
3
Reinforcement
Concrete is an attractive building material because of its relatively low cost, environmental stability, and high compressive strength. Due to its inherent low tensile strength, however, concrete requires reinforcement in applications where significant tensile stresses will be realized in order to maximize its load-carrying capability and improve its toughness. Conventional concrete technology utilizes composite theory to optimize the effects of various combinations of matrix materials, graded aggregates, and reinforcement materials (e.g., continuous rebar reinforcement and fiber) on overall performance and properties. This chapter discusses the potential effects of continuous reinforcements, discontinuous-fiber reinforcements, and multiple-reinforcing-phase configurations on the properties and performance of nonconventional concrete technologies within an MSE systems context.
Reinforcements may be used in concrete in more than one manner. For example, continuous reinforcements are used in non-prestressed reinforced concrete to improve the load-carrying capability of the structure by providing high tensile strength, while discontinuous reinforcements are added to improve the toughness needed to alter crack paths and cracking mechanisms. A consequence of using discontinuous or non-prestressed continuous reinforcements in concrete is that the concrete must crack before the benefit of the reinforcement can be realized. In addition to compromising the mechanical integrity of the concrete, this cracking can result in exposure of the reinforcement to environmental factors (e.g., water, road salt, etc.) that may corrode the reinforcement phase. In prestressed concrete, however, a continuous reinforcement is placed under tension until the concrete sets, at which
time the reinforcement is secured against the concrete. The tensile stress in the reinforcement develops a counteractive compressive stress in the concrete. The concrete can thus carry loads without cracking until the tensile stress created exceeds the compressive stress produced by the prestressed reinforcement. This configuration utilizes the high compressive strength of concrete more fully. It is evident from these examples that the performance requirements of reinforcements vary from continuous to discontinuous reinforcements and from reinforcements that are prestressed to those that are not. Furthermore, the composition, processing, and properties of the concrete matrix also dictate the requirements of the reinforcement.
PERFORMANCE REQUIREMENTS
Performance requirements are usually defined in terms of the structural elements (concrete plus reinforcement) rather than the property requirements of the individual constituents. Furthermore, the performance requirements of the concrete structural elements vary with application and are frequently dominated by a specification of compressive strength. For example, a residential driveway will typically require a 14 to 21 MPa (2,000 to 3,000 psi) standard concrete without additives. In contrast, a prestressed concrete bridge girder may need 69 MPa (10,000 psi) concrete with special additives for rapid strength gain during processing. High-strength concrete provides reduced creep strain over time and therefore greater prestress retention upon transfer of the jacking forces during production. High-strength concrete also shows improved bond strength with embedded prestressed rebar.
In addition to structural performance requirements, durability and life extension are at the forefront of infrastructure materials concerns. For example, in addition to vertical forces from the bridge support bearings, a bridge abutment may also be subjected to lateral pressures from retained soils and ground water (which may also have a deleterious chemical content), deicing salts, and seasonal temperature and relative humidity fluctuations. These environmental conditions drive the specifications for concrete permeability, reinforcement cover, and possibly reinforcement coatings and alternative reinforcement materials, all of which are aimed at improving the durability of concrete structures.
Translating the property requirements of a concrete structural system into specific reinforcement requirements is a nontrivial exercise. In
general terms, the move towards higher strength concrete in prestressed concrete beams requires the use of higher yield-strength, prestressed continuous reinforcements, and precludes the use of most nonmetallic materials as rebar despite their resistance to corrosion because of their inferior tensile strength and stiffness properties. In fact, higher strength concrete with low permeability may further facilitate the use of metallic rebar by reducing the exposure of such reinforcement to environmental factors. However, in applications where concrete (including high-strength concrete) can crack under service loads, protective coatings or an environmentally resistant reinforcement are needed to improve the durability of the structural system. Improved concrete durability may also require the use of discontinuous reinforcement to provide mechanisms for crack bridging, crack tip blunting, and crack deflection.
CONTINUOUS REINFORCEMENT
The ancillary role that conventional cement plays in passivating the rebar poses some significant challenges in developing a nonconventional concrete. Most of the potential nonconventional matrices discussed in Chapter 2 would require new strategies for rebar stability. Two of the strategies (employing some other chemical system in the matrix to passivate the carbon steel rebar or devising a matrix that would prevent external aqueous solutions from coming in contact with the rebar) were discussed in Chapter 2. This section discusses two alternative approaches for resolving the rebar dilemma: the application of coatings to protect the rebar and the replacement of the carbon steel rebar with a more thermodynamically stable continuous reinforcement.
Coatings for Steel Rebar Reinforcement
If new types of concrete are permeable and/or brittle, and therefore subject to greater microcracking, prestressed and non-prestressed reinforcement materials must possess greater resistance to chloride-induced corrosion than does carbon steel. This implies the use of either a corrosion resistant rebar (e.g., stainless steel) or a corrosion-resistant coating for carbon-steel rebar. The latter must be an impermeable coating that is more resistant to mechanical damage and
chemical degradation than those in current use. A matrix with a lower pH would allow the use of metal coatings (e.g., zinc galvanizing), however, since it is the high pH of conventional concrete that dissolves the metal used to protect the steel. Two potential nonconventional coatings for rebar protection are:
-
A sacrificial reducing agent, such as newspaper pulp, that would prevent oxygen from reaching the steel rebar. Compressible coatings could also mechanically protect the concrete. In the case of a pulp coating, the expansive corrosion products would have to compress the coating before the matrix was put into tension. However, the problem of bonding (discussed below) would have to be addressed in such a process.
-
Polymers that currently cannot readily be recycled as resins may be an economic form of barrier coating. The environmental and performance benefits of polymer disposal in this manner, however, need to be assessed with respect to cost.
A major problem is the efficient transfer of load between the concrete and the reinforcement in both prestressed and non-prestressed concrete elements. Fine finishes do not allow good mechanical interlocking and anchoring. Stainless steel is currently being produced with ribbed surfaces similar to those of carbon steel to ensure good mechanical interlocking and anchoring. Epoxy coatings provide low adhesion between the rebar and the concrete, and reduce anchoring. The anchoring is still generally adequate, however, and any alternative coating would have to provide anchoring that is at least as good as epoxy coated rebar.
Alternative Continuous Reinforcement
An alternative to protecting steel rebar would be the development of a replacement that does not degrade in chloride, neutral, or acid environments. Such a replacement might take the form of either a rigid composite structure, such as a fiber-reinforced plastic composite, or a linear or planar structure, such as a woven-fiber mat. The reinforcement would have to bond sufficiently with the concrete matrix to provide for load transfer, durability, and weatherability regardless of whether it was used as a prestressed or non-prestressed reinforcement. Since tensile stresses are carried by the reinforcement, accurate
placement of a flexible reinforcing structure within the structural element at locations of maximum tensile load would be crucial and may present a significant challenge. For a web-like composite reinforcement structure, the continuity of the concrete would be ensured by the large open spaces of the web. For a dense mat-like composite structure, delamination between the reinforcement and concrete could be a concern. Also, the reinforcement will be exposed to compressive loading as well as shear loads perpendicular to the axis of applied tension, and therefore the structural element must have sufficient compressive strength and stiffness to resist damage from such loading.
Fiber-reinforced plastic composites are characterized by reasonable strength, low density, chemical resistance, and durability, all of which can be tailored to meet performance needs. The resin matrix in a fiber-reinforced plastic composite provides structural continuity, transfers loads among reinforcing fibers, and protects the reinforcement. Important considerations in selecting a resin include chemical, environmental, and thermal stability; mechanical properties; processability; and cost. Many matrix and fiber materials are available, and efforts are underway to assess the cost-effectiveness and life span of these materials. The matrix and fiber materials must be carefully selected and effectively combined within the context of the concrete system to meet performance requirements at reasonable cost.
Two broad categories of polymers that may be used as the matrix phase in fiber-reinforced polymer composites for continuous reinforcement in concrete are thermoplastics and thermosets. Most resins under consideration are thermoset and often belong to one of three common types: epoxy, polyester, or vinyl ester. Each generic type may include numerous variations, depending on the chemistry of the resin and the hardener. A thermoset polymer hardens (cures) due to chemical reaction (cross linking) when the resin is mixed with the hardener and the mixture is heated above certain temperatures. Additives are often used to enhance the properties of resins, such as fire resistance, ultraviolet resistance, temperature resistance, and curing requirements. Since a thermoset composite rebar could not be bent, it must be pre-shaped. Certain textile processes (e.g., braiding, knitting) might be adapted to make jointless reinforcing frames.
Thermoplastics have shown excellent toughness and resistance to most acids, bases, and solvents. Low-cost thermoplastics (e.g., nylon, polypropylene) have been used for making sporting goods and other products. Thermoplastic rebars may be bent into required shapes by thermal forming. As discussed above, however, the bonding of
thermoplastics and concrete is expected to be poor, and research on better bonding is necessary (e.g., pultrusion and surface patterning to improve mechanical interlocking and anchoring). In addition, Japanese research indicates that fiber-reinforced plastic composites show excessive deformation under load due to low elastic modulus and high creep (Henrichsen, 1996).
Numerous types of fibers with excellent chemical and environmental resistance (e.g., glass, aramid [Kevlar 49®], and carbon fibers) are currently available as the reinforcement phase in composites for various applications. All of the synthetic fibers have lower densities than steel, and some have greater strength. Aramid and carbon fibers also have a much higher specific modulus than steel. However, they are more expensive than steel and are also brittle. E-glass fiber provides high strength and a reasonable modulus and is available at low cost. Although it is not stable in the high pH environment of conventional concrete, E-glass can be used as a reinforcement material in a nonconventional concrete with a low pH matrix. Alternatively, an alkali resistant glass could be used.
For applications requiring a high-modulus reinforcement, there are much more cost-effective options than E-glass. High-strength carbon fiber is the most widely available and provides both high strength and high modulus. It is also moderately priced by composite standards but is much more expensive than carbon steel. High-modulus fiber can provide even higher modulus but is currently unattractive for high-volume applications due to its high cost by concrete standards. Aramid fiber also has good strength and modulus, but its main distinction is its exceptional toughness (Majumdar and Laws, 1991).
DISCONTINUOUS-FIBER REINFORCEMENT
Discontinuous-fiber reinforcement enhances the properties and performance of concrete in two ways: it increases the tensile properties of the material and reduces concrete shrinkage and the associated cracking. By definition, however, discontinuous-fiber reinforcement cannot be used as a prestressed reinforcement phase. In the current state of practice, discontinuous-fiber-reinforced concrete is typically made by adding a small fraction (usually 0.42 percent by volume) of short fibers (typically 5 to 500 mm [0.25 to 2 inches] long) to the concrete during mixing. Common types of fibers that have been used include steel, alkali-resistant glass (Majumdar and Laws, 1991), and
polypropylene (Keer, 1984; Bentur and Mindess, 1990). Fibers range in diameter from < 1 µm to 500 µm (0.04 to 20 mils), have tensile strengths on the order of 0.5 to 4 GPa (75 to 580 ksi), and elastic moduli ranging from 5 to 230 GPa (725 to 33,000 ksi; Banthia and Mindess, 1995). Although fiber properties are well defined by the research community, specific parameters are not directly used in the development of improved concrete mix designs for construction projects.
In the fracture process of discontinuous-fiber-reinforced concrete (FRC), fibers bridging the cracks can provide resistance to further crack propagation and expansion before being pulled out or stressed to rupture (Figure 3–1). It has been widely shown that such fiber reinforcement can significantly improve the tensile properties of concrete. Orders of magnitude increases in toughness (energy absorption) over plain concrete have been commonly observed (Keer, 1984; ACI Committee 544, 1986; Wang et al., 1987; Bentur and Mindess, 1990). A significant reduction in the shrinkage and cracking of concrete associated with setting has been observed with discontinuous-fiber reinforcement at fiber-volume fractions as low as 0.1 percent for polypropylene fibers (Fibermesh, 1995). Other benefits include improved fatigue strength, wear resistance, durability, and fire resistance (Moff, 1996). Discontinuous-fiber-reinforced concrete is being used in many applications, including buildings, highway overlays, bridges, and airport runways (Keer, 1984; ACI Committee 544, 1986; Bentur and Mindess, 1990). There is also the potential to use discontinuous fibers in place of steel rebar for applications where the goal of reinforcement
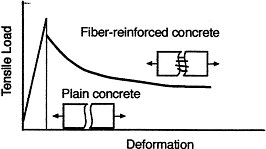
FIGURE 3-1 Tensile load versus deformation for conventional concrete and discontinuous-fiber-reinforced concrete showing the increased resistance to crack propagation and crack opening by the addition of discontinuous fibers. Source: Wang, 1994.
is to improve the integrity of the concrete rather than to carry tensile load. One such example would be a pavement slab supported by a relatively stiff foundation. In high load-bearing applications, such as a beam, fibers may be employed together with traditional steel reinforcement for improved reliability (Wang et al., 1994).
For the low volume fraction of high-modulus fibers currently used (i.e., less than 2 percent), the tensile strength of FRC is essentially unaffected. After the peak load produces matrix cracking, however, FRC can carry a significant level of load over a wide range of continued deflection (Figure 3–2). The fibers hold the cracked concrete pieces together, provide a mechanism to blunt crack propagation, and prevent spalling and hole formation. Research is currently being conducted to enhance the understanding of the fundamental mechanisms that control the fracture behavior of discontinuous-fiber-reinforced concrete. Detailed knowledge of these mechanisms may allow the design of discontinuous-fiber-reinforced concrete structures to be optimized.
For some drawn fibers (e.g., polyethylene), the drawing process produces a very smooth surface that does not allow mechanical anchoring. Adequate load transfer thus becomes an issue in situations where the purpose of the reinforcement is to provide tensile strength by consolidating the cracked pieces of concrete. If the purpose of the discontinuous reinforcement is to dissipate energy by crack tip
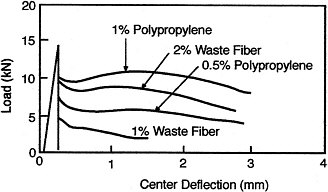
FIGURE 3-2 Load versus center deflection for discontinuous-fiber-reinforced concrete showing that fibers can carry significant loads over a range of continued deflection. Source: Wang, 1994.
blunting and deflection mechanisms, however, the weak mechanical interface between the fiber and concrete matrix may be desirable.
Reinforcement of concrete with discontinuous fibers provides several exciting opportunities for future research. To improve the fundamental understanding and performance capabilities of discontinuous-fiber-reinforced concrete, the committee recommends the following research be conducted:
-
definition of the specific required properties of discontinuous fiber reinforcements (performance requirements of fiber reinforcements should be derived from the structural performance and durability requirements for concrete)
-
determination of the optimum volume fraction, mixing, and placement of discontinuous reinforcement as a function of concrete composition and end application
-
augment understanding of the influence of fiber composition, microstructure, aspect ratio, and texture on the mechanical properties of concrete
-
optimization of the fiber-matrix interface as a function of structural element application
-
development of cost-effective processes to modify the fiber surface in order to achieve the appropriate level of mechanical interlocking between fiber and matrix
-
development of a model of the structural behavior of discontinuous-fiber-reinforced concrete that can be validated by data obtained from full-scale tests and performance evaluation in the field
MULTIPLE REINFORCING PHASES WITHIN A CONCRETE SYSTEM
A truly innovative nonconventional concrete system would be based on a layered structure. Structural elements could be designed to have particular properties by stacking and combining layers with different chemical, structural, and/or mechanical properties. Ceramic, metallic, or polymeric layers could be used, along with particulates, whiskers, fibers (discontinuous or continuous), aggregates, or continuous reinforcements. For example, the surface layer of a concrete road structure must be tough and wear-resistant to withstand daily wear and tear (e.g., point impacts, continuous vehicle pressure, and abrasion). The internal layers could perform a number of other functions by being made of:
-
visco-elastic materials, to dampen structural vibrations
-
shape memory alloys, which can exhibit high damping capacity and might improve earthquake resistance in large constructions (Van Humbeeck et al., 1996)1
-
foams, porous materials, or three-dimensional woven structures to absorb the energy and stress waves produced by continuous pressure (the materials could also be infiltrated by a liquid medium to provide further dissipation and absorption of energy)
-
fiber reinforcements, to bridge, deflect, and arrest crack growth
Furthermore, smart materials concepts could be incorporated into the nonconventional concrete system for on-site diagnostics and dynamic real-time measurements and corrections. For example, fiberoptic strain gages could be used to measure dimensional changes and induced stresses, and piezoelectric sensors and actuators could be used to show the effects of internal and external pressure changes.
The design of a layered composite concrete system must be based on knowledge of the properties of the constituent materials, the interfaces between them, and how they respond to the service loads and environments. Promising materials could be selected for preliminary development, testing, and model verification. Modeling concepts should focus on the development of constitutive models of the static and dynamic behavior of the entire composite system on micro, meso, and macro levels. Use of finite element analysis, validated by experiment, can help in the design and determination of the layer thickness and material properties required to optimize the chemical and physical performance of a new type of concrete, particularly toughness, compressive strength, and thermal expansion. Examples of needed model capabilities are:
-
thermodynamic and kinetic behavior, including phase transformations and rates of chemical reactions
-
interfacial interactions within the microstructure
-
effects of local damage on structural integrity and durability
-
energy and momentum dissipation
-
energy absorption capacities and resiliency during service loading
|
1 |
The committee understands that shape memory alloys are temperature-activated. However, the martensitic phase of such alloys shows a strong amplitude-dependent internal friction, allowing for the material's high damping capacity. |










