
8
Nondestructive Evaluation
Inspections of commercial transports encompass a variety of scheduled services or checks of the aircraft with predetermined work content. These checks occur at defined frequencies, either flight hours or calendar days, depending on the type of aircraft and its typical mission (see table 7-1 for typical schedule of maintenance and service). The airline industry uses many different nondestructive evaluation (NDE) technologies during these service and maintenance operations. The common inspection methods currently used are:
-
visual (normal and intensified),
-
penetrant,
-
audio sonic,
-
leak-checking components (hot water immersion),
-
X-ray (one or two position),
-
eddy current for corrosion,
-
ultrasonic (pulse echo or through-transmission),
-
resonance testing,
-
coating color change for heat damage,
-
conductivity check of metal parts for heat damage,
-
hardness check in noncritical areas, and
-
moisture detector for nonconducting parts.
There are many available references that specifically address application of these common NDE techniques to airframe structures. General overviews of NDE in aerospace have been discussed by Heyman (1989) and Achenbach (1992).
Hagemaier (1988) discussed the organization, procedures, and methodologies to implement NDE into the total product cycle for commercial aircraft. He described the typical process for the selection and development of an inspection process for maintenance activities. Inspection requirements were developed in response to the discovery of cracks or corrosion during routine maintenance. Inspections have also been developed based on structural analyses and on the results from full-scale fatigue and damage tolerance testing. With the introduction of new materials with known durability limitations caused by fatigue or other damage, it is important to determine NDE requirements prior to maintenance or inservice actions.
On-aircraft eddy current inspection is used for the detection of subsurface cracking, which usually occurs at areas of high stress concentration (e.g., splice joints) (Hagemaier et al., 1988). This low-frequency eddy current inspection is performed by scanning the 1.0 kHz reflectance probe over the lower wing skin. The inspector observes changes in the cathode-ray tube display for crack indications. Typically, these traces are difficult to read and interpret. The result of the inspection is classically described as "go" or "no-go" (i.e., either no defect [crack] was detected or there was a defect [crack] detected). There has been little quantitative analysis done in-service to determine the flaw characteristics.
Much of the work concerning aging aircraft has focused on NDE (Bobo, 1989; Kotzian, 1989; Hagemaier, 1990). Three main areas of concern have been identified, including crack detection, corrosion detection, and lack of bond in lap joints. Hagemaier (1990) described NDE techniques that are useful for each of these defects. Unfortunately, all of the techniques described, including eddy current, radiography, and ultrasonics, are time-consuming and sensitive to inspector interpretation.
Inspection issues continue to create problems for the airlines during maintenance of aging aircraft. The most critical issues inhibiting a successful maintenance program include inadequate inspection standards, lack of quantitative defect interpretation, and lack of definitive rejection criteria. In addition, inspections for large-scale parts, such as the wings or fuselage, for the detection of the onset of multiple-site damage, corrosion, or other types of in-service damage is extremely time-consuming and tedious. To detect multiplesite damage and corrosion, commercial transport operators need cost-effective, wide-area inspection methods to detect:
-
hidden corrosion,
-
small or subsurface cracking (not visually inspectable),
-
damage in inaccessible locations,
-
disbonds and weak bonds (Sampath, 1993).
The results of current inspection programs, together with the aging aircraft experience, place strong emphasis on the need for the development of improved standards for NDE methodologies and the specific materials and structural applications. In particular (and with respect to this NRC study) it is important that inspection standards be developed to represent the new materials and structural concepts with the specific defects known to be detrimental to the damage tolerance and durability of the aircraft.
In recent inspection reliability studies conducted by the FAA Technical Center and Sandia National Laboratories, inspection times ranged from 2–5 labor hours per 80 feet of lap slice using a standard eddy current technique. Experience at United Airlines has shown that a typical 747 lap-slice inspection requires four people for two shifts (i.e., 64 labor hours) to complete. Furthermore, inspection times do not include the stripping of paint which is often required. Other inspections, including ultrasonic inspections (low-frequency bond test, pulse echo, and through-transmission contact) require similar times.
The application of instrumental NDE technology only constitutes approximately 10 percent of the inspection accomplished on today's aircraft. However, with the aging of the commercial fleet and the need to detect the onset of multiplesite damage to protect structural safety, the reliance on instrumental NDE methods could increase. The remaining (90 percent) inspections are currently accomplished using visual inspection methods. Visual inspection can be even more tedious and considerably more subjective than other NDE techniques. A further consideration is that extensive disassembly is often required in order to perform visual inspections (Dreher, 1995).
During the past 20 years, research in NDE has been expanding to respond to the needs of all industries, including aerospace. Centers of excellence for NDE research and development have been established at Iowa State University and The Johns Hopkins University. In addition, many other well-known universities around the world have established NDE as a significant research area in their schools of engineering or applied science.
A comprehensive overview of NDE research specifically for aerospace is presented by Achenbach and colleagues (ASME, 1992). The following sections provide a brief overview of technologies that are projected by the committee to have the greatest impact on next-generation commercial aircraft. It is assumed that current NDE methods such as visual, ultrasonics, eddy current, and radiography will continue to be used.
THERMAL METHODS
Thermal inspection comprises all methods in which heat sensing devices are used to measure temperature variations in the system being inspected. An overview of thermal inspection is presented by Hardy and Bolen (1989). A more advanced overview by Henneke and Tang (1992) specifically described thermal-wave imaging, both real-time video and long-time scanning.
Infrared thermography provides a rapid means for inspecting large surfaces (Henneke and Tang, 1992). The surface of a large component can be scanned quickly to identify problem areas which can be subsequently inspected in more detail to determine quantitative results. Recent studies have identified infrared thermography to be useful to detect defects and damage in composite materials. In addition, thermographic testing was determined to be a good method for detecting defects in foam-core structures (Vikstrom, 1989).
The Lawrence Livermore National Laboratories investigated and demonstrated the application of dual-band infrared imaging as a dynamic thermal tomography tool for wide-area inspection of the Boeing 737 (Del Grande et al., 1993). However, this technique is still an emerging technology and requires additional work to verify that the implications based on laboratory calibration standards are consistent with the effects of corrosion on actual aircraft structures.
ACOUSTIC EMISSION
Acoustic emissions are transient elastic waves emitted when there is a sudden change of stress in materials. These waves radiate through the structure and can be detected on the surface using one or multiple sensors. Acoustic emission (AE) has been investigated for many years with its application as a useful NDE method beginning in the late 1940s and early 1950s (Drouillard, 1988). An extensive overview of AE measurements as well as recommendations for future work has been prepared by Sachse and Gorman (1992). The characteristics of the AE response of a wide variety of aerospace alloys, polymer-matrix and metal-matrix composites, as well as the correlation of AE data with load, strain, and deflection nonlinearities in composite airframe structural components, have been reviewed and summarized by McBride et al. (1987).
The challenges and approaches to monitoring AE signals in aircraft structures have been described by McBride and Maclachlan (1984). AE data includes noise from airframe rubbing and fretting and rapid changes in structural loading during flight. The in-flight monitoring of AE signals, however, seems possible because noise far from the sensor results in mostly low-frequency signals, and engine-generated noise is not a problem above 300 kHz. Unfortunately, the number of signals generated by slow crack growth is several orders of magnitude lower than the number of airframe noise signals (McBride and Maclachlan, 1984).
Another approach has been to exploit pattern recognition techniques to identify crack growth signals and separate them from fretting noise (Friesel, 1989). Waveform classification features that allowed discrimination between AEs from crack growth and from fretting in a thick-jointed aluminum plate have been developed. This research was performed in the laboratory using a test specimen (7075-T651 aluminum) with a pin-loaded joint to enable the generation of fretting noise.
The technique of AE must be more fully understood, including the emission source, structure, sensors, and analyzing system to make it a more practical and reliable inspection
method for materials and structures (Sachse and Gorman, 1992). However, AE has many advantages that make it a candidate for a fast, "whole-field" technique, including the capability to detect cracks that are actively growing. The capability to distinguish the defect noise from other airframe noise continues to be a major issue that will require additional research.
LASER NDE METHODS
There are several types of laser NDE methods: acoustic holography, shearography, laser ultrasonics, optical holography, and acoustic microscopy. Some of these techniques have the advantage of not requiring contact, allowing a "full-field" view of the structure.
Shearography, an interferometric method, is receiving extensive attention as a potential technique for airframe structures. A major limitation is the need to apply load to the structure during the inspection process. Hung (1989) has presented a detailed discussion of shearography.
Acoustic holography and optical holography (ASM, 1989) use the same principles because the laws of interference and diffraction apply to all forms of radiation. Differences between the methods are due to the method of recording the output. Optical holography, a noncontact method, has been used to detect disbonds in honeycomb sandwich structures. Acoustic holography, requires a liquid interface to transfer the acoustic waves into the material being inspected. Therefore, acoustic holographic methods are used on smaller samples either in production or in the laboratory.
Recent research by Ferraro and colleagues (1994) has investigated the use of holography interferometry for large composite aircraft parts. This study evaluated the physical mechanisms by which the flaws are detected. Particular attention was focused on the inspection of sandwich composite parts made of two skins of carbon-fiber-reinforced epoxy bonded to aramid (Nomex®) honeycomb core. This research resulted in an optimized technique based on the physical mechanisms of disbond detection. However, like most new NDE methods, development of these laser-based methods has been conducted primarily in research environments. The transfer of the technology into actual field conditions has been limited, and little effort has been extended for full implementation (e.g., training and certification of inspectors and maintenance of equipment).
OTHER NDE METHODS
There are many other NDE methods being studied, including advances in ultrasonics, electromagnetic, radiographic, optical enhancers, microwaves, and others. Other improvements are being research in signal processing, analysis, and enhancement. The availability of computers that are compact, fast, and portable is increasing the use of digital technology for real-time inspections. However, the same NDE technologies used 10–20 years ago are still being used today for the majority of inspections. Recent advances in NDE technology have not been successfully transferred from the laboratory into field service.
As new materials and structures are introduced into next-generation aircraft, it is imperative that the NDE techniques required to support them are transferred successfully into the maintenance and repair facilities.
Aging aircraft experience has shown that NDE techniques require standards to improve the overall repeatability and reproducibility of the inspection. Inspections are now costly and time-consuming. Cost-effective, quantitative NDE methodologies to enhance maintenance inspections should be developed and demonstrated for next-generation aircraft.
NDE AS AN ENGINEERING TOOL
NDE technology has been principally practiced as an empirical technology, not as a quantitative engineering discipline. In general, NDE methods have been specified for material and component inspection requirements to maintain the necessary quality. In most industries—including the aircraft industry—the inspection requirements are defined in a specification that describes the sensitivity level of the inspection method as well as the rejectable flaw size.
Damage-tolerant assessments, however, rely heavily on knowledge regarding the flaw size that can be detected. In the 1970s, the U.S. Air Force introduced the damage-tolerant assessment concept for the military aircraft industry. To determine flaw-size detectability for in-service inspection, Lockheed conducted the first evaluation of NDE methods (Lewis et al., 1979). The evaluation concluded that the overall reliability of NDE performed by the Air Force fell significantly below the anticipated and needed capabilities. NDE reliability analysis or probability of detection has been thoroughly discussed in the literature and is commonly used in today's industry to determine inspection capability (Berens, 1989). The difficulty in using the present NDE techniques is that the cost of conducting a reliability study is extremely prohibitive for the commercial airline industry. Furthermore, the creation of representative samples with known defects is extremely difficult, as well as expensive. For example, U.S. Air Force studies in the 1980s for gas turbine engines cost over $1 million per study (Cooper, 1995), and recent efforts by the Nuclear Regulatory Commission to develop a set of parts with "real" defects cost in excess of $10 million (Turnbow, 1995).
Significant advances have been made recently that involve the development of additional engineering tools to "predict"
the response of the NDE measurement process (Thompson, 1992). Quantitative models of the NDE measurement processes (i.e., a ''measurement" model for each of the various inspection technologies) will provide an engineering basis for subsequent NDE measurement.
The purpose of the measurement model is to predict the NDE system's response to specific defects in a given material or structure. The model must include (1) the geometric details of the part; (2) the material(s) of construction; (3) the inspection system details (i.e., sensor, instrument, orientation, etc.), and (4) the NDE energy model including the generation, propagation, and reception of the energy (i.e., ultrasound waves, eddy currents, X-rays, etc.). The measurement model must also consider characteristics of the energy interaction with the material, noise sources, energy losses due to material anisotropy, and any other variations caused by the entire system.
Several NDE measurement models have been developed over the past several years, including models for ultrasonics, eddy current, and radiography (Thompson, 1992). One useful application of these measurement models is the prediction or simulation of probability of detection (Gray et al., 1989). Figure 8-1 shows the results of a detectability simulation of circular cracks at three different depths and for two scan plans. In the case shown, the geometry of the part focuses the acoustic beam at the intermediate depth (25 mm [1 in.]), resulting in a reduced beam width and lower probability of detection.
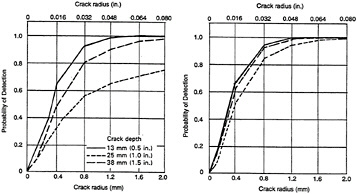
FIGURE 8-1 Probability of detection simulations for ultrasonic detection of circular cracks at different depths below a component surface for two scanning plans. Source: Gray and Thompson (1986). With permission of Plenum Publishing Corp.
The development of NDE measurement models for the commercial aircraft industry will significantly improve the current NDE state-of-the-art practice. The models, if developed, will provide:
-
prediction of NDE reliability for both production and in-service inspection without costly and time-consuming experimental demonstration programs;
-
improvements of inspection procedures; and
-
integration of the NDE reliability with the damage-tolerant and durability assessment to optimize total life for a given system.
SUMMARY
The emphasis for future NDE developments should stress (1) reliability of defect detection, (2) cost-effectiveness, and (3) ease of implementation in field environments. The FAA can play a pivotal role in assessing the capabilities of new methods to detect defects critical in aircraft operation, developing inspection standards and reliability characterization, and transferring the technology into fleet applications. Improvements in NDE standards and methods are critical in the monitoring of the commercial aircraft fleet and must keep pace with new developments in materials and structures technology.




