
5
LWIR SENSORS
The sensing of electromagnetic radiation is very important for a wide variety of activities. The utility of radiation sensors in the visible region1 is large, because the atmosphere absorbs weakly in this wavelength range, allowing information to be obtained about distant objects. The near infrared and the LWIR regions2 also exhibit particularly low atmospheric absorption and thus offer high potential for long-range observation sensors.
Sensing radiation in the LWIR allows detection of unilluminated objects that are at room temperature. This capability is pivotal to several specialized applications. For instance, efficient detection of LWIR is an enabling capability for night vision, and LWIR sensors are extremely valuable for a variety of reconnaissance applications. Temperature is also a critical parameter for many manufacturing applications (see Chapter 3). Infrared sensors are advantageous because they are non-contacting and can sense a temperature change over an area very quickly. These same characteristics can be used to detect defects, such as voids, because their thermal characteristics are different from those of the matrix. In addition, LWIR detectors with appropriate characteristics could also be valuable for chemical detection, since many molecular vibrations have characteristic resonant frequencies in this energy range.
Well-defined infrared sensor needs exist in the 8–14 µm spectral region. The Department of Defense has made substantial investments in materials research for applications in LWIR sensors, due to DoD requirements for reconnaissance and night vision capabilities. For example, the military has a need to track large numbers of ballistic missiles and their associated warheads; this dictates requirements for very discriminating sensors. In this type of application, performance is of paramount importance, and cost is a significant, albeit secondary, factor. However, a key issue for future development of widespread infrared sensing technology is consideration of the price/performance tradeoff. Many applications of LWIR are far more price sensitive than the DoD example (e.g., civilian law enforcement).3 In those cases in which ultra high performance is not needed, the ease and reliability of processing and compatibility with conventional silicon electronics become important considerations, since these factors strongly affect the cost.
Many strategies can be used to detect LWIR. Bolometric approaches, in which the incident radiation heats a detector element and causes a measurable quantity to change (e.g., resistance or capacitance), are the simplest and usually the least expensive. Bolometers can operate at room temperature and are useful for certain applications, such as those in which an integrating detector is needed. A low-cost4 night vision camera is reportedly available; it is based on 240 by 336 individual microbolometers fabricated on a micromachined silicon chip (Technology Advances, 1993). Bolometers rely on a second-order effect, and this results in fundamental performance limitations of bolometric detection; for example, high sensitivity tends
to impose slow response (Westervelt et al., 1991).5 For applications requiring high sensitivity, photo-detectors (which directly convert individual photons into either an electrical voltage or current) are generally the superior choice.
LWIR PHOTODETECTORS
Photodetectors can achieve their theoretically maximal (i.e., background-limited) performance with a fast response time. These solid-state devices are used for many applications because of potentially excellent (Göpel et al., 1992):
-
geometrical registration and stability;
-
signal-to-noise ratio and dynamic range;
-
optical, electrical, and mechanical robustness; and
-
compactness and compatibility with solid-state circuitry.
Most LWIR detectors of interest are made from semiconductor materials. Detection occurs when a photon is absorbed and a carrier is excited from the filled valence band into the conduction band. Schematic diagrams of typical band structures for two different semiconductors are shown in Figure 5-1 and 5-2. The longest radiation wavelength that can be efficiently absorbed is determined by the size of the band gap.6Figure 5-1 depicts a direct-gap material (e.g., MCT), in which the radiation can be absorbed directly, whereas Figure 5-2 depicts an indirect bandgap material (e.g., silicon), for which momentum
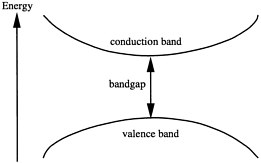
FIGURE 5-1 Direct bandgap semiconductor.
cannot be conserved when the photon is absorbed unless lattice vibrations (phonons) are also excited. Direct bandgap materials can absorb radiation whose energy is close to the band gap more efficiently than indirect gap materials (Sze, 1981).
No semiconductor material can absorb radiation efficiently unless the wavelength of the absorbed light is short enough that the photons have sufficient energy to excite carriers across the band gap. Thus, an important issue in developing materials suitable for infrared sensing at long wavelengths is tuning the band gap to be small enough for the wavelength of interest to be efficiently absorbed. An LWIR sensor must detect objects whose temperature is close to ambient (about 300 K). Since a temperature of 15 ¹C corresponds to a radiation wavelength of 10 µm, the search for improved infrared sensor materials involves finding materials with band gaps less than about 130 meV. No binary alloy has a band gap in the 130 meV range that is needed to make efficient LWIR detectors.
The materials challenges involved in making high-efficiency sensors increases markedly as the wavelength of interest increases. Given that no binary material is suitable for use as an LWIR detector material, different strategies have been used to obtain a material with the ''right" bandgap. Three such materials strategies for obtaining high-efficiency infrared detectors are discussed below: MCT (mercury-cadmium-telluride) III-V multiple-quantum-well devices, and III-V strained-layer superlattices. The last two strategies involve man-made,
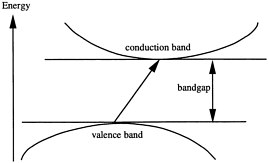
FIGURE 5-2 Indirect bandgap semiconductor.
artificially structured crystals; their manufacture requires atomic-scale control of the growth process (see "Sensors for Electronics Manufacturing" in Chapter 3).
Appropriate characteristics required of the sensors are described in terms of descriptors in Chapter 2 (and are explained in more detail in Appendix E). Several of these are particularly important for unbiased comparisons of performance between different infrared sensors technologies (Göpel et al., 1992):
-
sensitivity, as measured by specific detectivity, D*;
-
resolution, or noise-equivalent temperature i.e., the smallest temperature difference that can be resolved);
-
range, or spectral response (i.e., how the detectivity depends on wavelength);
-
response time; and
-
thermal constraint, in terms of operating temperature.
From a materials and processing perspective, significant issues are involved in addressing the list of sensor descriptors discussed in Chapter 2. In terms of minimizing the acquisition cost of LWIR sensors, a key consideration is the selection of a materials system that is inherently producible. The performance-related "figure of merit" that is usually employed for individual detectors is D*, a measure related to the inverse of the smallest detectable signal. Generally, achieving high detectivity requires reducing all nonradiative causes of carrier excitation and recombination. Strong coupling between the incident radiation and the carriers promotes high detectivity because radiative processes occur faster than nonradiative ones, which makes them more likely to be dominant. In addition to intrinsic sources of nonradiative recombination, recombination can occur at defects; these can often-times be reduced or eliminated through improved processing of the detector material.
As a general rule, the performance of a given detector can be improved by cooling, since nonradiative carrier excitation and many recombination processes can be suppressed by lowering the temperature.7
Imaging applications require multiple sensors in an array format (Scribner et al., 1991). These arrays are usually processed using semiconductor processes; this imposes stringent requirements on materials stability and uniformity as well as on processing control. For example, "dead" pixels clearly degrade the image. Even small differences between the individual detectors that make up the pixels of an array degrade the image. For a single detector, D* is clearly a relevant figure of merit. However, for arrays of detectors the performance can be limited by spatial noise (i.e., detector nonuniformity8). Material stability is an important component of the array uniformity issue. To some extent, nonuniformity can be corrected by calibrating each sensor in the array and then multiplying the output response by a correction factor. This approach increases processing overhead, and detector response can drift, which causes the correction to degrade. Drift can arise from changes in the composition of the detector material (e.g., loss of mercury from MCT due to the high vapor pressure of mercury) or from so-called "1/f noise." The origin of 1/f noise is poorly understood, but it appears to be associated with defects in the material. In addition, noise sources can arise at sample surfaces, in which case surface passivation is extremely important.
The typical performance figure of merit for arrays is the noise-equivalent temperature, which is the smallest temperature difference that can be resolved. Nonuniformity is particularly important under conditions of substantial illumination and for staring (i.e., fixed-position) arrays. Arrays can have a million or more sensors (or pixels), and such large arrays require high data rates to read the response from each sensor; this places strong constraints on correction algorithms.
Another key consideration involves the coupling of the detectors to the data processing portion of the sensor. Since the data processor and the detector materials are different (data processors are usually silicon-based), mismatches in mechanical response due to different coefficients of thermal expansion can lead to detector array operability problems.
As mentioned previously, there are at least three materials strategies for producing LWIR sensors and each is at a different level of maturity. Currently, the performance of LWIR sensors implemented
in MCT is limited by materials processing issues that are based on fundamental materials characteristics. The technology of sensors based on multiple III-V quantum-well materials is less mature but has benefited from the large investment by the electronics industry in gallium-arsinide technology. This investment has resulted in rapid progress and has made it possible to produce arrays with performance comparable to, or in some cases better than MCT arrays. The new strained-layer superlattice materials are the least mature of the three technologies. In principle, their technical characteristics should be superior to those of MCT and the cost much less. Results to date show considerable promise. However, substantial investment in materials processing improvement will be necessary to determine whether this superior performance can be achieved in practice. The status of each of these LWIR sensor materials technologies is summarized below.
LWIR Detectors Based on MCT
An early successful strategy for obtaining a material with a band gap of about 130 meV was to search for a material with three constituents (ternary alloy) possessing a bandgap of the appropriate value. This led to the consideration of HgxCd1-xTe, which is a combination of the semiconductor, CdTe (1.6 eV band gap) and the metal, HgTe (0 band gap). The band gap in mercury-cadmium-telluride thus can be continuously tuned between 0 and 1.6 eV by altering the cadmium concentration. In this system, a cutoff wavelength of 10 µm corresponds to x = 0.23. High-quality bulk material can only be obtained by alloying materials with similar lattice constants. MCT is the only bulk ternary system that is a combination of two lattice-matched materials in which bandgap tuning to the desired region has been found to be possible. The materials characteristics of mercury-cadmium-telluride are such that single detectors operating at 77 K can attain background-limited performance for detection of 10-µm radiation. The properties leading to high detectivity include the direct gap (leading to a large absorption cross-section) and high mobility carriers. The principal drawbacks of mercury-cadmium-telluride arise because the material is extremely difficult to manufacture reproducibly at the composition of interest. Indeed, individual detectors of mercury-cadmium-telluride with high D* were demonstrated in the early 1960s. Despite more than 30 years of extensive effort, the technology for manufacturable, low-cost arrays with high sensitivity in the LWIR region and good uniformity remains elusive, although considerable progress has been made (Balcerak et al., 1992; Kilby, 1994). Problems include the difficulty of maintaining homogeneous stoichiometry, as well as concentration drift, because of the high vapor pressure of mercury.9 The cutoff wavelength (related to the band gap of the material) is highly dependent on the cadmium concentration; typical variations in D* of about 15 percent for mercury-cadmium-telluride in the 10-µm region have been reported (Norton, 1991). Such a large variation leads to poor array performance as discussed earlier. Growing defect-free material necessary for reducing nonradiative carrier recombination is difficult. The material has poor radiation hardness (i.e., radiation induces defects, which degrade performance) and is soft, which makes it susceptible to mechanical damage during the many processing steps. Surface leakage currents are a problem, so that passivation is also an important issue. Generally speaking, the requirements for homogeneity and freedom from defects become more stringent as the wavelength detected increases.
The difficulties associated with mercury-cadmium-telluride have been attacked via sophisticated materials processing techniques, including MBE, organometallic vapor-phase epitaxy (Hicks, 1992), metal-organic chemical-vapor deposition, and liquid-phase epitaxy. Sensors for in situ control of melt temperature and pressure for manufacture of mercury-cadmium-telluride focal-plane arrays via liquid phase epitaxy are under development. Research areas include eddy current analysis, resistance temperature devices for precision temperature control, fiberoptic retractable probe for pressure, and energy dispersive spectroscopy for composition (Castro et al., 1992). Materials quality has improved over the last decade, and continued incremental improvements may eventually yield temporally stable, uniform detector arrays for LWIR applications. However, at the present time, major materials and processing challenges remain.
LWIR Detectors Based on Multiple-Quantum-Well Superlattice Structures
Another strategy for obtaining a material with the desired band gap for LWIR detection is to artificially create one. Semiconductor heterostructure devices can be constructed with quantum-well potentials engineered to have cutoff wavelengths in the 10-µm range. Such devices are composed of materials whose absorption spectra are tunable, because the energy levels of the bound states depend on both the depth and the width of the well. They rely on photon-induced transitions of electrons from the ground state of a quantum well to the conduction-band continuum or to a level very close to the continuum. Electrons excited in this manner are then collected using an applied voltage to yield a photo-conductive detector. Figure 5-3 is a schematic diagram of a square potential well.
Quantum-well heterostructures are constructed using alternating multiple epitaxial layers of materials with different bandgaps (Levine, 1993). The Fermi level of the structure is continuous, so that the conduction and valence bands of the different materials have a relative offset. These structures can be created so that the carriers that are doped into them effectively "see" a square potential well. Gallium arsenide (GaAs) and aluminum-gallium-arsenide (AlxGa1-xAs) are well suited for making heterostructures, since they have different band gaps and are lattice-matched over the entire aluminum concentration range. Aluminum-gallium-arsenide is used for the barriers, gallium-arsinide for the quantum wells.
For the infrared detectors of interest here, thick barriers (about 50 nm) of aluminum-gallium-arsenide separate thin gallium-arsinide layers (about 5 nm). To a very good approximation, the energetics of the carriers are well described by considering a single square potential well whose width, l, is the thickness of the gallium-arsinide layer and whose depth is determined by x, the fractional amount of aluminum in the aluminum-gallium-arsenide layers. The energy of the bound states in the wells can be adjusted by changing the amount of aluminum in the barrier (increasing the barrier height) or by changing the width of the gallium-arsinide regions (changing the barrier width).
The design of the quantum-well structure, the doping of the gallium-arsinide layers (needed so that there are carriers available to absorb the radiation), and coupling between the incident radiation and the carriers in the heterostructure must be considered in the design of infrared detectors. First, the height and width of the wells must be designed so that the energy separation between the bound state in the well and the continuum current-carrying states is the desired value. Of the several ways of designing the quantum wells, the combination of well width and depth is adjusted to optimize the detector characteristics. The carrier concentration must be large enough to provide substantial optical absorption but not so high that the carrier Fermi energy becomes too large; in practice the detectivity of the devices is optimized for silicon doping in the gallium-arsinide of about 2×10 18 cm-3. The performance is not highly sensitive to the carrier concentration.
The separation between quantum wells must be large enough that the tunneling between them is negligible and background noise (i.e., dark current) minimized to avoid degrading specific detectivity, D*. For separations greater than 50 nm, the dominant noise process involves either carriers tunneling or being thermally activated into the conduction band. Since the quantum wells are separated by large distances, it is crucial that the absorption cross-section of the carriers in each well is large. Heterostructures with approximately 50 quantum wells that are separated by aluminum-gallium-arsenide barriers with width of about 50 nm are currently used.
Optimizing the coupling efficiency of the devices
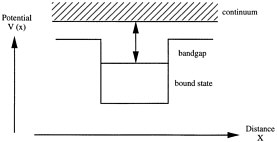
FIGURE 5-3 Square well potential.
is important, because the matrix element for optical absorption of radiation propagating normal to the plane of the layers of the heterostructure is zero. Either the geometry or the polarization of the light must be altered for the radiation to excite carriers. A properly designed metal grating (which can be realized using standard lithographic techniques) has been shown to yield over 90 percent quantum efficiency even for unpolarized light (Andersson and Lundqvist, 1991).
Another key issue for high detector performance is that the carrier recombination rate should be as small as possible. In the gallium-arsenide superlattices, the effective carrier lifetime is given by t /2 v, where t is the device thickness and v is the limiting carrier velocity, which for these heterostructures is about 107 cm/s. The observed values of v are somewhat lower than would be predicted assuming energy loss caused only by electronphonon interactions (Kinch and Yariv, 1989). At this juncture it is not clear whether this discrepancy arises because of electron-electron interactions or because of recombination in the gallium-arsinide regions. Minimizing the recombination is non-trivial: on one hand, reducing the width of the quantum wells causes the carriers to spend less time in the gallium-arsinide regions, thus reducing the recombination probability; on the other hand, for small widths, the imperfect nature of the interface at the well edges causes scattering which increases the recombination probability.
To date, quantum-well detectors have achieved a specific detectivity, D*, of greater than 1010 at 77 K for 10-µm radiation. This value is a factor of about three lower than the maximum obtainable background-limited value (assuming a 300 K background and a hemispheric field of view). Further substantial improvements in detectivity require increasing the carrier lifetime, which is beyond current understanding.
The quantum-well infrared detectors discussed here all generate a photocurrent when exposed to radiation (i.e., they are photo-conductive) and thus require an externally supplied bias voltage. In principle, a photovoltaic detector is preferable to a photo-conductive detector; the maximum theoretically attainable D* for a photovoltaic detector is larger by a factor of v2, a bias voltage is not needed, and a photovoltaic detector usually dissipates less energy.10 Recently, a quantum-well structure with a blocking layer was shown to exhibit photovoltaic response but with a quantum efficiency of less than 1 percent (Wu et al., 1992). In this case, the photovoltaic response arose only from a few quantum wells near the blocking layer, so it is uncertain if this type of detector can be improved to the point where the performance is comparable to the photoconducting quantum-well detectors or to mercury-cadmium-telluride.
In summary, present individual gallium-arsinide/aluminum-gallium-arsenide heterostructure detectors operating at 77 K have a specific detectivity, D*, for a hemispheric field of view which is about a factor of 3 lower than the background-limited value. However, because of superior uniformity, arrays of these structures already exhibit performance exceeding that of mercury-cadmium-telluride detector arrays for selected applications.
LWIR Detectors Based on Strained-Layer Superlattice Structures
Desired band gaps for LWIR detection can be artificially created in semiconductor heterostructures by employing lattice strain to cause major changes in electronic and optical properties of the material. Significant materials and processing issues are involved in the growth and processing of strained-layer superlattice (SLS). A typical structure designed to have no net strain consists of three principal regions:
-
a crystalline substrate of bulk crystal;
-
a buffer layer made up of an alloy with a graded composition, so that the lattice constant varies from that of the substrate to that of the SLS to be grown; and
-
the SLS.
The buffer layer is engineered to provide a transition from the substrate crystalline lattice constant to the average lattice constant of the SLS and must be sufficiently thick so that the equilibrium lattice constant at the final composition constant is determined by the accumulation of misfit dislocations. In
the strain-relief buffer, the lattice constant is graded by gradually changing the composition of ternary materials grown over a thickness of a few micrometers.
The SLS grown on the buffer layer consists of many alternating thin (=30 nm) single crystal layers with lattice constants that are alternately larger and smaller than the average constant. Thus, each layer of the SLS is elastically strained. The alternating strains deflect dislocations that originated in the graded layer to the edge of the wafer. The dislocations tend to be confined to the first few layers of the SLS to produce high-quality, dislocation-free material in the upper layers. This structure is shown schematically in Figure 5-4 in which the average lattice constant is greater than that of the substrate. The grid width represents a unit cell dimension (not to scale in Figure 5-4.) The lattice spacing
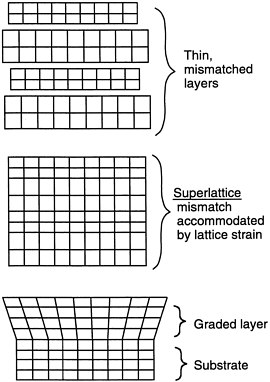
FIGURE 5-4 Nanoscale cross-section of strained layer superlattice material.
changes in the plane of the epitaxial strained-layer structure are accompanied by a change in the lattice spacing perpendicular to the layer to maintain a constant unit cell volume. Thus, crystals with cubic equilibrium structures undergo a tetragonal distortion. This tetragonal distortion can be used to engineer major changes in the electronic and optical properties of the layers (Osbourn, 1986).
SLSs grown in the indium-arsenide-antimonide [In(As,Sb)] materials system currently offer the best route for developing SLS LWIR detectors. Historically, indium-arsenide-antimonide was the first III-V compound semiconductor materials system in which photovoltaic detectors were demonstrated at wavelengths beyond those possible in bulk III-V alloys, and thus significant effort had been directed toward the development of detectors and arrays of photodiodes for infrared imaging systems in the indium-arsenide-antimonide materials system. Indium-antimonide (InSb) infrared detector technologies, based upon p-n junction photodiodes or metal-insulator-semiconductor detector structures grown on indium-antimonide substrates, are widely used for medium-wavelength infrared applications. Indium-antimonide detectors typically operate at 77 K and have maximum detectivity at a wavelength near 5-µm. Indium-antimonide detector arrays are usually hybridized with silicon readout electronics to construct high-resolution imaging systems. Indium-arsenide detectors have also been developed and are commercially available. Because the spectral range of indium-antimonide detectors is not well matched to any infrared transparent atmospheric windows, these detectors have received little attention.
Devices based on ternary alloys of In(As,Sb) offer longer-wavelength performance than either indium-antimonide or indium-arsenide; however, development of bulk devices based on In(As,Sb) alloys is limited by the absence of any binary III-V crystal with the appropriate lattice constant. Growth of bulk alloys on a substrate with a significantly different lattice constant leads to high dislocation densities and microcracks which severely limit the device performance. Even if high-performance devices could be developed in these bulk alloys, the cutoff wavelength would be limited to less than 9-µm at 77 K. The minimum band gap
corresponding to this 9-µm limit occurs near the InAs0.4Sb0.6 alloy composition.
Osbourn recognized that SLS of indium-antimonide/InAsSb could permit infrared detector development for operation in the spectral region of interest for atmospheric applications of about 10 µm (Osbourn, 1984). Furthermore, high-quality SLS structures can be artificially grown by using a strain-relief buffer between the InSb substrate and the active layers of the device to accommodate the lattice mismatch.
An important feature of antimony-rich InSb/InAsSb SLS is that it exhibits Type II band alignment in which the electron and hole potential wells are located in different layers on the SLS. For this type of band alignment, the lowest-energy, longest-wavelength transition occurs for an electron excited to the conduction band of an InAsSb layer, leaving a hole in the valence band of an InSb layer. The transition is direct in momentum-space but indirect in real space. Because the very low electron effective mass in InSb allows penetration of the wave function into the barrier layer, the transition has a large absorption cross-section. Furthermore, electrons and holes excited in this manner physically separate into different layers of the crystals, which results in anomalously long lifetimes for the charge carriers. The unique solid-state physics features of this SLS materials system make high-efficiency detectors possible.
Type II behavior is infrequently observed in III-V materials, but it has important implications for LWIR detectors. Specifically, the band gap between the InAsSb and InSb layers decreases with increasing arsenic content in the InAsSb layer of the SLS. The band gap of InSb/InAsSb SLS structures goes to zero at an arsenic content of about 25 percent; because the energy levels are affected by strain and quantum size effects, the exact composition at which the band gap vanishes depends on the details of the structure.
As a point of interest, the ability to tailor the band gap throughout the LWIR spectral region permits the fabrication of detectors with very long wavelength response. To date, detectors that exhibit response out to 18 µm have been demonstrated. However, major materials and processing development will be required before arrays are available with spectral response at this wavelength. Materials with spectral response at this wavelength are pushing the limit of stability and are difficult to grow on InSb substrates, where the entire structure is in tension if the buffer layer is not completely relaxed.
Although the InSb/InAsSb materials system has not yet been extensively developed, it offers important advantages in infrared detector performance compared with mercury-cadmium-telluride. In addition to the III-V compound semiconductors being much more robust materials than the II-VI compound semiconductors, they offer a major advantage over bulk alloys in that the band gap is controlled by different properties in the two systems. For mercury-cadmium-telluride, the band gap is determined by the bulk alloy composition. The effective masses, m*, of the electrons and holes are intimately connected to the band gap, and m* approaches zero as the band gap approaches zero. The small effective mass results in large tunneling currents in photovoltaic detectors. These tunneling currents result in noise in the detector, which severely limits detector performance. Since tunneling is temperature independent, the performance is degraded at all temperatures. In a Type II SLS, however, the band gap is determined by the band offset by the two layers. Thus, the band gap can be driven to very low values without concomitant decreases in the effective mass of the charge carrier. Decoupling the band gap and the effective mass eliminates the limiting feature of bulk alloy systems for very long wavelength operation.
High-quality InSb/InAsSb SLSs have been grown both by molecular beam epitaxy and metal-organic chemical vapor deposition (Dawson, 1989; Biefeld, 1986). Both photovoltaic and photoconductive detectors have been fabricated using such materials. As noted in the discussion of quantum-well detectors based on gallium-arsinide/AlGaAs, photovoltaic detectors are preferable in principle to photoconductive detectors because they offer higher detectivity and do not require a bias voltage. To date, however, because of 1/ƒ noise, the detectivities of SLS photovoltaic detectors operated at video frequencies are lower than those composed either of mercury-cadmium-telluride or of gallium-arsinide/AlGaAs quantum wells.
The SLS detectors made to date display substantial zero-illumination current which can be reduced by surface passivation. However, the passivated devices display large 1/ƒ noise, which limits the frequency region where high detectivity is obtained to frequencies greater than 100 kHz (Kurtz et al., 1990). Video imaging typically samples at frequencies on the order of 100 Hz, so that substantial reduction of the 1/ƒ noise is needed before these detectors are an attractive option for these applications. The origin of the 1/ƒ noise is unknown; it may be related to the surface passivation, or it could reflect the presence of threading dislocations in the SLS.
Photovoltaic detectors operating at 10 µm that have been made from InSb/InAsSb SLS structures have demonstrated a D* of 4×1010 operating at 100 kHz at 77 K (Kurtz et al., 1990). Detectors have also been demonstrated in the InSb/InAsSb SLS system that operate at longer wavelengths. At these longer wavelengths, the theoretical detectivity of InSb/InAsSb SLS infrared detectors exceeds that of MCT detectors that have the same long-wavelength limit.
MATERIALS DEVELOPMENT OPPORTUNITIES FOR LWIR PHOTODETECTORS
In evaluating LWIR sensor materials, many factors arise in addition to the value of the band gap. Some of these factors include those based on solid-state physics principles. In these cases, theoretical calculations can be made regarding a material's expected best performance and theoretical limitations. The performance of a sensor cannot surpass that determined through an understanding of the fundamental physics. For example, fundamental limitations include carrier interaction, absorption cross-section, and electron-phonon couplings, as well as material stability.
In practice, maximum theoretical performance is rarely attained for large LWIR arrays due to the realities imposed by the materials synthesis and processing operations. In many cases, final performance is limited by materials issues. These issues form the basis for materials research opportunities. Materials processing plays a critical role in all of these strategies. For example, detector performance is extremely sensitive to defects and inhomogeneities that are not "fundamental" but can be pervasive unless the materials growth and processing is extremely well controlled. Improvements in LWIR sensor materials will thus depend to some extent on the development of LWIR and other sensor technologies that can be used for intelligent process control (e.g., as discussed in Chapter 3). This is particularly true for those processes that involve artificially structured materials where manufacture requires atomic scale control of the growth process.
Cost is not a fundamental physical limit, but it does impose significant practical constraints in most cases. To control the acquisition cost of LWIR sensors, a key consideration is the selection of materials systems that are inherently robust and producible. In terms of operating costs, materials that do not require significant post-processing of their outputs to provide a uniform response are preferable, as are sensors that do not readily degrade in performance over time.
Examples of specific materials R&D needs for the three LWIR photodetector materials systems discussed in this chapter are summarized below. It should be noted that LWIR bolometers can present attractive alternatives to photodetectors for certain applications, and the committee encourages continued development of those systems.
MCT
The quality of LWIR MCT has improved over the last decade, and continued incremental improvements may eventually yield temporally stable, uniform detector arrays for LWIR applications. However, materials instabilities result in major materials and growth challenges.
Very sophisticated materials-processing techniques are being employed to produce low-defect LWIR material. These processes can only be effective if there are available sensors for in situ process control. Sensors that detect melt temperature and pressure of the constituent elements (especially mercury) during liquid-phase epitaxy processing are under development. Sensors developed for in situ process control can be applied to molecular beam epitaxy organometallic vapor-phase epitaxy,
and metal-organic chemical vapor deposition processing.
Growth of MCT is made more difficult by a paucity of suitable lattice-matched substrates. The most commonly used substrate is cadmium-telluride, which is expensive and difficult to produce in the large sizes needed for arrays. Development of a low-cost, producible alternative material to cadmium-telluride for substrate use represents a high-risk, high-payoff research opportunity. Another high-payoff, but high-risk, approach is the development of materials processing techniques for growth on nonlattice-matched substrates.
Multiple-Quantum-Well Materials
The background-limited performance of LWIR sensors based on multiple quantum well technology is inferior to that of mercury-cadmium-telluride. Currently, individual gallium-arsinide-AlGaAs heterostructure detectors have a specific detectivity of about one-third that of the fundamental limit. Because of superior response uniformity, arrays of these structures already exhibit performance exceeding that of MCT detector arrays for selected applications despite the higher theoretical detectivity of mercury-cadmium-telluride. These materials are producible using process controls developed for gallium-arsinide.
Further improvements in detectivity of quantum-well detectors involve improving the efficiency of the optical coupling of the incident radiation to the detector material and increasing the carrier lifetime. Several promising approaches are under way to improve the optical coupling efficiency, but the definitive solution has not yet been found. At this time, it is not clear how to increase carrier lifetime, and thus this is an area requiring basic research.
SLS Materials
From consideration of the fundamental physics, this materials system offers many attractive advantages for LWIR applications. SLS is the least mature of the three technologies. Thus, substantial improvements in realized performance should be possible if adequate effort is devoted to the technology, since there appears to be no fundamental limitations. Major materials and processing issues remain to be resolved for the manufacture of low-cost, high-performance detector arrays in this materials system. For example, the development of surface passivation is extremely important to device performance.
REFERENCES
Andersson, J.Y., and L. Lundqvist. 1991. Near-unity quantum efficiency of Al GaAs/GaAs quantum well infrared detectors using a waveguide with a doubly periodic grating coupler. Applied Physics Letters 59(7):857–859.
Balcerak, R., P.W. Pellegrini, and D.A. Scribner, eds. 1992. Infrared Focal Plane Array Producibility and Related Technology. SPIE Vol. 1683. Bellingham, Washington: SPIE Press.
Biefeld, R.M. 1986. The preparation and properties of InSb and InAs 1-xSbx by metalorganic chemical vapor deposition . Journal of Crystal Growth 75:255–263.
Castro, C.A., G.H. Westphal, and L. Colombo. 1992. Intelligent processing of focal plane arrays: Sensors. Pp. 58–73 in Infrared Focal Plane Array Producibility and Related Technology. Balcerak, R., P.W. Pellegrini, and D.A. Scribner, eds. SPIE Vol. 1683. Bellingham, Washington: SPIE Press.
Dawson, L.R. 1989. MBE growth of strained-layer superlattices and quantum wells. Journal of Crystal Growth 98:220–225.
Göpel, W., J. Hesse, J.N. Zemel, eds. 1992. Sensors: A Comprehensive Survey. Volume 6: Optical Sensors. New York: VCH.
Hicks, R.F. 1992. The chemistry of the organometallic vapor-phase epitaxy of mercury cadmium telluride. Proceedings of the IEEE 80:1625.
Kilby, J.S. 1994. DoD Advisory Group on Electron Devices (AGED) 1994. Annual Report 1992/1993. Arlington, Virginia: AGED Secretariat, Palisades Institute for Research Services.
Kinch, M.A., and A. Yariv. 1989. Performance limitations of GaAs AlGaAs infrared superlattices. Applied Physics Letters 55(20):2093–2095.
Kurtz, S.R., L.R. Dawson, T.E. Zipperian, and R.D. Whaley, Jr. 1990. High detectivity (>1×1010cmHz0.5/W) InAsSb strained-layer superlattice, photovoltaic infrared detectors. IEEE Electron Device Letters 11(1):54–56.
Kurtz, S.R., and R.M. Biefeld. 1991. Infrared magneto-optical and photoluminescence studies of the electronic properties of In(As,Sb) strained-layer superlattices. Physics Review B 44(3):1143–1149.
Levine, B.F. 1993. Quantum well infrared photodetectors. Applied Physics Reviews 74(8):R1–R81.
Norton, P.R. 1991. Infrared image sensors. Optical Engineering 30(11):1649–1663.
Osbourn, G.C. 1984. InAsSb strained-layer superlattices for long wavelength detector applications. Journal of Vacuum Science and Technology: Microelectronics Processing and Phenomena B2:176–178.
Osbourn, G.C. 1986. Recent trends in III-V strained-layer superlattices. Journal of Vacuum Science and Technology B4:142.
Scribner, D.A., M.R. Kruer, and J.M. Killiany. 1991. Infrared focal plane array technology. Proceedings of the IEEE 79(1):66–85.
Sze, S.M. 1981. Physics of Semiconductor Devices, second ed. New York: John Wiley & Sons.
Technology Advances. 1993. Micromachined bolometers may lead to low-cost infrared night-vision systems. Electronic Design 41(25):35.
Westervelt, R., J. Sullivan, and N. Lewis 1991. Imaging Infrared Detectors. JASON report number JSR-91-600. McLean, Virginia: Mitre Corp.
Wu, C.S., C.P. Wen, R.N. Sato, M. Hu, C.W. Tu, J. Zhang, L.D. Flesner, L. Pham, and P.S. Nayer. 1992. Novel GaAs/AlGaAs multiquantum-well Schottky-junction device and its photovoltaic LWIR detection. IEEE Transactions on Electron Devices 39(2):234.
BIBLIOGRAPHY
Dennis, P.N.J. 1986. Photodetectors: An Introduction to Current Technology. New York: Plenum.
Göpel, W., J. Hesse, and J.N. Zemel, eds. 1992. Sensors: A Comprehensive Survey. Volume 6: Optical Sensors. New York: VCH.
Hicks, R.F. 1992. The chemistry of the organometallic vapor-phase epitaxy of mercury cadmium telluride. Proceedings of the IEEE 80(10):1625–1640.
Hudson, R.D., Jr., and J.W. Hudson, eds. 1975. Infrared Detectors. Stroudsburg, Pennsylvania: Dowden, Hutchinson and Ross.
Levine, B.F., M.A. Kinch, and A. Yariv. 1990. Comment on "Performance limitations of GaAs/AlGaAs infrared superlattices." (With Reply). Applied Physics Letters 56(23):2354–2355.
Levine, B.F., K.K. Choi, C.G. Bethea, J. Walker, and R.J. Malik. 1987. New 10 mu-m infrared detector using intersubband absorption in resonant tunneling GaA1As superlattices. Applied Physics Letters 50(16):1092–1094.
Levine, B.F., C.G. Bethea, G. Hasnain, J. Walker, and R.J. Malik. 1988. High detectivity D*=1.0×1010 cm-Hz1/2/W GaAs AlGaAs multiquantum well Lambda=8.3 mu-m infrared detector. Applied Physics Letters 53(4):296.
Levine, B.F., C.G. Bethea, G. Hasnain, V.O. Shen, E. Pelve, R.R. Abbott , and S.J. Hsieh. 1990. High sensitivity low dark current 10 mu m GaAs quantum well infrared photodetectors. Applied Physics Letters 56(9):851–853.
Levine, B.F., C.G. Bethea, K.G. Glogovsky, J.W. Stayt, and R.E. Leibenguth. 1991. Long-wavelength 128 multiplied by 128 GaAs quantum well infrared photodetector arrays. Semiconductor Science and Technology 6(12C):C114–C119.
Levine, B.F. 1993. Quantum well infrared photodetectors. Applied Physics Reviews 74(8):R1.
Manasrek, M.O. ed. 1992. Semiconductor Quantum Wells and Superlattices for Long-Wavelength Infrared Detectors. Norwood, Massachussetts: Artech House, Inc.
NRC (National Research Council). 1988. Process Challenges in Compound Semiconductors. NMAB 446. National Materials Advisory Board, NRC. Washington, D.C.: National Academy Press.
NRC (National Research Council). 1982. Assessment of Mercury-Cadmium-Telluride. NMAB-377. National Materials Advisory Board, NRC. Washington, D.C.: National Academy Press.
Nordwal, B.D. 1993. Airports may use IR, magnetic sensors. Aviation Week and Space Technology 139(23):42.
Norton, P.R. 1991. Infrared image sensors. Optical Engineering 30:1649–1663.
Scribner, D.A., M.R. Kruer, J.C. Gridley, and K. Sarkady. 1988. Spatial noise in staring IR focal plane arrays. In Proceedings of the SPIE, Vol. 930:56–63. Conference location and date: Orlando, Florida: April 6–7, 1988.
Roe, D., and D.L. Vincent. 1984. Thermal imaging sensors. National Defense 68(404):28.











