
1
Introduction
Ceramic fibers provide the skeletal structure of ceramic matrix composites (CMCs) and are major contributors to the composite's mechanical and physical properties. The network of ceramic fibers maintains the structural integrity of the composite during matrix cracking, thus increasing the composite's tolerance to damage. Fiber coatings contribute to the chemical stability between the fiber and the matrix and service environments. They also provide a weak interface between the brittle ceramic matrix and the ceramic fiber, enabling “pseudoductility” in the CMC. Fibers and coatings together provide the damage tolerance that gives CMCs their robustness. This report focuses on fibers and coatings and on identifying directions for research and development that would lead to improvements in CMC components for high-temperature applications.
Although the matrix phase of CMCs is not specifically addressed in this report, it is unlikely that ceramic fibers and coatings will be used in the absence of a matrix. Ceramic fibers and coatings are predominantly used as constituent materials for CMCs and enable damage tolerance (in CMCs) that is not inherent to ceramic materials. Therefore, it is relevant to the focus of this report to discuss the potential applications and performance requirements of CMCs (and by analogy fibers and coatings). The discussion of CMCs, however, is limited to providing a context for the discussion of ceramic fibers and coatings.
APPROACH
To conduct this study, the National Research Council (NRC) convened a committee with expertise in ceramic fiber processing, nanoparticle reinforced ceramics research, ceramic fiber research, high-temperature ceramic fiber-matrix interfacial coatings, and synthesis of nanomaterials. The committee also has expertise in ceramic fiber economics, including cost analysis and the determination of the commercial potential of advanced materials. To accomplish the overall objective of identifying research directions to meet the material property requirements of advanced fibers and coatings for high-temperature ceramic composites, the committee took the following steps:
-
characterized the current state of the art in high-temperature fibers and interface materials and identified current domestic and foreign capabilities (both R&D and production capabilities)
-
assessed the ability of current fibers to meet future performance needs
-
recommended promising research directions for developing fibers and coatings for improved performance in high temperature applications
-
identified materials processing technologies that have the potential to produce high-temperature ceramic fibers and coatings cost effectively
-
identified incentives for and barriers to the development of commercial-scale high-temperature fibers for low-volume applications
By limiting the scope of this study to fibers and their coatings, independent of CMC processing and matrix materials, the committee was able to focus on issues that limit the strength and toughness of CMCs, particularly at high temperatures. The discussion of composite materials in this report is limited to providing a context for discussions, conclusions, and recommendations regarding ceramic fibers and coatings.
POTENTIAL CERAMIC MATRIX COMPOSITE APPLICATIONS
Exceptional high-temperature material and component performance are necessary to realize the benefits of operating systems at elevated temperatures. For example, improvements in gas-turbine efficiency (for power generation, marine applications, or aircraft propulsion) have been driven primarily by significant increases in gas temperatures within the engine. Although the introduction of new materials and processes has led to incremental improvements in high-temperature performance over the five decades that gas-turbine engines have existed, the development of highly engineered cooling schemes has arguably accounted for more than 75 percent of this increase (National Research Council, 1996).
Despite remarkable progress in component cooling and dramatic improvements in engine materials, current superalloys operate at 90 percent of their incipient melting temperatures in some applications. The demand for more efficient engines will require even higher operating temperatures, which will require higher component temperatures. As operating temperatures increase, high-temperature structural
applications will require new materials with improved thermomechanical and thermochemical properties. CMCs are recognized as having the potential for providing high strength, toughness, creep resistance, notch insensitivity, and environmental stability at temperatures that will meet the anticipated needs of future high-performance turbine engines and power generators.
In addition to turbine engine components, there are several industrial applications for which a comparatively large market could be realized for a broad range of CMC components. For example, hot gas filters for pressurized fluidized bed combustion (PFBC) and furnace hardware, such as pipe hangers for petroleum refining, represent potential near-term applications for CMCs. These relatively low-risk industrial applications could provide the market volume necessary to lower fiber costs (and prices) significantly, as well as to develop experience and confidence in using CMCs. Longer-range industrial uses for CMCs include heat exchangers for externally fired combined cycle (EFCC) power systems and reforming tubes for the chemical processing industry. Substantial improvements will be required, however, in the thermomechanical and thermochemical properties of ceramic fibers and coatings to enable CMCs to meet the service lifetime requirements.
COMPOSITE MATERIALS
Composite materials derive benefits both from the properties of their constituent phases and from the method of their combination, including the tailoring of interfaces between phases, to achieve properties that none of the constituents exhibits individually. For example, CMCs have well demonstrated damage tolerance, which is attributed to frictional sliding at fiber matrix interfaces (see, for example, Box 1-1). Frictional sliding is enabled by fiber interfacial coatings. Damage tolerance is manifested in ductilities on the order of 1 percent and notch sensitivity comparable to aluminum (Al) alloys. CMCs also have excellent room-temperature fatigue properties, with thresholds (stress below which fatigue does not occur) at about 90 percent of their ultimate tensile strength (UTS). However, fatigue problems are evident at elevated temperatures. The UTS of CMCs (typically 300 MPa [44 ksi]), although not exceptional, is volume invariant because the damage tolerance suppresses the weakest link scaling effects found in monolithic ceramics. That is, because of crack deflection and crack tip blunting mechanisms, CMCs can tolerate cracking that would lead to catastrophic failure in monolithic ceramics. These thermomechanical properties are particularly attractive for large, static, thermally-loaded components.
The CMC market is divided into two classes, oxide and non-oxide materials. Oxide composites consist of oxide fibers (e.g., alumina [Al2O3]), interfacial coatings, and matrices. If any one of these three components consists of a non-oxide material (e.g., silicon carbide [SiC]), the composite is classified as a non-oxide composite. These classes have different properties, different levels of development, and different potential applications.
Because most development work has been done on non-oxide materials, particularly SiC fiber-reinforced SiC CMCs (SiC/SiC) with fiber interfacial coatings of either carbon or boron nitride, non-oxide CMCs are more advanced than oxide CMCs. Non-oxide CMCs have attractive high temperature properties, such as creep resistance and microstructural stability. They also have high thermal conductivity and low thermal expansion, leading to good thermal stress resistance. Therefore, non-oxide CMCs are attractive for thermally loaded components, such as combustor liners (see Figure 1-4), vanes, blades, and heat exchangers.
Composite behavior has also been studied in oxide systems (e.g., oxide fiber-reinforced porous oxide matrix composites with no interfacial coatings). Oxide composites have the attractive features of oxidation resistance, alkali corrosion resistance, low dielectric constants, and potentially low cost. Because of these properties, oxide CMCs could be attractive for hot gas filters, exhaust components of aircraft engines, chemical processing equipment, and long-life, lower temperature components.
Both oxide and non-oxide CMCs have demonstrated shortcomings. Embrittlement occurs at intermediate temperatures (~700°C [1,292°F]) in all non-oxide composites, exemplified by SiC/SiC. Embrittlement is most severe with cyclic loading beyond the proportional limit, whereupon matrix cracking occurs because oxygen that ingresses through the matrix cracks reacts locally with the fibers and fiber coatings to form oxide products. These reaction products suppress the internal friction mechanisms that otherwise impart toughness. Although this effect does not occur when the stresses remain below the proportional limit, design studies and end-user experience indicate that stress excursions above the proportional limit must be anticipated. Local embrittlement is, therefore, the dominant life-limiting phenomenon of non-oxide composites. The committee considers the solution to this problem to be imperative for long-life applications of non-oxide CMCs. A systems-level approach that includes considerations of fibers and fiber coatings, as well as ways to diminish oxygen ingress, is discussed in this report.
Oxide CMCs are not subject to oxidative embrittlement but have higher temperature limitations (~1,000°C [1,832°F]) associated with creep and sintering, both governed by the high diffusivities of oxides compared to SiC. Also, fiber coating technologies for oxide materials are less mature than coating technologies for non-oxide materials. In fact, nearly all of the performance data available for oxide CMCs are for systems in which interfacial coatings were not used, and damage tolerance was a result of matrix porosity. Concepts for suppressing the high-temperature degradation mechanisms (e.g.,
|
BOX 1-1 Damage Tolerant Ceramic Matrix Composites During the past two decades, significant research has been conducted on structural ceramics because of their promise for use at temperatures higher than currently available nickel-based or cobalt-based super alloys can tolerate. Initial work was focused predominantly on monolithic ceramics, such as SiC and Si3N4. Although significant improvements have been made in the strength, strain tolerance, and damage tolerance of monolithic ceramics, they continue to exhibit a catastrophic failure mode. This major performance limitation has prevented their widespread use in thermostructural applications. Ceramic matrix composites (CMCs) are an attractive alternative because they maintain the refractory properties of monolithic ceramics and do not exhibit a catastrophic failure mode. Figure 1-1 is a schematic representation of the stress-strain behavior of an unreinforced matrix and a CMC. Since unreinforced matrices only show an elastic stress-strain region, they have no mechanism for damage tolerance. CMCs also show stress-strain behavior that is initially linear (elastic). Once the matrix cracking stress has been reached, however, the composite shows stress-strain behavior similar to the plastic deformation demonstrated by metals. This nonlinear behavior is indicative of a non-catastrophic failure mode, thus allowing damage tolerant behavior in CMCs. 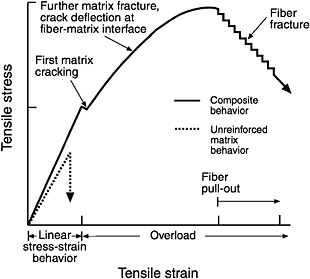 FIGURE 1-1 Ideal stress-strain behavior of continuous fiber-reinforced CMC compared to the stress-behavior of an unreinforced matrix. Source: DiCarlo and Dutta, 1995. 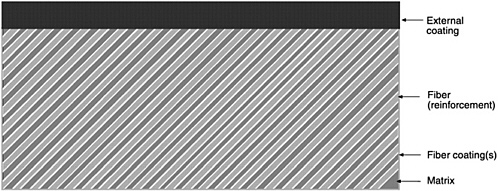 FIGURE 1-2 A schematic representation of the constituents of a CMC. Source: Luthra, 1997a. Figure 1-2 is a schematic representation of the constituents of a CMC, a fiber, a matrix, and one or more fiber-matrix interfacial coatings. In some cases, depending upon the application, an external coating is applied to the composite surface. The fiber-matrix interface is a key contributor to noncatasrophic behavior in a composite (nonlinear region in Figure 1-1). If the fiber-matrix interface is weakly bonded (which usually requires a fiber coating), cracks that reach the interface are deflected around the fiber rather than through it. Fiber pullout (Figure 1-3) is indicative of this damage tolerant behavior (toughness).  FIGURE 1-3 A scanning electron micrograph of the fracture surface of a Hi-Nicalon™ fiber-reinforced SiC matrix composite made by chemical vapor infiltration (CVI) showing fiber pullout. Source: Dow Corning Company |
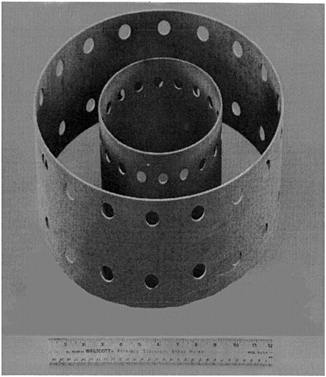
FIGURE 1-4 A set of “Saturn” turbine engine combustor liners (inner and outer) fabricated by DuPont Lanxide Composites, Inc. The combuster liners are composed of Nicalon™ SiC fiber (Nippon Carbon) reinforced enhanced silicon carbide matrix composites fabricated via CVI. These liners were produced for a development program sponsored by the U.S. Department of Energy, Ms. Jill Jonkouski, Program Manager, CFCC Contract DE-FC02-92CE40994. Source: Solar Turbines, Inc.
creep) in oxide fibers and concepts for fiber coatings that would improve the damage tolerance of oxide CMCs are plentiful but have not been implemented. Opportunities in these areas are presented in this report.
CERAMIC FIBERS AND COATINGS
Fibers play a critical role in both the processing and performance of CMCs. The thermomechanical and thermochemical properties of fibers dictate the atmosphere, temperature, and weaving capabilities that can be used in composite manufacture (as demonstrated in Figure 1-5). In service, the fibers and their associated interphases are critical to effective composite performance and to maintaining the structural integrity of the composite once cracking of the matrix has been initiated.
Fibers used as reinforcements in CMCs fall into two broad categories: (1) non-oxide fibers, such as SiC, boron nitride (BN), and silicon-boron-nitride-carbide (Si-B-N-C); and (2) oxide fibers, such as aluminum oxide (Al2O3, including single-crystal alumina), alumina zirconia mixtures (Al 2O3 + ZrO2), YAG (yttria-alumina-garnet), and mullite (3Al2O3-2SiO2).
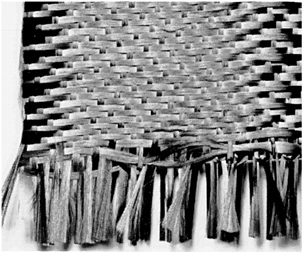
FIGURE 1-5 Eight-harness woven cloth. Each “thread” is a single tow (such as the one shown in Figure 1-7) containing as many as 800 individual filaments (see Figure 1-6). A matrix phase is later introduced to this preform (e.g., by chemical vapor infiltration) to produce a CMC. Source: Dow Corning Corporation.
Non-oxide fibers, such as those shown in Figure 1-6, have superior strength and good creep resistance but are susceptible to degradation by oxidation. Oxide fibers, for instance those illustrated in Figure 1-7, are inherently resistant to oxidation but have limited creep resistance at high temperatures due to the higher diffusivities of oxide materials. Creep
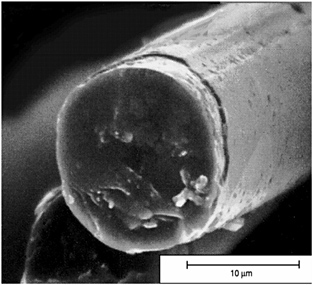
FIGURE 1-6 Single filament of boron nitride-coated Nippon Carbon Nicalon™ non-oxide ceramic fiber. Non-oxide fibers discussed in this report include polycrystalline SiC fibers and multiphase (amorphous or crystalline) fibers consisting of B,C,N,Ti, or Si. Current manufacturers include Bayer, Dow Corning, Nippon Carbon, Textron, Tonen, and Ube. Source: Dow Corning Corporation.
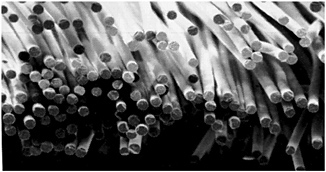
FIGURE 1-7 Tow of 3M Nextel 610 polycrystalline ceramic oxide fibers. Polycrystalline oxide fibers are commercially available in a variety of compositions including alumina, mullite, and others. Current producers include 3M, Mitsui Mining, and Sumitomo, Inc. Source: 3M Company.
rates of polycrystalline oxide fibers decrease with increasing grain size, but this advantage is offset by decreasing strength as grain size increases.
Non-oxide fibers are generally derived from polymeric precursors, which often require complicated intermediate processing before they can be pyrolyzed into ceramic fibers. As a class, polymer-derived SiC-based fibers are the strongest ceramic fibers. The early versions of these fibers, typified by Nicalon™, are comprised of very small ß-SiC grain sizes and high carbon and/or amorphous phase contents. These fibers have a low elastic modulus that results in strain to failure of greater than 1 percent. Later versions of these fibers have very low oxygen contents and were pyrolyzed at higher temperatures resulting in larger ß-SiC grain sizes, very low amorphous phase contents, and higher volume fractions of carbon and SiC. As a result, the room-temperature strength is decreased and the modulus is increased, thus sacrificing strain to failure in favor of dramatically improved high-temperature strength and creep resistance. An interesting development is an amorphous Si-B-N-C fiber (produced using a novel polymer precursor technology) for which high strength, high stiffness, and truly remarkable strength retention and creep resistance have been reported (Baldus, 1997).
Single-crystal oxide fibers are generally stronger and more creep resistant than their polycrystalline counterparts. However, because they are prohibitively expensive they are not discussed at length in this report. Of the polycrystalline oxide fibers, the strongest are those derived from wet chemical precursors to obtain fine grain-sized fibers with avoidance of strength-limiting large grains. Materials with a fine-grained microstructure, however, are less creep resistant than materials of the same composition with a coarse-grained microstructure. Recent work on a two phase alumina-mullite fiber with variable grain morphology shows improved creep resistance with little degradation in strength (compared to fine-grained microstructures).
The purpose of the interfacial coating in a CMC is to provide a weak interface in order to separate cracking in the matrix from the fibers, thus providing damage tolerance in the composite. In addition, interfacial coatings are often used to protect fibers from environmental attack during composite fabrication or while in service. Because most commercial fibers are SiC based, coating research and development has concentrated on these non-oxide fibers. Despite studies of a wide range of interface coatings, tough composites have been reported only when coatings contain carbon or BN as one of the layers (a BN-coated Nicalon fiber is shown in Figure 1-6). Oxidation of the fiber/coating/matrix interface is a major life limitation for these composites. Oxidation of the interface can degrade the fiber or the debonding characteristics of the interface affecting both the strength and toughness of the composite.
The development of ceramic oxide fiber coatings has lagged behind the development of coatings for non-oxide fibers, in part because of the insufficient creep resistance of oxide fibers at elevated temperatures. With the recent development of oxide fibers with improved creep resistance, progress has been made on interface control in oxide systems. Initial approaches to fiber coatings for oxide composite systems (beyond the carbon and boron nitride approaches borrowed from the non-oxide composites) focused on oxide compounds that do not show compound formation with the fibers and the matrices. More recent approaches have focused on oxide interfacial coating materials that mimic the layered crystal structures of carbon and boron nitride, which were used successfully in non-oxide systems. Techniques were developed to provide a mechanically weakened interphase by using porous or fugitive coatings. The newest interface concepts being investigated for oxide systems are focused on creating high energy or nonwetting interfaces between coating compounds and oxide fibers.
ENGINEERING REQUIREMENTS
Opportunities for fiber development can best be discussed in the context of composite performance requirements. Most of the envisaged near- and intermediate-term applications (e.g., static hot-section engine components, such as combustor liners, turbine nozzles, and transition liners) require that components resist thermal loads. These applications, however, have minimal requirements for components to withstand pressure or other mechanical loads. In these cases, the failure strain of a composite is the salient measure of its damage tolerance. In other words, the composite's strain capacity is the metric that characterizes its ability to absorb damage caused by exogenous factors, such as overloads that occur in practice.
Experience suggests that composite failure strains that exceed 0.6 percent provide robust thermostructural charac-
teristics, whereas failure strains of 0.3 percent result in marginal thermostructural characteristics (Evans, 1997). Moreover, because the composite failure strain is dominated by the failure strain of the fiber bundles (as degraded by weaving, coating, and matrix infiltration ), an appropriate goal is the development of fiber bundles with failure strains that exceed ~ 0.6 percent throughout the relevant temperature range for a specific application. These failure strains dictate a preference for low-modulus fibers, although overall stiffness requirements establish a minimum acceptable modulus for the fibers. For typical CMC components, the minimum modulus is approximately 150 GPa (22 Msi).
Most non-aerospace CMC applications require long service lives. For these applications CMC components must avoid creep rupture and must exhibit creep strains lower than ~1 percent after 10,000 hours of service (e.g., at 1,200°C [2,192°F] and 100 MPa [14.5 ksi]); components must also be chemically and microstructurally stable. These stringent demands present major challenges to researchers and engineers, particularly for material development and accelerated testing. The performance objectives limit the material choices to polycrystalline oxides, SiC, or amorphous Si-C-N-B compositions (single-crystal fibers are not affordable).
Balanced research of oxide and non-oxide materials on their specific life-limiting characteristics appears to be necessary because neither class of materials can satisfy design and service life requirements for all of the anticipated applications. For example, SiC-based materials have the high thermal conductivities and low thermal expansion coefficients essential for some components, particularly in high performance turbines for which oxides are inadequate. Conversely, in some corrosive environments (e.g., hot gas filters in coal-fired power systems), oxides provide necessary corrosion resistance.
The interrelationships between performance, manufacturing costs, and life cycle costs for systems containing CMC components have not been well defined. Consequently, the impact of the costs of fibers and coatings on the implementation of CMCs is ambiguous and system dependent. Oxide materials are fundamentally less costly than non-oxide materials, and markets for the former are limited primarily by their poor creep performance and the paucity of engineering data rather than by cost. Decisions regarding the implementation of non-oxide CMCs, however, do appear to be influenced by the costs of fibers and fiber coatings, as well as by performance limitations associated with embrittlement. Thus, the use of CMCs has been caught in the classic chicken-and-egg dilemma. The widespread use of CMCs clearly requires improved fibers at lower prices, but the lack of an established market for these fibers has limited commercial investment in their development and will not support the sales volume needed to reduce costs.
This committee and the high performance ceramics community at large have also been hampered by constraints imposed by end-users and manufacturers on access to engineering data for the most recently developed materials. This problem has been acute for researchers trying to solve problems related to embrittlement in ceramic composite systems who have been unable to assess the viability of various approaches to improving thermomechanical fatigue life. The lack of engineering data has severely limited the committee's ability to make recommendations regarding the use of fiber reinforcements and interfacial coatings for CMCs.
REPORT ORGANIZATION
Chapter 2 presents the current and projected requirements of ceramic fibers and interfacial coatings. Chapter 3 reviews the characteristics of fibers that are commercially available and fibers that are in the advanced stages of development. The characteristics of interest include stiffness, strength, thermal and electrical conductivity, creep and rupture resistance, and oxidation resistance—all as a function of temperature—and strength and stiffness retention as a function of service history. The relationships between processing, cost, and the performance of ceramic fibers is discussed in Chapter 4, and the relationship between material microstructure and properties is discussed in Chapter 5. The current status, needs, and processing approaches for fiber interfacial coatings are presented in Chapter 6. Chapter 7 discusses the relationship between costs and prices, aspects of fiber costs, and the implications of CMC market volume on fiber prices. The overarching research priorities are presented in Chapter 8, along with discussions of their anticipated impact on the field.






