate the prime additive manufacturing technologies for benefiting fuel consumption improvement. This should be done through NNMI and NAMII within the Department of Commerce.
11.2.2 Joining Technologies
As fuel-consumption-reduction technologies such as weight reduction and hybrid propulsion systems need to increase penetration in the medium- and heavy-duty vehicle classes, the need for manufacturing process innovation and refinement in selected joining processes increases. The most direct approach to vehicle mass reduction is material substitution, with the replacement of ferrous materials with aluminum materials being the main approach due to the very large difference in material densities. This trend is apparent in light-duty vehicles today and is expected to increase as light-duty-vehicle regulations become more stringent. The Ford F-150 truck is an outstanding recent high-volume example of manufacturing innovation enabling fuel consumption reduction, where the entire former steel body has been replaced with high-strength aluminum for a savings of over 700 pounds. Other manufacturers are increasing the use of aluminum stampings in major body parts. Joining processes and equipment are very material specific, so this has given rise to the need for innovation in how aluminum stampings can be joined to each other and to other nonstamped, dissimilar material parts. The switch to aluminum required Ford engineers to undertake a massive plant retooling effort. Traditional steel resistance spot-welding equipment was replaced with state-of-the-art technology that allows the truck to be assembled with self-piercing rivets, flow-drill screws, and structural adhesives, in addition to clinching and laser welding. Significant manufacturing engineering innovation was employed to advance these processes for the high-volume usage in this vehicle’s assembly.
Use of aluminum joining methods gives rise to several new challenges. Laser-welded aluminum seams are subject to hot cracking with certain aluminum alloys containing magnesium and/or silicon. As was discussed with additive manufacturing, the use of sophisticated modeling and simulation employing high-performance computing allows this sensitivity to be understood and resolved much faster and more effectively than trial-and-error experimentation.
Resistance spot welding (RSW) of aluminum body and frame panels could offer the lowest-cost joining alternative, but due to the different properties of aluminum compared to steel, it has not been commonly used due to
poor perceived robustness, variability, high current requirements, large flange requirements, and poor high-cycle fatigue properties.
An excellent example of how advanced manufacturing technology has provided a solution to this is General Motors’ (GM’s) patented multi-ring domed (MRD) electrode design, which creates high radial plastic strain in the electrode-sheet interface, breaking up the surface oxide layer, which reduces contact resistance and greatly improves control over heat generation.
As a result of this innovation, GM has been able to convert from steel to aluminum body and frame panels with less manufacturing capital equipment cost and lead time, since existing steel RSW equipment can be simply retooled to increase weld gun stiffness, add transformers where required for the higher current draw, and refit with the new MRD electrodes and dressing tools. The retooling cost is negligible in comparison to converting an RSW-intensive body shop over to self-piercing riveting.
GM has further evolved this technology to apply it successfully to various thickness sheets, extrusions, and die cast materials. A recent article discusses ongoing product evaluation of the technology to allow joining of aluminum to steel by RSW, which would further reduce cost, capital equipment, and lead time for material conversion initiatives to reduce vehicle weight.6
With the trends in vehicle weight reduction by both direct material substitution and metal thickness reductions, the generally agreed-upon eventual outcome will be the mixed-material vehicle body and frame, where each segment of the structure is made from the optimal material for that specific location. Gage thicknesses will change, as will the specific metallic and composite materials, as required across the vehicle. While many of the current joining processes may still suffice, the trends for usage of structural adhesives in combination with them will continue to increase. Structural adhesives, usually consisting of one-part epoxies, offer advantages by stiffening joints to either offset the effects of thinner-gauge materials used for weight reduction or improving noise and vibration by raising resonant frequencies of the structure. They also block galvanic corrosion between dissimilar metals, supplement joint strength, improve vehicle crashworthiness, and can provide sealing capabilities where desired.
The manufacturing technologies for usage of structural adhesives has developed rapidly, but additional innovations in adhesive strength and toughness, application parameters, process variables, long-term durability, cost, debond capabilities (for recycling), and many other requirements will be necessary as the range of joined material combinations continues to increase. Innovation in this field will be a key enabler for future vehicle mass reduction.
Finding: The drive for vehicle mass reduction will create the need for effective, low-cost, and investment joining technologies for aluminum, mixed materials, and a wider range of material thicknesses. Innovation in aluminum resistance spot welding has allowed conversion of existing steel body shops to aluminum with less investment, and retains this low-cost joining process as an alternative to self-piercing rivets, flow-drill screws, and adhesives.
Finding: Advanced modeling and simulation techniques using high-performance computing will continue to assist in the efficient development of joining methods as the range of materials used in vehicle design becomes more diverse.
11.2.3 Materials Technologies
Focused application of emerging materials technologies on vehicle components and systems holds promise for greatly improving the performance and reducing the cost of several fuel-saving technologies. The field of nanoscale materials is growing exponentially, with many automotive applications already in use, including chip-resistant paints, dirt-resistant coatings, low-friction oils, nano-enhanced thermal fluids, lightweight nanocomposite components, wear-resistant tires, high-performance thermal interface materials, flexible displays, acoustic absorbers, and many others.
Returning to the premise stated in the introduction to this chapter, the priority areas for greater manufacturing technology emphasis are those that would reduce the most fuel consumption if penetration rates can be increased,
___________________
6 See http://www.autonews.com/article/20160229/OEM06/302299967/gms-sharks-hunt-for-innovations (accessed December 20, 2019).
with consumers naturally pulling on the technology’s growth because of good ROI on their capital cost to acquire the technology. The priority areas include hybrids for vehicle Classes 2b and 3, and Classes 4 through 6 in vocations that have high stop-start duty cycles, WHR for Class 8 line-haul tractors, and, to a lesser extent, mass reduction. Therefore, the use of new materials, especially nanostructured materials that can reduce the investment and/or cost of these technologies, will encourage greater penetration with less dependence on mandates and incentives. Much is already being done in applying nanostructured materials to batteries for electric and hybrid vehicle energy storage systems, and battery costs have reduced by half in the past 5 years. More needs to be done, however, to approach the $100/kWh battery cell cost objective that many claim will be the tipping point for attractive ROI with this technology at the current and projected cost of fuels. Use of nanotechnologies to lower the cost or improve the performance of WHR systems should also be a priority. For example, in this arena, employing thermal fluids and solids enhanced with nanoscale particles may provide an opportunity to improve heat transfer from the exhaust to the organic Rankine cycle expander.
Another attractive emerging manufacturing technology utilizing nanoparticle technology is in catalyzed exhaust aftertreatment systems. Most aftertreatment catalysts use platinum group metals (PGMs) in an active-layer washcoat on the catalytic converter substrate to cause the conversion of criteria exhaust emissions to less harmful compounds. This washcoat is traditionally manufactured from the elemental PGMs by wet chemistry methods. New technology companies, such as SDC Materials, Inc., have developed processes to manufacture nanoscale catalytic compound particles and disperse them into very stable, effective washcoat layers, where the high surface-to-volume ratio attribute of nanotechnology enables excellent thrifting of the PGM necessary for the desired catalytic action. PGM savings in excess of 50 percent have been demonstrated with this technology. Alternatively, aftertreatment performance can be enhanced at the same PGM loading, as shown qualitatively in Figure 11-4.
The need for more effective, lower-cost aftertreatment systems is heightened by desired changes to engine calibrations to optimize the trade-offs between CO2 and other emissions, such as NOx. The value of this manufacturing technology will increase as manufacturers strive to meet more stringent emissions regulations with more effective catalysts using a minimum amount of PGM in their washcoats.
As is the case with additive manufacturing, the field of nanoscale materials is advancing so rapidly that accurately projecting the exact technologies for the Phase III regulation timing is futile at this point in time. However, these and many other examples underscore the potential impact this technology can have on improving the attractiveness of fuel-saving components and systems, if properly focused, prioritized, and resourced in the intervening period. Many forums and collective efforts already exist. The National Nanotechnology Initiative (NNI) is a U.S. government research and development initiative consisting of the individual and cooperative nanotechnology-
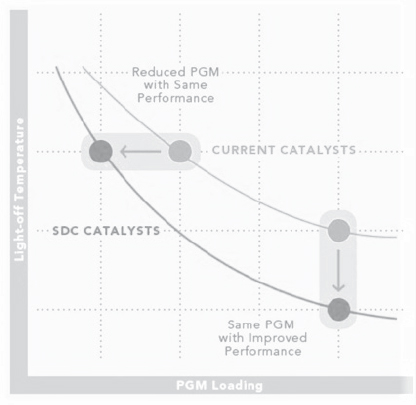
SOURCE: SDC Materials, Inc.
related activities of federal agencies with a range of research and regulatory roles and responsibilities. It is managed within the framework of the National Science and Technology Council, the Cabinet-level council under the Office of Science and Technology Policy at the White House.
Finding: The rapidly expanding field of nanoscale materials development has produced many successful existing applications to vehicles, and many more are under development that, with proper priority, can provide fuel consumption and greenhouse gas (GHG) reduction benefits.
Recommendation 11-2: Emphasis needs to continue on developing applications for reducing the cost of high-impact fuel-consumption-reducing technologies, including hybrid and electric propulsion batteries, heat transfer systems for WHR, mass reduction, and exhaust aftertreatment catalysts. A pathway to ensure appropriate priority and coordination of nanotechnologies for fuel consumption should be determined by NHTSA and EPA working through the councils and committees associated with the NNI.
11.2.4 Conclusion
Manufacturing innovation has been shown to offer strong potential for improving the cost and effectiveness of product technologies in general, and this chapter has highlighted only a sampling of those emerging and rapidly expanding technologies that presently appear capable of markedly improving the cost of some of the highest-potential fuel consumption reduction technologies, thereby improving their natural penetration rate increase in the nation’s fleets. It should be pointed out that, given the long time between this report and Phase III rulemaking, the trajectories for these technologies are not easily projected, and the emergence of additional new manufacturing innovations will undoubtedly occur. However, with proper emphasis, focus, and support, the development and introduction of the most effective technologies in the right time frame can be maximized.
To do this, identifying the correct entities and pathways for prioritizing, emphasizing, focusing, encouraging, incentivizing, and continually refreshing the advanced manufacturing technology agenda should be undertaken. With the need for fuel consumption improvement a high national priority in a climate of low fuel prices, a cross-agency effort within the nation’s governmental entities is necessary. The general need for a coordinated approach is underscored by the National Manufacturing Council,7 under the U.S. Department of Commerce, in its October 2014 recommendations, excerpted here:
There’s an important nexus between manufacturing and innovation. More than half of the STEM-related PhDs in the U.S. are employed in manufacturing, focused on research, development and advanced manufacturing practices.
To ensure that innovation continues to drive manufacturing, as well as reverse, we have identified the following key findings upon which we base our recommendations:
- The U.S. needs a clear, explicit and diverse manufacturing innovation strategy that is visibly integrated across participating federal agencies. We recommend that the Department of Commerce lead this effort.
- U.S. spending on manufacturing research and development (R&D) is critically important to realize value from investments in product and material innovation. However, research in enabling process and technologies for advanced manufacturing often fails to keep pace with product development research. This contributes to product manufacturing being performed in other countries and the loss of U.S. jobs.
- Many U.S. companies, especially SMEs, need to become more deeply engaged in the U.S. manufacturing and R&D infrastructure. They need greater knowledge and increased visibility
___________________
7 U.S. National Manufacturing Council, letter to Secretary of Commerce The Honorable Penny Pritzker, October 15, 2014.
-
within the range of existing government programs related to procurement, innovation, research and development, and further exposure to manufacturing technology, processes and innovation.
- Manufacturers need a widely recognized single mechanism that could provide visibility of current U.S. manufacturing capabilities among public and private sector procurement officials.
The council offers the following recommendations, which are based on these findings and support a strategy to strengthen American manufacturing.
- Designate the federal manufacturing innovation programs become an Inter-agency Science and Technology Initiative, by executive decree.
- Foster research and development that enables manufacturing processes and technologies to be expanded and optimized by evolving the role of national labs and strengthening the National Network for Manufacturing Innovation (NNMI) program with continued funding and coordination.
- Improve the framework for collaboration and teambuilding within and between the public and private sectors.
- Facilitate early supply chain creation for new innovation.
- Expand connections for collaboration and commercialization of technologies.
With the adoption of these recommendations, the fuel-consumption-reduction strategies and priorities can be properly emphasized in better coordination with the regulatory agenda, and key advanced manufacturing innovations that offer the greatest potential for impacting total fuel consumed across the nation’s medium- and heavy-duty vehicle fleets can be identified and nurtured.
The status and, if necessary, mid-course correction of the national advanced manufacturing strategy, as it applies to enabling fuel consumption improvement, should be included within the interim evaluation recommended in Chapter 2 of this report.
Finding: The pace of advanced manufacturing innovation suggests a need for a constant, continual review and adjustment of the strategy and priorities to focus development projects on high-impact fuel-consumption-reduction initiatives in coordination with the timing of the regulatory agenda.
Recommendation 11-3: The recommendations identified in the National Manufacturing Council’s October 2014 report to the Department of Commerce should be vigorously pursued.
Recommendation 11-4: The status and, if necessary, mid-course correction of the national advanced manufacturing strategy, as it applies to enabling fuel consumption improvement, should be included within the interim review recommended in Chapter 2 of this report.
Recommendation 11-5: NHTSA and EPA, through their representation in or coordination with the relevant entities within the Department of Commerce, the Department of Energy, and the Office of Science and Technology Policy, should prioritize development and application of additive manufacturing, materials joining processes, nanostructured materials, and other yet-to-be-identified promising manufacturing innovations on those parts and systems that offer the greatest potential for fuel consumption and GHG reduction. The progress of these technologies, their prioritization status, and prognosis for effective commercialization within the Phase III regulatory period should be included in the interim evaluation proposed by this report.
11.3 ANNEX
This section summarizes recent reports by the National Research Council (NRC) and federal contractors on the subject of manufacturing, with an emphasis on those reports with findings related to reduction of vehicle fuel
consumption. The reports described below covered both known issues with current manufacturing processes for vehicles but also discussed new manufacturing techniques.
The recent study by NRC (2015) of fuel economy of light-duty vehicles considered both financial factors that enable projections of future manufacturing costs (i.e., direct manufacturing costs and indirect costs). The study opined that tear-down analyses are the most reliable albeit the most expensive and further noted that this technique provides the best window into cost differences between technologies. Other techniques, including cost quotes, have limitations or include the effect of confounders such as supply-demand fluctuations.8
The NRC (2015) study further noted that, at least for auto manufacturers, the product development process has been accelerating, with one driver being the need to implement new technologies faster to meet fuel economy standards. This has the potential to increase stranded manufacturing capital.
The study also considered changes to the manufacturing process incident to the introduction of new technologies for better fuel consumption and focused on lightweighting and on powertrain technologies. The study found that changes to the vehicle requiring a higher level of integration, such as lightweighting, would need to be synchronized with the corresponding new vehicle program. Specifically, the study noted that “forming parts out of aluminum instead of steel may require greater engineering lead time and resources than simply changing the shape of a part made of the same material.” In contrast, low-rolling-resistance tires would be an example of a technology that could probably be introduced during minor upgrades.
The NRC considered the stages of manufacturing that would be influenced by the introduction of new material grades such as occurs in lightweighting. Introducing lightweighting in automobiles, they found, would necessitate change in several points along the manufacturing value chain including the extensive cold-stamping infrastructure. Other affected areas included the assembly tools designed specifically for steel and the paint shop, recognizing that different materials paint differently and may have different thermal expansion coefficients (which can lead to novel complications when mixing materials).
The study described the impact on automation and gave several examples. Automation frequently relies on magnets to pick up (steel) parts, with obvious implications were aluminum-intensive parts to be introduced. Similarly, robot welding relies on the conductive properties of the material, which again would change with new material grades. The study did, however, note that flexible automation, introduced recently into production lines, can in some instances allow for faster introduction of innovations.
With respect to changes to the powertrain for reducing fuel consumption, the study found, for example, that reducing friction calls for “tighter machining, balancing, assembly tolerances, and bearing specifications, which all have a potential to increase manufacturing cost.” The report also noted that standardized engine features can enable manufacturing flexibility, such as engines with varying numbers of identical in-line cylinders being manufactured on the same line as are V-6 and V-8 engines. The report identified this as a major trend among original equipment manufacturers. Turning to turbochargers, an oft-used strategy for improving fuel consumption, the report found that advanced concepts such as twin scroll and variable geometry placed exceptional demands on the manufacturing process.
11.4 REFERENCES
Cummins, Inc. 2009. Comments in Response to Greenhouse Gas Emissions and Fuel Efficiency Standards for Medium- and Heavy-Duty Engines and Vehicles—Phase 2. EPA-HQ-OAR-2014-0827 and NHTSA-2014-0132.
EPA (Environmental Protection Agency) and NHTSA (National Highway Traffic Safety Administration). 2015. Greenhouse gas emissions and fuel efficiency standards for medium- and heavy-duty engines and vehicles—Phase 2. Federal Register 80:40137-40765. July 13.
EPA and NHTSA. 2015b. Commercial Medium- and Heavy-Duty Truck Fuel Efficiency Technology Cost Study. Washington, DC: EPA and NHTSA.
EPA and NHTSA. 2016. Regulatory Impact Analysis, Final Rule for Greenhouse Gas Emissions and Fuel Efficiency Standards for Medium- and Heavy-Duty Engines and Vehicles, Phase II. Washington, DC: EPA and NHTSA.
___________________
8 A complete review of techniques for determining direct costs was included in a previous report by the NRC (2011).
King, W.E., A.T. Anderson, R.M. Ferencz, N.E. Hodge, C. Kamath, S.A. Khairallah, and A.M. Rubenchik. 2015. Laser powder bed fusion additive manufacturing of metals; physics, computational, and materials challenges. Applied Physics Reviews 2:041304. doi: 10.1063/1.4937809.
NRC. 2011. Assessment of Fuel Economy Technologies for Light-Duty Vehicles. Washington, DC: The National Academies Press. https://doi.org/10.17226/12924.
NRC. 2015. Cost, Effectiveness, and Deployment of Fuel Economy Technologies for Light-Duty Vehicles. Washington, DC: The National Academies Press.
Vicari, A., R. Kozarsky, and M. Holman. 2014. “How 3D Printing Adds Up: Emerging Materials, Processes, Applications, and Business Models.” State of the Market Report. Available at https://members.luxresearchinc.com/research/report/14139 (accessed September 23, 2019).













