
2
Keynote Addresses
RECENT DEVELOPMENTS IN LARGE-SCALE, MULTISCALE, AND MULTI-PHYSICS TOPOLOGY OPTIMIZATION
Ole Sigmund, DTU Technical University of Denmark
Ole Sigmund, DTU Technical University of Denmark, set the stage for the workshop with a keynote address covering the history of topology optimization, its current state, and key challenges.
The History of Topology Optimization
Topology optimization has developed from a purely academic tool into one with widespread uses, and it continues to advance rapidly. It originated with Bendsøe’s and Kikuchi’s 1988 work demonstrating the use of mathematical frameworks to optimize designs.1 Their method, known as the homogenization approach, was complex to work with, and it was eventually abandoned in favor of density methods advanced by other scientists, including Bendsøe, Zhou and Rozvany, and
___________________
1 M.P. Bendsøe and N. Kikuchi, 1988, Generating optimal topologies in structural design using a homogenization method, Computer Methods in Applied Mechanics and Engineering 71(2): 197-224, https://doi.org/10.1016/0045-7825(88)90086-2.
Bendsøe and Sigmund.2,3,4 In this method, a continuous design variable (“ρ,” or rho) is assigned to each element across a design domain, and then an iterative optimization algorithm is applied to redistribute material until convergence is achieved. With appropriate regularization and geometry control, this approach is effective at producing structural designs for a wide range of applications.
The State of the Field
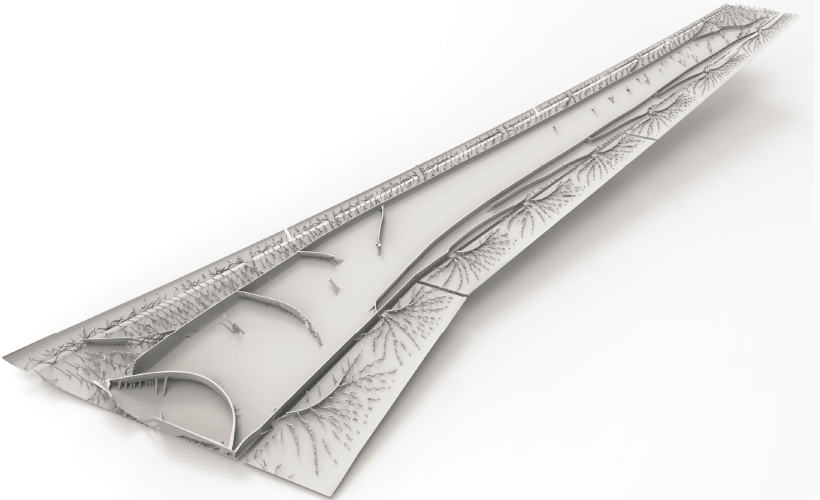
Numerous topology optimization tools are available today. These applications and softwares enable very sophisticated designs, though most fall short when it comes to designing truly large-scale structures. Sigmund’s group has pushed the bounds in this space by using high-performance computing to calculate up to 1 billion elements, achieving high structural complexity and resolution. For example, the team designed a full airplane wing (see Figure 2.1), optimized to load requirements provided by NASA with incredibly fine resolution, an important milestone for the field.5 The team’s next goal is to achieve tera-scale resolution with more than 1,000 billion elements.
Sigmund’s team is also using current topology optimizations to design long-span bridges for weight savings. While their optimized designs are not practical to build directly due to cost and manufacturability constraints, this work has provided insights on how to optimize particular elements: for example, it suggests that adding curved ribs instead of flat ones can potentially reduce the weight of the bridge girder by 30 percent, which would translate into significant reductions in the carbon footprint.
Optimal Microstructures
Sigmund highlighted the connection between optimizing local microstructures and maximizing the efficiency of the structure as a whole. Because the optimal microstructures are not well understood, optimization becomes challenging, and this has led, in Sigmund’s view, to an overreliance on trussed designs. For stiffness, he argued that the optimal structure is not trussed but closed-walled with internal
___________________
2 M.P. Bendsøe, 1989, Optimal shape design as a material distribution problem, Structural Optimization 1(4): 193-202, https://doi.org/10.1007/BF01650949.
3 M. Zhou and G.I.N. Rozvany, 1991, The COC algorithm, Part II: Topological, geometrical and generalized shape optimization, Computer Methods in Applied Mechanics and Engineering 89(1-3): 309-336, https://doi.org/10.1016/0045-7825(91)90046-9.
4 M.P. Bendsøe and O. Sigmund, 1999, Material interpolation schemes in topology optimization, Archive of Applied Mechanics 69: 635-654, https://doi.org/10.1007/s004190050248.
5 N. Aage, E. Andreassen, B. Lazarov, and O. Sigmund, 2017, Giga-voxel computational morphogenesis for structural design, Nature 550: 84-86, https://doi.org/10.1038/nature23911.
cavities, which have more stiffness than truss structures by a factor of three. He noted that reasons for using truss-like structures can include manufacturing (e.g., when powder processing is used) or to prevent buckling, but stiffness alone is not an argument for using trusses.
Exploration in this design space with closed-walled structures has led researchers back to the previously abandoned homogenization approach to topology optimization while taking advantage of advanced computer graphics and modeling technologies to achieve very fine resolution. This, he said, has moved the field closer to achieving theoretical values and paved the way for more accessible giga- or tera-resolution topology optimization.
Challenges in the Field
Sigmund outlined several challenges in the field today. First among them are manufacturing constraints. Additive manufacturing processes create microscale variations, and while it is important to design structures that are insensitive to such variations, he said that the main problem is the development of the additive
processes rather than the optimization methods. Additive manufacturing is also creating problems for interface control and overhang constraints, and it may be that topology optimization cannot advance until additive manufacturing techniques do.
Physical constraints, especially in the area of stress concentrations, present another key challenge. Not all optimization approaches accurately reflect stress control, and misinterpretations can result in material failure. Stress optimization should be emphasized more, Sigmund argued. While it may be possible to correct suboptimal stresses after the optimization process, it is not easy, and it may deteriorate the structural performance.
A new and promising approach is actually using the original homogenization approach but now followed by mapping to efficient macrostructures by advanced computer graphics techniques. Sigmund’s team has mapped and created designs with more than 100 million elements at a fraction of the cost of standard topology optimization techniques and with small errors. Promising commercial solutions are being developed to handle the level of detail produced by the mapping and to enable subsequent finite element evaluation.
Wrapping up his remarks, Sigmund highlighted the rapid rate of progress in topology optimization over the past three decades. While this work has resulted in sophisticated and commercially useful designs, there remain important challenges that must be overcome for these designs to be manufacturable. Nevertheless, he expressed his belief that topology optimization is, on the whole, positioned to create significantly better structures than can be achieved with intuition- or experience-based design approaches alone.
Q&A
Haydn Wadley, University of Virginia, moderated a short question-and-answer session after Sigmund’s remarks. In response to a question by Manoj Kolel-Veetil, Naval Research Laboratory, Sigmund said that it is possible to perform topology optimization with multiple materials at once. As to voids in body armor materials, specifically boron carbide and aluminum silicon carbide, Sigmund noted that most commercial topology optimization software considers standard linear elasticity laws; more advanced materials models or objectives have been developed in academia but are not yet commercially available.
Ned Thomas, Rice University, asked Sigmund to discuss the problems he encountered with symmetry. Sigmund replied that all structures have flaws, but dynamic resonant structures are extremely sensitive to imperfections. The slightest flaw can cause loss of symmetry. He also noted that depending on the length-scale imposed and other issues, optimal structures may actually be asymmetric despite their input being symmetric.
DIGITAL DESIGN AND MANUFACTURING WITH TUNABLE, HIGH-PERFORMANCE ELASTOMERIC MATERIALS
Joseph M. DeSimone, Carbon, Inc., University of North Carolina, Chapel Hill, and North Carolina State University
Joseph M. DeSimone (NAS/NAE/NAM6), Carbon, Inc., University of North Carolina, Chapel Hill and North Carolina State University, discussed Carbon’s process for rapid 3D polymer printing, current applications of this approach, and future plans for scaling up and sustainability.
A Fundamentally New Approach to Manufacturing
While the processes commonly used for creating polymer-based materials are rooted in ancient molding and casting techniques, the molding cavities required for today’s components and devices have grown far more complex. Relying on traditional injection-molding tools to manufacture these products imposes important impediments to innovation and greatly limits the designs one can mold because of the challenges of removing objects from complex molds. DeSimone argued that they are expensive and time-consuming to produce, making redesign or relocation difficult; they limit product design options, especially eliminating complex structures like lattices; they can erode or break; and they cannot keep up with the pace of innovation that drives the need for new components.
To overcome these limitations, DeSimone and his team at Carbon have been refining a fundamentally different approach to creating polymer-based products, one that uses light and oxygen to grow parts, rather than molding them from existing material. He said that the speed, accuracy, precision, and mechanics of this approach represent an enormous improvement over traditional 3D-printing approaches and make it a leading contender to traditional injection molding approaches, especially for complex parts. First, liquid resin is held in a reservoir that is illuminated through an oxygen-permeable window. Light triggers photochemistry while oxygen quenches it, and the desired design is rendered through a careful manipulation of these competing chemical reactions. DeSimone characterized this as a software-controlled chemical reaction to grow parts. This method creates products 25 to 100 times faster than traditional 3D printing, and its speed is still increasing. In addition, the polymer materials available also have the properties needed in the finished products.
___________________
6 Member of the National Academy of Sciences, the National Academy of Engineering, and the National Academy of Medicine.
The process relies on a precisely controlled “dead zone” at the bottom of the reservoir, where the liquid flows under the polymer being created. It must also account for many variables, such as resin properties, machine configuration, part geometry, the mechanical properties as the resin is curing, and operating conditions. Each part is produced and inspected robotically and tracked with a digital signature that enables a product to go from design to manufacturing without losing its “digital thread.”
Applications and Workflow
Carbon customers now manufacture a wide variety of products, including customized and stock football helmets and earbuds, with a process that can scale to manufacture hundreds of thousands of units; bike seats with improved temperature flow and reduced pressure; performance footwear for Adidas in the millions; automotive parts for Ford Motor Company and Lamborghini; dental hardware, including the first FDA-approved 3D-printed dentures; and bioabsorbable materials for surgical meshes or tissue repair. DeSimone noted that consumer products have a faster path to implementation, especially with Carbon’s technology; cars, planes, and medical technology are slower to adopt new manufacturing technologies because of the regulatory approvals needed. Nevertheless, in 2019, one of the company’s customers, Ford, was the first U.S. company to have a 3D-printed polymeric part on a car at the industrial production scale.
Carbon’s customers choose from 50 different resins, including epoxies for latticed T-joints and flame retardancy, rigid polyurethanes for part reduction or cooling, and elastomers for helmets or sneaker soles. After a customer selects the resin and uploads their design, Carbon initiates manufacturing by means of 100 percent digitally controlled machines that accept continuous over-the-air software upgrades to accommodate new features. Because Carbon’s customers design their products hand-in-hand with the manufacturing system, the approach eliminates the need to translate from design to manufacturing process, often a key obstacle in the product development cycle.
Every part of the printing process is inspected, tagged, or recorded; DeSimone said the company is currently working toward a fully automated, 24-hour factory operation. The process generates large amounts of data, but, critically, the customers’ design files are encrypted and reside behind a firewall that protects proprietary information.
Future Directions
To scale up its operations, Carbon is building bigger and higher resolution printers, buying resin in bulk, and focusing on sustainability. The production
process is focused on making sure that no resin is wasted, helping operations become both economically efficient and sustainable. In addition, the products themselves often advance sustainability goals: for example, 3D-printed polymer automotive parts will vastly reduce vehicle weight, minimizing energy requirements and improving recyclability. As another example of the company’s commitment to full-circle plastics use, Carbon has developed reversible thermosets for dental models, which enable temporary dental molds to be recycled instead of thrown out.
Carbon’s story demonstrates how fundamentally new, advanced technologies and materials can be effectively leveraged to create products that add value and create a sustainable business model, DeSimone said. He expressed hope that Carbon’s fully digital design-to-manufacture solution will continue to scale up while serving an increasing array of needs.
Q&A
Wadley asked DeSimone to elaborate on the extent to which Carbon uses topology optimizations. Noting that topology optimization software tools have been slow to develop, DeSimone asserted that Carbon has been able to use the intersections between intrinsic material properties and geometries to create unpredicted properties and products with Carbon’s own software.
Mark R. O’Masta, HRL Laboratories, asked for more detail on data collection. DeSimone emphasized that Carbon protects its customers (and the company) by encrypting the design file. In addition, the large amount of operational data generated is coupled with continuously upgradable printers, which enables business growth and drives down costs.
When asked if different additives were mixed into the resins, DeSimone responded that it is relatively easy to do so, and Carbon has experimented with pigments and magnetite. He noted that using too many materials, however, can reduce recyclability, a consideration that is important to Adidas and other consumer-facing brands, whose customers are helping drive a trend toward more recyclable and sustainable components.
In response to a question by Kolel-Veetil, Naval Research Laboratory, DeSimone confirmed that Carbon is exploring printing ceramics in addition to polymers. William Paul King, University of Illinois, Urbana-Champaign, asked what effects new material properties might have on engineers who are trained to select the most promising material from a host of preexisting options. DeSimone replied that training and education with user-friendly tools are crucial in order to accelerate adoption of this new paradigm.







