
| This page in the original is blank. |
Appendix A Summary of Workshop on Visionary Manufacturing Challenges
Irvine, California, April 1–2, 1997
Welcome and Purpose of Workshop
John Bollinger, Chair
John Bollinger welcomed the participants to the Workshop on Visionary Manufacturing Challenges and explained that for the next two days the participants would attempt to develop a vision for a small but critical aspect of the future. He noted that he could not think of a better day for the workshop to begin than April 1st. Bollinger expressed confidence that this vision would be pertinent to many changes in society between now and the years beyond 2020.
Bollinger defined the objective of the National Research Council Committee on Visionary Manufacturing Challenges, which had organized the workshop, as the identification of technologies and systems that are likely to be important for manufacturing in the decades after 2020 as a guide for funding current and future research. He said that the study would be based on the following premises:
- The manufacturing environment will continue to change rapidly.
- Competition will be intense.
- Dramatically new products and processes will emerge.
- New management and labor practices will emerge.
- Manufacturing will remain one of the principal means of creating wealth.
Bollinger told workshop participants that the study, which would be international in scope, would be informed by three sources: past studies, a Delphi-type survey, and this workshop. The challenge facing the workshop participants would
be to identify "leapfrog" opportunities, to define the challenges for future manufacturing enterprises, and to define enabling technologies for meeting those challenges.
Bollinger quoted from a recent article by Peter Drucker in Forbes magazine describing his vision for 2050, in which he made the following predictions:
- The poor will rise up against the rich.
- Chinese clans will control world markets.
- Industry will be too dependent on computers.
- Academic institutions will be redundant.
Bollinger pointed out that approximately 50 percent of Drucker's predictions have been correct in the past and that greed is already rampant, China is the acknowledged new market horizon, and industry is becoming increasingly dependent on computers. Never before, however, has industry so emphatically asserted the necessity for employee training and education.
Bollinger emphasized that the ideas brought forward at the workshop need not be verifiable because the workshop was a vehicle for exploring the possibilities of the year 2020 and beyond, and participants were not necessarily expected to be right. He pointed out that a recent project, Next Generation Manufacturing (NGM), had focused on evolutionary transitions, ideas that could be conceived today and applied tomorrow based on existing initiatives. The purpose of this workshop, however, was to focus on the next century, to imagine the challenges and needs that could shape investment strategies for manufacturing research.
Finally, Bollinger described the workshop itself, which was divided into four sessions, each of which would begin with thought-provoking presentations. After the presentations, participants would be divided into small brainstorming groups, with committee members acting as facilitators. Each group was asked to select one person to act as a "reporter" and present the results of the discussions at the plenary session at the end of each day. Bollinger closed with the hope that participants would enjoy the workshop and thanked them for their participation.
Workshop Organization
Workshop participants (see Box A-1) were divided into six discussion groups with the goal of generating original ideas and new insights. The discussion groups were asked to consider the opening presentations as food for thought rather than as boundaries for their discussion. The groups met twice each day and presented the results of their discussions during the plenary sessions that followed. They were given specific questions to answer at each session. A committee member served as facilitator for each group.
After each group had restated the question and the objectives of the session, a brainstorming period ensued during which everyone provided ideas and suggestions without discussion. This material was then organized and prioritized for presentation by the reporter at the plenary session.
|
BOX A-1 Workshop Participants Richard Altman, Communication Design Debra M. Amidon, Entovation International John Bollinger, University of Wisconsin-Madison Steven J. Bomba, Johnson Controls Philip Burgess, Center for the New West Charles Carter, Jr., The Association for Manufacturing Technology Nathan Cloud, DuPont Thomas Crumm, General Motors Corporation John Decaire, National Center for Manufacturing Sciences Rick Dove, Paradigm Shift International Gordon Forward, Chaparral Steel Barbara Fossum, University of Texas Donald Frey, Northwestern University H.T. Goranson, Sirius Beta David Hagen, Michigan Center for High Technology William Hanson, Massachusetts Institute of Technology David Hardt, Massachusetts Institute of Technology George Hazelrigg, National Science Foundation Robert Hocken, University of North Carolina-Charlotte Richard Jarman, Eastman Kodak Company Bill Kay, Hewlett-Packard Company Richard Kegg, Cincinnati Milicron, Inc. Louis Kiefer, International Association of Machinists and Auto Workers Howard Kuhn, Concurrent Technologies Corporation Eric Larson, Rand Corporation Edward Leamer, University of California at Los Angeles Ann Majchrzak, University of Southern California Mike McEvoy, Baxter International, Inc. Rakesh Mahajan, DENEB Robotics, Inc. M. Eugene Merchant, Institute of Advanced Manufacturing Sciences David Miska, United Technologies Corporation Richard Morley, Morley and Associates Richard Neal, Lockheed Martin Woody Noxon, CAM-I Leo Plonsky, U.S. Navy Industrial Resources Support Lawrence Rhoades, Extrude Hone Corporation Heinz Schmitt, Sandia National Laboratories F. Stan Settles, University of Southern California Paul Sheng, University of California at Berkeley Wilfried Sihn, Fraunhofer Institute for Manufacturing Engineering and Automation James Solberg, Purdue University Brian Turner, Work and Technology Institute Mauro Walker, Motorola Kathryn Whiting, Boeing Defense and Space Group Patricia Whitman, Los Angeles County Office of Education Eugene Wong, University of California at Berkeley |
Part I Global Issues and Competition in 2020
Drivers for Industry in 2020
Philip Burgess
Center for the New West, Denver, Colorado
Philip Burgess began by stating that forecasting is a tricky business and that the records show we're not very good at it. For example, Alexander Graham Bell predicted in 1887 that the telephone was such an important invention that "someday every community would have one." In 1889, Western Union decided not to purchase all of Bell's patents for $100,000 because they did not believe there was a market for this "electronic toy." In 1899, the U.S. Patent Office director, Charles Duell, stated that everything that could be invented had been invented. Wilbur Wright predicted in 1901 that humans would not fly for another 50 years. In 1903, Horace Rackham predicted that the horse was here to stay and that automobiles were just a fad, although he also bought stock in Ford Motor Company. In 1911, Ferdinand Foch said that, in his opinion, although "aeroplanes" were interesting they were of no military value. In 1927, Warner Brothers wondered who would want to hear actors talk. In 1943, Thomas Watson forecast a world market for about five computers. In 1977, Kenneth Olsen, founder and president of Digital Equipment Corporation, said no one needed to have a personal computer at home. In 1981, Bill Gates said that 640K would be enough memory for anyone. In 1989, Irving Fisher said that stocks had reached a permanently high plateau.
Burgess went on to say that major changes are occurring in the United States and worldwide and that he believes we are entering a new age, characterized by the growing importance of intellectual capital and its impact on all areas of life. He also believes we are entering a new economy, characterized by expanded global competition, with the focus on new methods of distribution and delivery and the integration of these functions with the manufacturing process. The social and political manifestations of this new regime include dramatic demographic shifts, democratization, decentralization, and other developments that will limit institutional power. For example, new technologies like the Internet will continue to empower people, thereby threatening institutional power.
Burgess believes that some of these social manifestations constitute a "value revolution," although he thinks "value restoration" might be a more descriptive
term. He suggested that a new Luddite movement might be in the making. As evidence, he cited the recent controversy over cloning and noted that only one of the three major news magazines had focused on the promising aspects of cloning technology; the other two had focused on human cloning and other sensational aspects of the topic. He also cited a renewed interest in fundamental values around the world.
According to Burgess, the new regime will reward people and organizations that are fast, flexible, focused, customized, networked, and global. The broad forces at work are distributive, moving power and control from the center to the periphery. He believes that the United States is especially well suited to prosper in this new regime, which will include on-site manufacturing and the capability of producing customized products quickly. In contrast to the United States, the European Union will have problems in the new regime because it is a "mainframe" concept in a "PC" world and has created a new layer of centralized bureaucracy. None of the world's leading industries is headquartered in Europe.
Burgess calls the driving forces for change "TIDES of the Millennium": Technology, International commerce, Demography, Entrepreneurship, and Standards of living.
Technology. The importance of technology, which has been and will continue to be a driver, cannot be overemphasized. The technology-driven industries of the next century will be civil aviation, biotechnology, materials, microelectronics, computers and software, telecommunications, robotics, and machine tools.
International commerce. The Anglo-American way of doing business is being adopted worldwide, including accounting practices, advertising, corporate finance, business education, and business ethics. English is the language of commerce and diplomacy, and more Chinese are learning English today than there are Americans. The Anglo-American diaspora is larger than the Jewish diaspora and more influential than the Chinese diaspora of 55 million.
Demography. People are an economy's most important asset because only people have the ability to sense, judge, create, and build relationships. The United States has a big advantage because it is a magnet for immigration. First-generation immigrants from Taiwan, Yugoslavia, and Pakistan currently run six of the top fifteen corporations in southern California; three more are being run by second-generation immigrants. In Silicon Valley, one-third of the engineers is Asian. The United States has a huge asset in these people.
Entrepreneurship. The United States has one of the strongest family-based entrepreneurial cultures in the world, matched only by the Chinese, including the Chinese in Taiwan, Singapore, and Hong Kong. Today, the United States has 22 million business enterprises. Of these, only 14,000 have more than 500 employees. The action is therefore with small enterprises, which have accounted for 100 percent of net new job growth in the past seven years. In the economy of the
future, many small and mid-sized enterprises (SMEs) will operate through networks, such as learning networks, intelligence networks, resource networks, distribution networks, co-marketing networks, co-production networks, and joint-procurement networks. Attempts will be made to drive cost out of the system. As an example of a seamless link between manufacturing, distribution, and delivery, Domino's pizza could be produced in mobile units, thereby reducing costs and speeding up delivery.
Standards of living. Standards of living are rising all over the world. The net result of this is positive. In the future, travel will increase, and because of higher per capita income, the investment in a clean environment will also increase. Tremendous new markets will open up for environmental technologies, new infrastructures will be built, and manufacturing will become even more important than it is today.
At this point in his talk, Burgess turned to a more in-depth discussion of technology, the first of his five TIDES. He cited a recent MIT study that identified the following major technology-driven industries:
Civil aviation. The United States is strong in this industry, with only one major, heavily subsidized competitor, Airbus.
Biotechnology. The United States is also a leader in this industry in which "the sky is the limit" and new discoveries are being made every month. Biology-based nanotechnology may someday be able to manufacture one atom at a time from locally available atoms. The biotechnology industry represents the convergence of several technologies, including computers, telecommunications, genetics, and micromachinery.
New materials. Steel, aluminum, plastics, and composites are current examples of new materials, and important new materials are still to come.
Microelectronics. The United States is the leading producer of high-value-added chips. Japan, which has focused on commodity chips, must now compete with the People's Republic of China, Indonesia, Korea, and others in the commodity chip market.
Computers and software. Because the United States has nearly 50 percent of the installed computer capacity in the world, it is in a strong position in the computer and software industry. Japan is second, with about 10 percent of installed capacity. The business world is interested in computers, but computers take a while to internalize, and the first generation of users may actually be less productive. This is in contrast to the Xerox machine, which changed behaviors and roles (e.g., the role of the secretary) very quickly by eliminating the need for carbon copies. Recent OECD data indicate that the United States is first in the growth of the service sector, which shows that U.S. business enterprises are effectively digesting new computer technologies.
Telecommunications. The United States is moving rapidly toward a high-speed,
broadband, interactive information superhighway, provided it is not hi-jacked by government regulations. Telecommunications has had a real impact on everything from education (making home schooling and many other options possible) to decisions about location (largely eliminating the importance of distance).
Robots and machine tools. Robots and machine tools is the one major sector in which the United States is not even on the radar screen, although there are signs that it is making a comeback. Many other "comeback industries" in the United States, including heavy motorcycles (Harley Davidson), that were about to go out of business are now world leaders. Photocopiers (Xerox) is a resurgent industry in which developments in digital high-definition television have leapfrogged the Japanese. The Hewlett Packard inkjet printer also leapfrogged old technologies produced by Asian competitors.
Burgess noted that even though it is difficult to predict the importance of specific technologies, the United States is strong in six of the seven technology-driven industries.
Burgess then went on to discuss important historical changes that resulted from new ideas. For example, Jesus' ideas of love and hope changed the world, and Einstein's idea of relativity fundamentally changed perceptions. These pure ideas were not technology driven or coupled with experimental science.
Burgess called Christopher Columbus and Martin Luther the two most important examples of men whose ideas, coupled with technology, have changed the way we think. Christopher Columbus had a "big idea," namely that you could sail west to go east. His voyages were made possible by technological advancements, namely the astrolabe, which made it possible to locate the latitude of a sailing vessel on the globe, and the caravel, which made it possible for ships to sail into the wind. Political factors were also important. The fall of Constantinople to the Muslims forced Western Europeans to find an alternative route to the East. Burgess noted that all of the major figures in the Renaissance were less than 25 years old when Columbus came back from the New World, except for Leonardo da Vinci, who was 40 but who did his most important work after that.
Twenty-five years after Columbus, Martin Luther expounded the idea of the priesthood of all believers in his 99 Theses. Burgess noted that Luther's idea was made possible by the invention of the Gutenberg press 62 years earlier. Within 10 years of that invention, the Bible had been translated into 10 languages, including German and French, which enabled people to read the Bible themselves.
New technologies have unleashed powerful social and economic forces that have had an enormous impact on our lives. Dramatic changes have been made in the workplace as the result of telecommunications technology. The number of temporary employees has increased, and freelance professionals (nomads) can move from job to job, enabling companies to adapt to a "project management" approach. The increasingly mobile workforce is possible because of "telecomputing" technology (the combination of computers and telecommunications).
Burgess believes these are positive changes. Nomads, for example, who continue to learn as they provide advice, counsel, and other services and then move on, are conduits for the rapid spread of ideas and the rapid diffusion of technology throughout the country, which has contributed to rapid innovation. Burgess believes that in the long run everyone will benefit from this trend.
Burgess also believes that telecommunications have enabled the just-in-time (JIT) office. Offices are becoming smaller, and the average office area, per professional, has dropped from 330 square feet to 110 square feet in many business and professional enterprises that are taking full advantage of new communications technologies. This change will have a profound effect on the real estate market. In addition, the spread of telecomputing technologies has had a profound effect on lifestyles. Compared to 1989, twice as many people work at home. A dramatic example is the phenomenon of ''Lone Eagles," freelance professionals (knowledge workers) who have moved to small cities and towns and rural areas, especially in the Great Plains and Rocky Mountain region. This trend has been enabled by faxes, modems, express mail, and other transportation and telecomputing-based services and is creating a rural renaissance in the United States and a new way of thinking about economic development.
Geo-Economics of 2020: The Global Macroeconomic Background
Edward Leamer
University of California at Los Angeles
The subject of Edward Leamer's presentation was the effect of technology on the standard of living. He pointed out that since the 1970s, real wages in the United States have declined, the inequality in incomes has increased, and the gap is growing (see Figure A-1). Compensation rates for the lowest 20 percent have fallen, which has had a dramatic effect on the political scene. The forces driving inequalities in income in the United States are education, immigration, globalization, and technology. According to Leamer, inequality in incomes has increased as the quality of a high school education has deteriorated. Immigration, predominantly low-skilled workers from Mexico and Central America, has increased the supply of low-skilled workers and lowered wages.
Leamer believes that globalization has increased the fluidity of products and financial capital. Manufactured products tend to level wages because they represent durable and transportable "stores" of human-value input. As more and more previously isolated economies, such as China, India, and Brazil, increase their trade with industrialized markets, huge numbers of unskilled workers enter the manufacturing labor force in which U.S. laborers must compete. If wage levels were equalized globally, they would equal $2/hour for all countries. Leamer believes
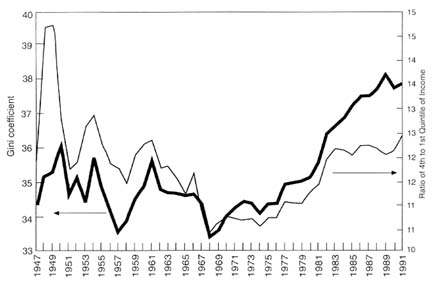
FIGURE A-1
Measures of inequality in U.S. incomes. Gini coefficient is a measure of income equality that ranges from 0 percent (indicating perfect equality) to 100 percent (indicating perfect inequality).
Source: U.S. Census Bureau. Current Population Reports.
that global wage leveling has increased inequalities in incomes in the United States. If low-cost, third-world labor can be substituted for high-cost U.S. labor, wages for low-skilled U.S. jobs will be limited or might even decrease. At the same time wages for more-educated workers with higher skills will increase. Industries that require substantial numbers of low-skilled laborers (e.g., manufacturers of shoes and apparel: see Figure A-2) are moving their operations to countries with low labor costs.
Leamer pointed out that new technologies can increase or decrease inequality in incomes. Some technologies, such as the forklift, increase the output of the operator in such a way that the physical capabilities of operators are equalized, because with a little bit of training, everyone can lift the same load and be paid the same amount. Therefore, "forklift" technologies tend to equalize incomes. Technologies that amplify the execution of tasks, such as the microphone, television, and CDs, enable single, talented individuals to reach much larger audiences than before. These "microphone" technologies create high rates of compensation and tend to increase inequality in incomes, which cannot be undone by education. Leamer asked workshop participants to consider whether the computer is a forklift or a microphone technology.
Despite advances in transportation and communications. Leamer asserted that proximity to major markets is still a principal factor in determining a region's per capita income (see Figures A-3 and A-4). He defined "law of gravity in trade"
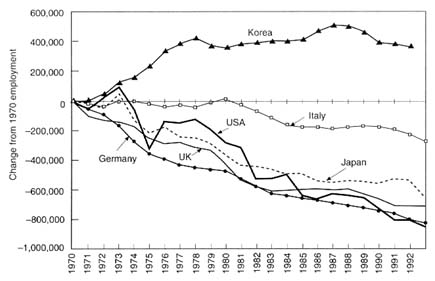
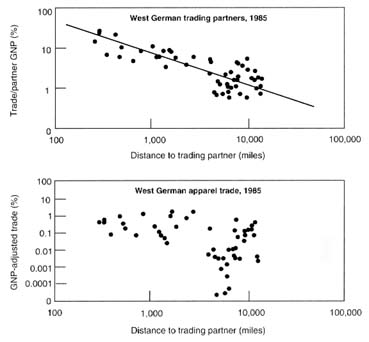
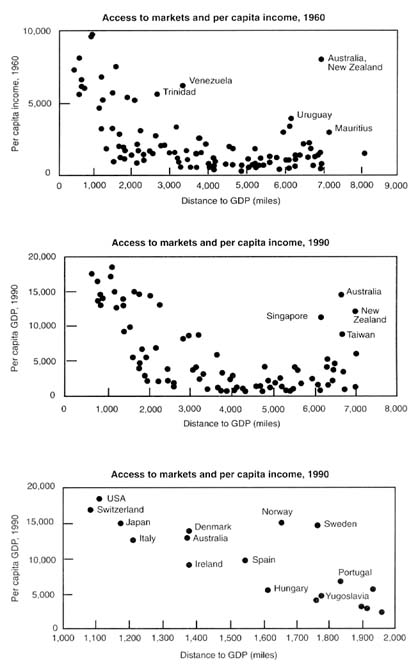
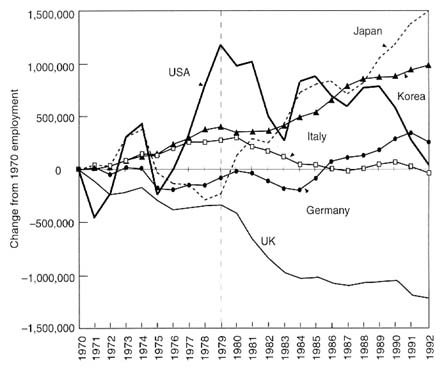
FIGURE A-5
Employment in machinery and equipment, 1970 to 1993.
as the product of the gross domestic products of two countries divided by the square root of the distance between them is equal to the trade between the two. This relationship remained relatively unchanged from 1975 to 1990, except for the shipping of automobiles across the Pacific Ocean, an anomaly that is unlikely to continue. The existence of infrastructure (including transportation, communications, education, and financial markets) is also an important factor in maintaining a region's per capita income. Therefore, Leamer believes that investing in infrastructure and education will minimize the negative effects of globalization on the United States.
The shift to higher-value jobs (e.g., the production of machinery and equipment) could be distorted by shifts in investment accounts (as opposed to trading accounts) that affect exchange rates and, consequently, prices. This is illustrated by the loss of U.S. jobs in machinery and equipment (Figure A-5) between 1979 and 1992 (particularly between 1989 and 1992), which was driven by a large increase in Japanese investments in the United States. This situation has largely corrected itself as the yen/dollar exchange rates have readjusted.
Environmental Considerations in Manufacturing
Paul Sheng
University of California at Berkeley
Braden Allenby
AT&T, Murray Hill, New Jersey
Paul Sheng began his presentation by stating that environmental impact is the product of three factors: population, which is growing; the wealth per unit of population, which is also growing; and the environmental impact per unit of wealth, which may or may not be growing. Sheng raised the question of whether or not this third factor could be used to compensate for the growth in the other two.
Sheng described three principal approaches to addressing the relationship between technology and the environment: remediation, compliance, and industrial ecology (see Table A-1). Remediation is a command-and-control approach that focuses on the past. The goal of remediation is to reduce local risk; environmental costs are treated as overhead. The interval between the generation of waste and remediation is very long, which creates difficulties with design and accountability. Compliance is another command-and-control approach that focuses both on the past and the present. Government agencies set an environmental standard for industry to meet; if industry meets that standard, government often raises it. Compliance is similar to remediation in many ways in that it also focuses on reducing local risk and treats environmental costs as overhead. The third approach is industrial ecology, or design for the environment. This new approach, which is currently gaining acceptance, represents a strategic and integral attempt to prevent or minimize adverse environmental impact. Industrial ecology was the subject of Sheng's presentation.
Industrial ecologists approach industrial systems the same way scientists approach biological systems. Industrial ecology is based on the entire life cycle of a component. In automotive technology, for example, the industrial ecologist approach would consider the following factors: the automotive subsystems (e.g., engine) and their effects on the environment, from resource extraction to consumer use; the process of automobile manufacturing, reuse, and recycling; infrastructure technologies, including the technologies needed to maintain bridges, roads, and gasoline stations, without which the main product could not function; and social structures, such as residential living patterns.
According to Sheng, sustainable development will require an industrial ecology infrastructure, which includes implementation initiatives, such as materials models and databases to support the determination of environmental impact; a research agenda; and comprehensive risk assessment and prioritization. Achieving
TABLE A-1 Three Principal Organizational Approaches to Technology and the Environment
|
Approach |
Time Focus |
Focus of Activity |
Endpoint |
Relation of Environment to Economic Activity |
Underlying Conceptual Model |
Disciplinary Approach |
|
Remediation |
past |
individual site, media, substance |
reduce local anthropocentric risk |
overhead |
command-and-control intervention in simple systems |
toxicology and environmental science; reductionist |
|
Compliance |
present/ past |
individual site, media, substance |
reduce local anthropocentric risk |
overhead |
command-and-control intervention in simple systems |
toxicology and environmental science; reductionist |
|
Industrial Ecology/Design for the Environment |
present/ future |
materials, products, services, operations over life cycle |
global sustainability |
strategic and integral |
guided evolution of complex systems |
physical, biological, and social sciences; law and economics; technology and engineering; highly integrative |
sustainable development would also require implementation of environmental accounting, as well as initiatives by various industry sectors, such as designing products for the environment, practicing sustainable agriculture and forests, and adopting sustainable energy systems.
Sheng described a number of factors behind environmental issues:
- Emerging standards for managing product life cycles, such as ISO 14000, British Standard 7750, EMAS, and Energy Star.
- A growing consumer preference for "green" products, such as products certified by Blue Angel and Green Cross. The green movement is strong in Europe and will probably become stronger in the United States.
- The internalization of environmental costs for the abatement and disposal of wastes into production costs.
- Product "take-back" initiatives governing end-of-life, initiatives that have been stalled in the European Union but are still a potent force. Instead of buying products, consumers will take out long-term (lifetime) leases on them.
- Broader extension of the total quality management (TQM) movement, which some expert believe has reached a point of diminishing returns. Total quality environmental management (TQEM) considers a broader context that includes environmental considerations.
- Globalization and disintegration of manufacturing supply chains. The question is whether ownership of the intellectual content of a design entails ownership of the environmental problems that ensue.
An environmentally sensitive view of manufacturing would consider waste and recycled materials from each step of the conversion process as "raw material" for some other process, (i.e., an extended supply chain). Product and process parameters would be mapped to waste groups, and process maps would be linked to supply-chain maps. Sheng believes that environmental management is a good example of distributed information and that an integrated solution to environmental management problems can be facilitated through the Internet.
Sheng listed the following emerging issues in the integration of environmental considerations and manufacturing:
- the development of materials databases and generally accepted techniques
- the internalization of the costs/benefits of environmental activities (activity-based management)
- the development of environment-based performance metrics
- the integration of environmental factors into supplier relationships (transaction cost economics)
- the integration of environmentally friendly designs with existing infrastructures for concurrent engineering and design-for-manufacturing
- the active management of energy consumption, especially for information systems
- the rigorous design and optimization of end-of-life processes and systems, (e.g., the ability to dismantle cars as fast as they are assembled)
- the modification of the definition of a supply chain (industrial symbiosis) to include the end-uses of byproducts and waste
Reengineering Through Fractal Structures
Wilfried Sihn
Fraunhofer Institute for Manufacturing Engineering and Automation, Stuttgart, Germany
Wilfried Sihn's talk was divided into two sections. In the first section, he described the re-engineering of German corporations using a so-called fractal structure. In the second section, he described his vision of the future competitive environment in Europe.
Sihn believes that the following factors affect corporate success: a culture of innovation, globalization, organization optimization, location safeguarding, diversification, and customer orientation. The successful corporate culture is characterized by cost management, employee orientation, process orientation, and production depth. In order to survive, companies must change their values from centralization to decentralization; mistrust to trust; power to communication; specialization to flexibility; determinism to chaos; and company tradition to company culture (see Table A-2).
TABLE A-2 Necessary Changes in Company Values
|
Old Values |
New Values |
|
"Centralism" |
"Decentralism" |
|
Mistrust |
Trust |
|
Outside control |
Self-supervision |
|
Division of labor |
Work enrichment |
|
Individual performance |
Team performance |
|
Output |
Quality performance |
|
Power |
Communication |
|
Notification |
Information |
|
Position |
Executive responsibility |
|
Hierarchy |
Process orientation |
|
Company tradition |
Company culture |
|
Specialization |
Flexibility |
|
Line |
Network |
|
Determinism |
Chaos |
|
Training |
Motivation |
|
Job orientation |
Relation orientation |
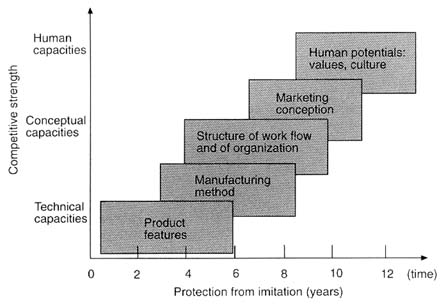
FIGURE A-6
Conceptualization of how lasting competitive advantages are attained through values and culture.
Sihn defined a fractal company as a business organizational structure with many of the properties of fractals: self-similarity, self-optimization, and self-organization. The Fraunhofer Institutes in Stuttgart and Magdeberg have used these concepts to develop a methodology for thinking about and implementing open organizational systems composed of small, semi-autonomous work units, or fractals. To date, this methodology has been used to restructure nearly 200 companies and has demonstrated improvements in business results.
In addition to the characteristics listed above, the fractal company places a heavy emphasis on the value of employees. One core axiom of a fractal company is competitive strength and the lasting competitive advantages of safeguarding a company's human capital (see Figure A-6). Leadership in a fractal company is not top-down. Instead, development teams bring employees on board. The fractal company includes six levels in a business organization: cultural, strategic, socio-psychological, economic/financial, information, and process and material flow levels.
In the second part of Sihn's talk, he described a vision of the competitive environment of the future. The key elements of this environment are listed below:
- The European Union has become a reality, and national borders have been dropped. Europe now acts as a unified whole in global markets with a single, very hard currency.
- China, India, and Russia have become economic world powers. The ''tiger states" (Southeast Asia) have formed a solid union.
- Cost differences among world powers have narrowed to less than 100 percent.
- Europe, as well as the United States, is concentrating on high technology products and "intelligent" services.
- The power of labor unions has diminished.
- The social welfare state has become an unaffordable luxury, and the emphasis is again on achievement.
- Competition takes place in "electronic markets."
- Ecology (saving the planet) has taken priority over the economy.
Sihn predicts that, in this competitive environment, a few global enterprises will dominate international markets, leaving smaller companies to pursue regional and technological niche strategies. The European economic structure will be dominated by gigantic groups surrounded by many highly flexible and dynamic small businesses. European labor laws will permit highly flexible working conditions and remuneration. Companies will operate 24 hours a day, seven days a week. Product structures, assembly modes, and product delivery will be different than they are today. Business enterprises will be paperless, and networking will be worldwide.
According to Sihn, the major challenges faced by manufacturing enterprises in this environment will be the implementation of flexible, temporary cooperation models for virtual enterprises; knowledge management; value engineering; the creation of a culture of innovation; globalization; changing leadership strategies from confrontation to motivation and cooperation; resource shortages; competition in time; and competition in competence and cost. Sihn believes that the technological developments required to remain competitive in this environment will include recyclable materials; new ceramic, metal, synthetic, and biological materials; and multifunctional materials. Technologies that minimize the number of components and replace mechanical systems with electronic systems will also be necessary. Finally, key technologies, such as genetic engineering, environmental technology, semiconductor technology, mechatronics, and microsystem technology, will have to be developed.
The Informational Infrastructure of 2020
H.T. Goranson
Sirius Beta, Virginia Beach, Virginia
H.T. Goranson began his presentation by discussing the role of technology in manufacturing. He pointed out that there are two types of technologies, "push"
technologies and "pull" technologies. Push technologies appear unexpectedly and bring about profound changes in society by way of new types of products (cars, phones, televisions, computers). Only much later do these technologies affect the way manufacturing is done. Pull technologies, on the other hand, are information technologies that enable companies to work around difficult problems. To predict the technologies manufacturing enterprises will need in 2020, Goranson believes we must first determine the problems businesses will have to solve.
Goranson next discussed the relationship between manufacturing, collaboration, and technology. He believes that commerce, which is even older than government, is the basis of societal collaboration. In Goranson's opinion, the manufacturing enterprise is at the heart of collaboration, all collaborative processes are essentially about information, and collaboration is technology dependent. Goranson described eight future conditions or megatrends.
Brand loyalty plus. People already identify certain brands of products with their lifestyle and ethnic or group identity. This trend will continue.
Megawealth generators. As a result of brand name loyalty and other factors, a few brand name manufacturers will become powerful collectors of wealth. However, they will do less and less of the actual manufacturing, which will occur further down the supplier chains. One group will do marketing, another will do investing, and a third, the supplier base, will do the manufacturing.
Third, dynamic class. Markets and innovations will be highly dynamic. The number of "have-nots" will grow, and a new class of "used-to-haves" will emerge. The used-to-haves will be educated, motivated people who were "haves" but have become have-nots.
Wealth by ability to change. Wealth will be granted by the investor community. Immediate wealth (profitability) will be eclipsed by estimates of how profitable an individual or company is likely to be in the future. Wealth will be determined by impressions of an individual or company's ability to stay ahead of the power curve (i.e., by its agility). The ability of investors to maintain wealth will be based on how well they manage the supplier base.
Products as strategic weapons. Delighting the customer will become less important than "using" products as competitive weapons (the Microsoft/NBC model). This change has already taken place in the movie industry.
Lifetime product marketing. The social identification of the product will be leveraged for after-sale sales (e.g., lifetime improvements in autos). Today, many manufacturing enterprises only engineer, manufacture, and sell a product. Companies of the future will keep profiting by continuing to upgrade their products after sales.
New social roles for commerce. More social services will be performed by commercial entities under the primary investors (megaprimes), who will be less concerned with national issues. Social services will be associated with brand identification (e.g., the reinvention of insurance companies), and the role of civil responsibility
(e.g., the role of haves in the supply chain) will be redefined. Suppliers will be invited to buy into health benefit pools.
Integration as the goal of research. Primary investors who can integrate processes against the soft market context, leaving the innovation of processes to supplier partners, will reap massive payoffs. The focus of research will shift from new development to integration for new markets.
Goranson believes that these megatrends will generate certain technological needs. He believes that manufacturing enterprises lack the tools to manage complexity, abstraction/aggregation, and "soft" (social/cultural) dynamics. A key information technology for the future will be the ability to identify product needs in soft contexts (this capability already exists for cars, shoes, food, and entertainment). Companies must be able to identify customer reactions to products before they appear on the market and create a demand for their products. Goranson believes that this can only be done with soft modeling. Companies must understand highly complex combinations of products and product factors; manage combinations of suppliers and processes to meet identified needs and extrapolate new possibilities; and optimize their operations to meet not only current needs, but also future needs. Companies will need these capabilities for dozens of products and millions of suppliers.
For these soft models to work, they must be deep in terms of formal mathematics. Things will change too fast to rely on intuition. However, the models must also be expressible in concepts that consumers and investors can understand. Soft models must also operate in such a way as to enhance the national good because the market can not be relied on to address these issues. Social metrics must, therefore, be incorporated into the models. Investments in technologies to meet business demands may differ from investments the nation would make to improve or maintain public health.
Goranson outlined a number of problems with existing approaches: product models are not tied to process models; businesses exploit social and cultural phenomena without the tools to evaluate the complexity of product combinations, the softness of projected demand, or the consequences of their actions; there is no formal modeling technology for soft dynamics; technology today tends to create homogeneity rather than diversity in the supply chain; there is no analysis-to-control linkage in our technology foundations; the complexity of the infrastructure is growing faster than the complexity of the enterprise.
Goranson suggested three grand modeling challenges for the research agenda of the future: models of soft phenomena, such as social and cultural dynamics and associated strategic goals; small, specialized groups that can use whatever processes, analyses, tools, or representations they desire without constraint, yet can be part of large, diverse enterprises; and models that lead to automatic binding and governing mechanisms that enable business aggregations to evolve automatically. Ideally, process modeling/knowledge-representation science could be combined
with programming/natural languages to produce a language that can describe, explore analytically, and control complex soft systems. This language would have a computable internal representation (possibly based on multi-agent systems components) and multiple views, including spatial visualization vocabularies (possibly based on topographical manipulation).
Looking Outside the Box Business Practices for Industrial Competitiveness in 2020
Rick Dove
Paradigm Shift International, Oakland, California
Rick Dove began his highly visual presentation by stating that we can't imagine 2020 because we can't look "outside the box" to foresee revolutionary developments. Then he described some provocative ideas about what manufacturing in the future might be like: autonomous self-organizing systems will be common; people will have to cope with rapidly changing technology; businesses will generate value in blitzkriegs; the people in power will be today's 10-years-olds, who will be practically omnipotent and immortal; technology will change so quickly that luck will be more important than strategy, as we know those concepts today; and business value will only be short term.
Dove believes that within five years, we will no longer recognize the business world. Laser sintering of useful metals, as well as atomic construction, will be possible. An Internet satellite grid 200 miles above the earth will be in place. Virtual reality will be used as a cooperative work space, and employees and customers will be plugged-in cyber people.
Dove believes that the pace of change, both technical and cultural, will continue to accelerate over the next 25 years. In Japan, a computer generated pop star, Kyoko Date, already has hit songs, and, because of MTV, African children living in tents want Nike shoes. The speed and intensity of life will be enhanced by electronic, medical, and other technologies, including drugs that can enhance learning and problem-solving capacities. He believes that in 25 years, the 10-year-olds of today:
- will have drug- and genetically-enhanced mental powers
- will be economically pulled, not driven
- will be intellectually motivated
- will want enough money to buy a life
- will have the option of living forever
- (some) will be Goldfinger-type criminals
- will be able to live anywhere without regard for international boundaries
According to Dove, we can't afford to learn history anymore. Instead, we need to learn how to learn and what insight means and that a lot of good strategy can be learned from playing "Doom" (an electronic video game), although perhaps it is dangerous to teach people that they can "save and reload." In the future people will be "wired for sight and sound" and will be able to get information simply by asking for it. Virtual reality will be a national utility, and entertainment will be immersive and rewarding.
In his presentation, Dove conceptualized business of the future as a collection of nonlinear systems composed of interacting, independent modules. He suggested that companies will keep expanding until they try to tackle projects that are beyond their competency (e.g., DEC and Apple) and that management consulting in 2020 will include the service of dismantling companies while they are still net positive (the Kevorkian Group). Long-term commitments to companies and countries, he said, will give way to short-term opportunistic relationships that may be complex and far flung. Labor unions, as we know them, will become weak, and there will be a return to guilds and an emphasis on continuing education. Dove believes that women will be dominant in business of the future because, genetically, they have better social skills.
Dove predicted that products will emerge and disappear rapidly, emulating the practices of the fashion and entertainment industries. Many companies will abandon their primary commitments to self-preservation and growth, changing fundamentally to opportunity-specific enterprises, much like the transition in the film industry from large studios to independent ventures that assemble and disassemble with the product life cycle. This implies that the assembly/disassembly process must be made much easier. New control strategies (e.g., autonomous agents) promise the ability to control complex interactive systems with a few simple rules. The important principle, according to Dove, is "united we fall, divided we stand" because tightly coupled systems are brittle and move slowly, while loosely coupled systems are flexible and can change quickly.
Dove suggested that in the year 2020, there will be people practices, rather then business practices, and that there will really be no time for businesses to practice at all; they will "just do it." Trends toward less constrained, more autonomous units will present challenges to ensuring ethical, or even "legal," behavior as autonomous, flexible, and unconstrained business units explore and test boundaries and borderlines in all directions. Dove believes that the innate competitiveness of people will preclude trust-based business relationships in the foreseeable future.
Summaries of Group Discussions
The group assignments for the first day of the workshop are listed below. The first name is the committee member who acted as facilitator for the group, and the names in italics are the spokespersons who presented the results:
|
Group 1: |
Ann Majchrzak, Nathan Cloud, David Hardt, Louis Kiefer, Howard Kuhn, Woody Noxon, Paul Sheng, Mauro Walker |
|
Group 2: |
Barbara Fossum, Debra Amidon, Thomas Crumm, Robert Hocken, Edward Leamer, Leo Plonsky, Wilfried Sihn, Brian Turner |
|
Group 3: |
David Hagen, John Decaire, Bill Kay, Mike McEvoy, F. Stan Settles, Patricia Whitman, John Bollinger |
|
Group 4: |
Gordon Forward, Steven Bomba, Rick Dove, Richard Jarman, Rakesh Mahajan, Eugene Wong |
|
Group 5: |
Donald Frey, Richard Kegg, David Miska, Richard Neal, James Solberg, H.T. Goranson |
|
Group 6: |
Lawrence Rhoades, Charles Carter, William Hanson, M. Eugene Merchant, Richard Morley, Heinz Schmitt, Kathryn Whiting, George Hazelrigg |
Each group was asked to consider the following questions:
- What are the most important challenges the manufacturing industry must address to compete successfully in 2020?
- How will manufacturing be done in 2020?
-
The following sections contain the responses of the discussion groups.
Group One
Question 1: Manufacturing Challenges in 2020
Challenges for the manufacturing enterprise in 2020 will include anticipating and defining the concept of adding value in a much more dynamic market; providing satisfying challenges for people; and creating dynamic organizational constructs that can integrate multiple points of view, such as local vs. global, employee vs. employer, entrepreneurial vs. company, nationalistic vs. profit boundaries, and good and bad aspects of a nomadic workforce. The challenges in the areas of growth, management of the global supply chain, and the integration of multiple perspectives are listed below:
Growth
- defining products (blurring of the distinction between services and products)
- determining who should be involved in setting business strategies (stakeholders)
- defining value and how manufacturing enterprises should provide value to customers
- determining and maintaining the core competency of manufacturing
- establishing metrics for long-term growth
Management of Global Supply Chains
- managing the logistics of global supply and capacity from region to region
- integrating the supply chain and product concepts
- accommodating changing local markets (instead of shipping)
- rapidly creating and dissolving supply chains
Integration of Multiple Perspectives
- rationalizing functional, resource, and organizational perspectives
- integrating knowledge and skills in manufacturing enterprises
- optimizing the relationship of employees to manufacturing enterprises
- determining roles for political entities in the transition from local to global enterprises
- preserving political stability
Question 2: Manufacturing in 2020
The group agreed that manufacturing in 2020 will be based on innovation and the development of new products, rather than on filling market voids. Manufacturing will include the entire supply chain, i.e., marketing, distribution, design, and the in-home manufacturing and assembly of goods.
There will be more than one type of manufacturing organization in 2020. Manufacturing organizations will vary in virtuality and loyalty (see Figure A-7). Virtuality will vary from mega-companies (fractal organizations) to virtual networks, and the loyalty of the employees will vary from a loyal core of integrators and professionals (with the range of skills necessary to a particular business) to free agents. A company's core competencies will be focused on expert knowledge of the business, with a lot of outsourcing. Employees will have incentives to go wherever they want or wherever they can add value.
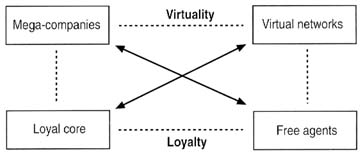
FIGURE A-7
Schematic illustration of how manufacturing organizations in 2020 will vary in virtuality and loyalty.
Elements of successful manufacturing in 2020 are listed below:
- processes that are understood and consistently executed
- new materials
- environmentally friendly products and processes
- mass customization along with mass production
- local manufacturing
- machines that are easy to operate and repair
- networked/holonic/virtual work organizations along with extended mega-corporations
- companies with access to all educational systems
- in situ sales, distribution, and manufacturing
- knowledge management
- constant and rapid product innovation
- reconfigurable/reprogrammable factories
- global enterprises
Group Two
Question 1: Challenges for Manufacturing in 2020
The group first addressed the question of the most important challenges that the manufacturing industry must consider to compete successfully in 2020. The challenges identified were grouped into four areas, (1) managing knowledge, information, and communications, (2) operating global enterprises, (3) sustaining the manufacturing infrastructure, and (4) managing change.
Managing knowledge, information, and communications. The physical aspect of managing knowledge is exemplified in the ability to unbundle physical products from information about how to use them. The human aspects of managing knowledge, information, and communications include retraining workers for advanced processes and understanding cultural change (for example, the increase in life expectancy, the decrease in the number of children per family). Other specific factors that were identified in this category include: capturing and implementing new technology, cross-boundary processes, protection of intellectual property, changing rules, funding knowledge development, and funding of entrepreneurial efforts.
Operating global enterprises. Issues related to the globalization of manufacturing enterprises include accommodating multiculturalism (e.g., a multicultural workforce), choosing the right market for a product, doing business in various economic systems, and redistributing technical competence and wealth (e.g., understanding the dynamics of third-world countries and assessing the impact of their growing capabilities). Enterprises will have to determine which technologies and strategies they should pursue in order to address these issues.
Sustaining the manufacturing infrastructure. Sustaining the manufacturing infrastructure includes creating new components of the infrastructure, such as components related to energy and natural resource use, the environment, education, and transportation, because current components will have to be replaced by 2020.
Managing change. Managing change will require an understanding of social and cultural changes (longevity, family size, demographics), an understanding of systems dynamics, thinking and acting in new ways (collaborating, converting dilemmas to opportunities ["and" versus "either/or"]). Managing change will also require recognizing that industrial changes must parallel and accommodate societal changes.
Question 2: Manufacturing in 2020
Group 2 identified the following characteristics of manufacturing in the year 2020:
- Fundamental industrial processes (e.g., unit processes) will still be around and will not be much different. Milling and welding will not be obsolete.
- Products and services will be increasingly produced in multiple configurations of alliances, some of which will even include consumers.
- Networks of flexible entrepreneurial sites will replace large, more rigid, central sites. Examples from the past two decades are the mini steel mills.
- Products that are built-to-order, instead of inventoried, will create pressures to reduce scale and locate sales and services near manufacturing sites. Selecting products from store shelves will increasingly be replaced by factory-direct orders and special delivery options via communication links.
- Industry will produce more highly customized, high value products. Bicycles, for example, will be made to fit not only the body size, but also to accommodate the physical condition of the rider.
- New developments in biotechnology and nanotechnology will create whole new industries and industrial alliances.
The following scenarios were also discussed:
- More emphasis will be placed on remanufacturing and extending the life of products.
- Humans and machines will work together more closely.
- The workforce will be more educated, more capable, and more responsible.
- Manufacturing will be done in networks of organizations, "global production networks."
- We will continue to mix high-volume mass production with low-volume and high-volume customization.
- Manufacturing could disappear by 2020.
- The minimum replaceable component of equipment will be increasingly complex and expensive.
- Manufacturing may be done in outer space.
- Economic security and job security will continue to decline causing inequality in income to increase substantially.
- Organizations will drift in and out of alliances.
Group Three
Question 1: Challenges for Manufacturing in 2020
The discussions of this group centered on the premise that manufacturing companies in 2020 will have to be extremely efficient, highly competitive, extremely agile, and extremely responsive to changing customer requirements and competitive conditions. Companies will have to optimize their performance by fully utilizing diverse global human resources. Based on this premise, the group identified eight critical challenges: managing the enterprise as a system; educating the workforce; accommodating cultural diversity; managing knowledge; managing environmental impacts; adapting to social instabilities; sustaining customer relationships; and managing innovation.
Managing the enterprise as a system. All highly distributed, global companies that are quick and responsive will manage their enterprises as systems. Savings from low-cost labor are likely to be offset by an increase in time materials or products remain in inventory. Companies that operate as systems will be able to find the most qualified people and allow them to work together to reach common objectives.
Educating the workforce. Education, and the way we perceive it, will change by 2020. Because all global manufacturing enterprises in 2020 will have virtually unlimited access to educational systems worldwide, education will offer no competitive advantage. However, the effective utilization of human and educational resources will offer advantages. Educational challenges for future manufacturing enterprises will include maintaining a "fresh," competitive, up-to-date workforce and developing new competencies to stay competitive in a changing business climate.
Accommodating cultural diversity. Manufacturing enterprises in 2020 will require highly distributed decision making to deal with the fast-moving global business climate. Decision making, however, will have to be guided not only by the high level "systems view" described above, but also by shared values and operating principles. The challenge to future manufacturing enterprises will be to create and sustain shared values and principles and to make full use of the human resources that will be available globally.
Managing knowledge. Manufacturing enterprises in 2020 will have access to essentially all information relevant to their operations. The challenges to future manufacturing enterprises will be to transform the available information into useful knowledge for all relevant parts of the value chain and to manage knowledge assets in a way that yields competitive advantage. Some discussion participants described the concept of the ''thin edge" as critical, time-perishable product and knowledge assets. Manufacturers will have to decide how much of their critical assets should be shared in a collaborative relationship.
Managing environmental impacts. The manufacturing climate of the future will be much more sensitive to environmental issues. The challenge to manufacturing enterprises in 2020 will be to take advantage proactively of environmental considerations rather than being driven by them.
Adapting to social instabilities. Social instability might be greater than it is today. Instabilities will arise from the differences between the haves and the have-nots.
Sustaining customer relationships. A critical challenge to manufacturing enterprises in 2020 will be to develop and retain customer loyalty. This will require sustaining customer relations and giving customers what they want, when they want it.
Managing innovation. Managing innovation to provide products or services that are valued by customers and that return profits and competitive advantage will be a key challenge to manufacturing enterprises. If a company does everything else right but does not innovate, it will still fail.
Question 2: Manufacturing in 2020
Participants identified the following characteristics of manufacturing in 2020.
- Customers will drive manufacturing to an effective production batch size of one for high value-added products. System flexibility will be required for undreamed of customization of products. Even today, medical equipment is produced in batches as small as 10.
- Global networking and collaborations will continue to expand, allowing companies to change their main products quickly. Companies are already striking relationships never before dreamed of. Knowledgeable engineers and the ability to manufacture locally will be the key to reaping the benefits of collaborative enterprises.
- No differentiation will be made between products and services. Fortune magazine quotes a Matsushita saying that service after sales is more important than assistance before sales because it is the way one wins permanent customers.
- Virtual corporations will integrate major products. For example, the Boeing 777 was characterized by one participant as "a large assembly of precision milled parts flying in formation." This type of product integration is already happening today. A medical (intravenous solution) pump was recently designed in the UK. The fabrication tools included 143 molds fabricated on three continents—Europe, North America, and Asia—in 90 days. These tools, in turn, generated finished parts that were shipped to Singapore for final assembly.
- The interdependence of core partners in the value chain will be a barrier to establishing new collaborative partnerships because of the established business dependencies and intellectual property shared by the partners. Small manufacturing enterprises will have to be able to manage multiple partnerships.
Group Four
Question 1: Manufacturing Challenges for 2020
Some participants identified the following important challenges that will be faced by the manufacturing industry in 2020:
- attracting people to careers in manufacturing
- responding to catastrophic events, (e.g., economic collapse in China)
- developing employees who are skilled at knowledge work, which will become important in the factory environment and provide competitive advantage
- keeping employees up to date
- defining the government's role in manufacturing
- optimizing energy use
Question 2: Manufacturing in 2020
The group discussed how manufacturing would be done in 2020 and identified the following trends:
- Mass production and mass customization of products will be prevalent. But mass production will require reconfigurable factories. Despite the prevalence of mass customization, economies of scale will still have advantages. Some products will be generic and some will be custom-made. Products will be designed to be reconfigured and manufactured for longer lifetimes.
- Factories will be flexible and programmable so that they can manufacture a wide variety of products. Key issues in developing programmable factories will be determining the number of required workers and their required skills. Workers will have to be knowledge workers rather than machine feeders.
- Manufacturing enterprises will be dispersed networks of small manufacturing cells. Transportation and information networks will link the cells into productive agglomerates of networked systems. There will be no distinction between large companies with internal networks and networks of smaller, specialized companies (i.e., both types of organizations will be managed the same way).
- Interest in craftsmanship will be revived, enabled by commodity production resources. Custom-made furniture and other products for the home will be popular. The affluence in the United States and the ability of U.S. manufacturers to produce small quantities of products cost effectively will allow us to indulge these whims.
- Inexpensive, custom-made items will be enabled by an installed infrastructure of outsource manufacturing.
- Knowledge workers will be able to configure and reconfigure factories. Few, if any, workers will be "on the floor."
- Machines will be easy to operate and maintain.
Group Five
Group participants identified the following global crises that they believed could affect manufacturing enterprises in 2020:
- global energy crises, e.g., the depletion of fossil fuels
- social crises, e.g., war between the haves and the have-nots
- environmental crises, e.g., shortages of clean water
- monetary collapse
- global health crises, e.g., pandemics
- social upheavals caused by a radical shift to cost-effective manufacturing
- vulnerability of information, e.g., breaches of computer security
Question 1: Challenges for Manufacturing in 2020
The group discussed the challenges to manufacturing that would result from the crises described above, including changes in living conditions, education (with industrial involvement), changing the skill base to a knowledge base, establishing meaningful reward systems, and resolving cultural conflicts, defining communities, and changing the structure of companies. The key challenges to manufacturing in 2020 identified by discussion participants are listed below:
- partnering to compete and cooperate
- responding to increasing customer demands
- taking responsibility for adverse environmental impacts
- balancing workers' cultural needs with the ability to perform
- educating the "emerging workforce," e.g., accommodating the growing disparity between skilled and unskilled workers
Question 2: Manufacturing in 2020
The group next discussed what manufacturing would be like in 2020. The group discussed time as an organizing principle, distributed manufacturing, increased automation, and the merger of service and manufacturing. According to some participants, challenges to manufacturing enterprises in 2020 will include the development of upgradeable product platforms, the presumed necessity to surrender autonomy in favor of collaborations, and the protection of knowledge assets. Group participants identified the following important trends:
- Extended enterprises will be dominant. Major corporations will exist, but will produce very few parts. Instead, they will be brokers who design, assemble, and manage.
- Small businesses will continue to thrive. The businesses that can adapt will survive. Investment capital will be widely distributed and dispersed.
- "Presence" will be a corporate goal. As economies, such as Indonesia and China emerge, companies will want to have a local presence.
- The business environment will be a even more hard-nosed than it is today and dominated by the economic "bottom line."
Product realization will be quite different in 2020 in terms of responsiveness and affordability. Manufacturing processes will be well understood and consistently executed. The group identified the following three key characteristics of the manufacturing climate in 2020:
- Distance, national boundaries, financial differences, and information issues will no longer be barriers, but will be key factors for decision making.
- New materials (e.g., biotechnology and composites) and new production processes (e.g., molecular manufacturing) will present new opportunities and challenges.
- Energy and environmental responsibility will be integral to successful manufacturing.
Group Six
The first point of discussion was to identify geopolitical events that would influence the manufacturing climate in 2020. Following an extensive discussion, participants advanced the following scenario, with ecology as the primary driver: A major ecological disaster will trigger a dramatic strengthening of the "U.N. Security Council/Group of Seven" community, which will establish a Super Power Federation with "teeth" (i.e., economic and military authority). This will lead to a dramatic reduction in terrorism, an increase in open trade, and strictly enforced global environmental standards. Some implications of this scenario are listed below:
- fewer asset-depletion economies
- increased importance of remanufacturing of products
- accelerated globalization of multinational enterprises as the political situations in third world nations become more stable
- continued domination of the production of high-technology weapons by superpowers (particularly the United States)
Question 1: Manufacturing Challenges in 2020
Many U.S.-owned and -controlled corporations have factories, partners, suppliers, and customers throughout the world. Foreign-owned U.S. factories is is one of the fastest growing industrial sectors of the U.S. industrial base. The most "liquid" stakeholders in a publicly traded company in the United States are the shareholders, many of whom own shares through an institutional investor and don't even know they are shareholders. Their commitment to the company is less reliable than a typical employee's. Small business owners have the longest term (and deepest) commitment to their companies. The implication is that companies seeking long-term commitments from core employees should compensate them with nonliquid equity. Other stakeholders include management, customers, suppliers, and communities (i.e., taxing authorities), all of whom depend on the company economically in some way. Providing products, reward systems, and organizational structures that more effectively resolve the conflicting interests of these stakeholders could dramatically reduce the waste and stress of intra-enterprise conflicts.
The challenges identified by group participants are summarized below:
- resolving the interests and conflicts of stakeholders
- protecting knowledge assets while increasing employee mobility
- attracting manufacturing employees by maintaining a high standard of living, providing education, and improving management
- changing from skill-based to knowledge-based enterprises
- making manufacturing more attractive as a career
- rewarding employees
- focusing on the future
Question 2: Manufacturing in 2020
Some group participants discussed the scenario of manufacturing performed by "holonic" systems of a core organization (e.g., Fortune 100 manufacturers) supported by a select group of networked and cooperatively agile partners (smaller suppliers). Small suppliers will compete to become and remain "members" of this team, surrendering some of their autonomy to the group (i.e., the core organization). The team will be reevaluated periodically, with purges and trades to ensure the most talented and well-balanced team composition.
The high cost of transportation and distribution will lead to distributed local, neighborhood, and personal factories. These distributed factories will access component design and machine control codes from design owners electronically and will construct components from powder materials that can be blended and alloyed to meet the specific requirements. Excess capacity in personal factories can be used to produce commodity products for the "MasterCard" market (i.e., an electronically networked "Dutch Auction" market that solicits component production to be delivered to the buyer by a target date and at target prices from any producer in the network).
Other possible trends for manufacturing in 2020 that were identified by some participants are listed below:
- Service and manufacturing will merge and products will be upgradeable.
- The contributions of individuals and teams in complex manufacturing operations will be accurately measured.
- Substantial time and effort will be devoted to planning for the future (i.e., establishing long-term objectives of the business).
- Time will be recognized as an important contributing factor to cost, particularly for products that become rapidly obsolete.
- Manufacturing will be concentrated in areas where smart, well educated people want to live (the implication is that maintaining attractive living conditions will protect U.S. manufacturing).
- Manufacturing infrastructure (i.e., transport, communications, education, and supplier base) will be more important than labor costs.
- Education will become much more efficient, utilizing "microphone" technologies (á la Edward Leamer) to extend the reach of talented teachers with the help of "Steven Spielberg" presentation technologies.
- Education will be highly valued and aggressively sought at all levels.
- The selection of managers will be less arbitrary and less artful.
- Companies will develop sophisticated strategies to protect and exploit their knowledge assets.
Part II Manufacturing Technology in 2020
Workforce Issues of 2020
Brian Turner
Work and Technology Institute, Washington, D.C.
Brian Turner began his talk by describing the historical trajectory of change in the organization of the manufacturing enterprise from mass production to lean production to total quality production to agile/fractal production and, finally, to high performance production. The manufacturing sector is currently characterized by rapid changes and innovations, and this trend will continue. Innovations in the manufacturing sector have also affected the service economy, including flattened organizational hierarchies and empowered workforces; pervasive information and communication technologies; and pressures for better performance in terms of quality, cost effectiveness, and speed.
Turner described the workplace as a combination of technology, skills, and organization, all three of which are rapidly changing. Because people are the central, and most important, element in all three, the technological choices made today will affect not only quality of the workplace, but also the society in which we live. Technological choices can be approached from three perspectives: a technocentric perspective, in which social dimensions are ignored; a sociocentric perspective, in which technology is ignored; and an integrated perspective, which takes both into account.
Turner believes that three areas of technological development will be critical for the workplace in 2020. The first is the development of educational systems for teaching basic skills, such as math, science, and literacy; technical skills; high-performance skills, such as communication, problem solving, quality, and team operations; and continuous learning. These educational systems are necessary to increase the supply of skilled workers. The second technological area is the high-performance organization of work and production. This might include flattened and simplified hierarchies and active partnerships with workers, characterized by democratic procedures, active communications, and positive incentive systems. This technology is critical to ensuring that the manufacturing enterprise has the flexibility to change. The third area is hardware and software technologies that support skilled and knowledgeable workers (instead of replacing them) and that
are usable in high-performance production environments. Turner noted that this last area is based on a recognition that workers are a source of creativity, not just an uncontrollable source of variation. He believes that an integrated perspective focused on people and systems would maximize peoples' capabilities, opportunities, and participation.
The research areas that would support this integrated perspective are listed below:
- the development of usable systems for representing and analyzing social systems
- the identification of barriers that stand between average and best practices
- the development and validation of usable tools for collaborative design, such as tools that include the workforce in the integrated process and product development (IPPD) process and enable cross-cultural systems of information management, representation, and communication
- the creation of a science of high-performance systems
- cross-disciplinary studies of the economics, behavioral, and social aspects of designing, implementing, and sustaining high-performance work systems
- the development of technologies that enhance workers' control over production, workplace organization, machinery, equipment, and technologies
- the development of metrics and methodologies for high-performance practices, participatory design, skill assessment, and worker-centered control
- the development of educational curricula
Turner ended his talk by predicting that the integrated approach he described would raise the standard of living, reduce social polarization, and strengthen democracy in the workplace and community. Technologies that focus on the people who operate the system will be critical to the success of manufacturing.
Organizing Manufacturing Work: an Industry Perspective
Steven J. Bomba
Johnson Controls, Glendale, Wisconsin
Steven J. Bomba presented an industry perspective on the organizational elements of manufacturing in 2020. He began by stating that the future does not just happen; it is made, and we, therefore, are responsible for how it is made. Manufacturing is an activity of the people, for the people, and by the people. In Bomba's view, people are not only the problem, but they also contribute to the solution.
Historically, people have changed slowly, requiring a generation to complete an adjustment. People can only change at their own pace. Unfortunately, they also become more expensive for businesses with time because of inefficiencies and medical costs, among other things. In the future, people will retain control of manufacturing processes and will have increasing expectations.
Like people, machines can also work, sell, and buy. Although they become less expensive with time and can be controlled, they are becoming increasingly complex as a result of new technologies. Machines are not yet self-organized. According to Bomba, the complexity of the human/machine relationship, and therefore of the manufacturing environment, is also increasing: the level of human/machine interdependence is increasing; and consequently, controllability by people is becoming more difficult, which increases risk.
Despite the increased risk, we have not been teaching management how to deal with risk. Instead we have been advancing incrementally. We need to diffuse a new technology into the marketplace more rapidly. Historical data prepared by Taniguchi (1983) showed that it took 30 to 50 years for metal-cutting technologies to diffuse from the laboratory to the factory (see Figure A-8). Technological discontinuities have led to quantum improvements in many industries. Although continuous improvement is necessary, it is not sufficient for survival. Organizations also need innovation. If organizations remain faithful to old traditions and don't take risks, they will surely fail.
Bomba believes that key factors for the success of manufacturing enterprises in the future will be effective team learning, accommodation of social differences, and effective leadership. His vision of a successful company is a small manufacturing unit that is customer-centered, cross-functional, and based on shared information and shared knowledge. But how will small manufacturers pay for research? A successful manufacturing system will have to be "genetically"
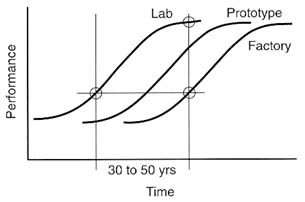
FIGURE A-8
The technology diffusion cycle. Source: Taniguchi, 1983.
FIGURE A-9
The business organization of future enterprises.
diverse, with selective mutation, distributed strength, and "portfolioism" to enable small companies to bargain collectively.
Bomba emphasized the need for knowledge workers. Customizing products will require workers trained in an educational system based on an understanding of how people learn and geared toward individual learning. Workers must have access to just-in-time educational tools, as well as education based on past experience.
Organizations will have to be both reflexive and thoughtful, centralized and widely distributed. Tensions are sure to mount as the experience base clashes with new concepts and emerging social characteristics. Bomba warned of the potential pitfalls of taking just-in-time tools and outsourcing to extremes. Worker education must ultimately contribute to lower price, higher quality, and greater customer satisfaction.
Bomba's model of a business organization of the future consists of a program team sponsored by both a program advocate and an economic advocate (see Figure A-9). The objective of the program team is to transfer technology, either by self-manufacture with available or newly developed processes or by shared manufacture through partnerships. The ideal team will be based on shared information, shared knowledge, and innovation. Tomorrow's industrial engineer will build mediated teams, will produce "informated" workers, and will be a systems synthesizer. Bomba concluded by reminding the workshop that the 30-year-olds of today are the people who will build the future.
Reference
Taniguchi, N. 1983. Current status in, and future trends of, ultraprecision machining and ultrafine materials processing. CIRP Annals 32(2):573–582.
Knowledge and Innovation Management
Debra M. Amidon
Entovation International, Wilmington, Massachusetts
Debra Amidon began her presentation with examples of resistance to change. Reactions to the phrase, ''you must change," which implies that workers do not have the necessary skills or education to continue doing their jobs, are usually resistance and fear. Reactions to the phrase, "you must innovate," which implies that workers' skills and accomplishments are still valid and that their proven competencies can be applied in new ways, are much more positive. Amidon then outlined the three main messages of her presentation: we are moving into a "knowledge economy" in which knowledge and innovation management will be essential; innovation can be managed; knowledge and innovation management will be part of the larger picture of manufacturing.
The knowledge economy will differ from its predecessors, the agricultural economy, the industrial economy, and the short-lived information age. Previous economies were focused on managing things outside of ourselves, whereas the knowledge economy is based on managing things inside ourselves, like the ability to create ideas and put them into action. The knowledge economy will require tapping into the intuition, intellect, and imagination of each and every participant.
Amidon presented evidence that the knowledge economy has already been embraced by the publication, The Economist, the Organization for Economic Cooperation and Development (OECD), and the National Research Council (NRC). According to The Economist, the knowledge economy is one of abundance. The Economist's 1996 World Economic Survey states, "Economic theory has a problem with knowledge: it seems to defy the basic economic principle of scarcity … the more you use it and pass it on, the more it proliferates … [it is] infinitely expansible … What is scarce in the new economy is the ability to understand and use knowledge." According to Jean Claude Paye, the secretary-general of OECD, "The OECD is therefore devoting considerable effort to developing better indicators for knowledge inputs such as R&D and training expenditures, skills and competencies, flows of knowledge in the form of exchanges of ideas and diffusion of technology and, most of all, returns to knowledge investments."
The NRC's Productivity Paradox modeled the diffusion of knowledge and concluded that processes at the individual, group, and organizational levels greatly affect one another. Improvements in productivity at one level, for example, lead to much more than improvements in productivity at higher levels. Unfortunately, companies that are downsizing have generally ignored these organizational links. The people and institutions of the world are interconnected, and every nation has a vested interest in the productivity of other nations (NRC, 1994).
Amidon believes that the knowledge economy will necessitate a new (fifth generation) organizational focus (see Figure A-10). In the past, the organizational
FIGURE A-10
Characteristics of business generations. Source: Rogers, 1996.
focus has been on products, projects, enterprises, and customers as the primary business assets. The new focus will be on knowledge as the primary asset. In the knowledge economy, organizations will be dealing with "kaleidoscope dynamics," i.e., rapidly changing and multifaceted business environments. Unfortunately, most organizations today still rely on outdated management technologies focused on projects and enterprises (Rogers, 1996). Business leaders in this new economy will have to be learners.
Knowledge management is not a fad, as evidenced by the considerable income being generated by knowledge management companies like McKinsey, the Big Six, and IBM. A "community of knowledge practice" is emerging. John Seely Brown, director of Xerox Corporation's Palo Alto Research Center, describes this community as "peers in the execution of 'real work' … What holds them together is a common sense of purpose and a real need to know what each other knows" (Brown and Gray, 1995). A detailed outline of the transformation of each business function (e.g., finance, human resources, quality, information technology, research and development, manufacturing) can be found in Amidon's recent book, Innovation Strategy for the Knowledge Economy: The Ken Awakening (Amidon, 1997). Amidon believes that "All are coming to a common language and shared purpose."
According to Peter Drucker, every organization, not just business organizations, needs one core competence, innovation, and the capacity to appraise innovative performance (Drucker, 1995). Charles Handy, author of The Age of Paradox, believes that companies must change while they are successful. Once they begin to have problems, he says, it is too late to change. A number of current business strategies, including concurrent engineering, agile manufacturing, and
the strategy profession, do lead to innovation. The systematic management of innovation is based on the following interdependent factors:
- managed process collaboration
- systematic measurement of performance
- research and education for business development
- distributed learning network
- competitive intelligence
- value-added knowledge products/services
- strategic alliances and other innovative practices
- marketing campaign
- leadership leverage of intellectual competencies
- computer and communications technology
The managerial standards evolving for the twenty-first century will be consistent with these factors.
Innovation is a value system rather than a value chain. The strategic business network of the future will include all stakeholders—customers, customers' customers, suppliers, alliance partners, distributors, and, in some cases, competitors—and knowledge will come from everywhere in the system. Customers will be considered sources of knowledge, rather than passive recipients of goods or services. Customer innovation, or "innovating with the customer," will be the source of economic wealth. Companies that focus not only on customer retention and customer satisfaction but also on customer success will be successful (see Figure A-10). Success will depend on a company's understanding of the unarticulated needs of customers and identifying unserved markets.
Finally, Amidon briefly touched on her concept of the "The Ken Awakening," a unifying term that transcends business functions, industries, and geography. Ken is an international term for knowledge, understanding, and range of vision. By the year 2000, we will have had another World's Fair in Germany and a Worldwide Innovation Congress. Just as the United Nations was created to manage political instability and the World Bank was designed to manage the worldwide flow of financial assets, a new infrastructure will have to be created to manage the worldwide flow of ideas.
References
Amidon, D.M. 1997. Innovation Strategy for the Knowledge Economy: The Ken Awakening. Boston. Mass.: Butterworth-Heinemann.
Brown, J.S., and E.S. Gray, 1995. After re-engineering: The people are the company. Fast Company 1(1):78–85.
Drucker, P.F. 1995. The information executives truly need. Harvard Business Review. 73(January/February): 54–62.
National Research Council, 1994. Organizational Linkages: Understanding the Productivity Paradox. Washington, D.C.: National Academy Press.
Rogers, D.A. 1996. Challenge of fifth generation R&D. Research Technology Management 39(July/August): 33–41.
Knowledge Delivery for the Twenty-First Century
Richard Altman
Communication Design, Tempe, Arizona
In his presentation, Richard Altman described his experiences using information technology in education, or "knowledge delivery." He believes that information technology will be the foundation for knowledge delivery in the twenty-first century.
Altman, who has directed the development of private networks for business and industry, gave an example of knowledge delivery for the educational community from his own experience. He and his co-workers started the project with an Apple computer. They built an operating system on top of the Apple operating system, but it was still too difficult for the educational community to use. Therefore, on top of that operating system, they built appropriate software for users of different ages. They set up an educational system with customized curricula for teachers and students of different skill levels. The curricula were delivered on a wide-area network called EduNet, and every school could buy a connection to EduNet.
Eventually, Altman and his colleagues discovered that the educational community wanted a broader array of products. At this point, ownership of educational materials became an issue. Altman's group went to the publishers (Viacom and Simon & Schuster) for permission to use their materials but discovered that these companies did not own the contents. Obtaining digital information to pass on to educational organizations, required building a series of satellite-delivered interactions corresponding with the electronic network.
Altman next described the global expansion of the network. Film crews were sent around the world on "curriculum journeys" to gather material, and an arrangement was established with the NOW channel for broadcasting them. Educators can now call and request material on almost any topic and they can preview the materials via satellite connections before making their selection. The next logical step, Altman said, is that textbooks will become obsolete.
The new learning tools incorporate multiple subject matter and multiple channels. The demand for these new technologies in business and industry will be focused on three areas: day-to-day communications, training, and formal education.
Altman noted that education in the future will be tailored to the individual. Every human being is capable of learning, he said, and technology should be used to educate everyone, even people with so-called "learning disabilities." Altman believes that with electronic educational tools we will be able to educate people who learn in unconventional ways.
As the technology evolves, education will also become more accessible at home. Companies can put a satellite dish in the home of every employee. One
advantage of bringing educational programs into the home would be to reduce travel time. An example of effective home education cited by Altman was the continuing education courses for nurses in Florida. Nurses are required to take a certain number of credit hours each year to remain certified. In this program, professionals are available via satellite, and nurses can interact with them in person or electronically. The current problem is accreditation because universities have not been able to determine the number of credits for these courses. This type of education will, therefore, require others to rethink their ideas of education.
Manufacturing Technology and Electronics Manufacturing in 2010
Mauro Walker
Motorola, Schaumberg, Illinois
Mauro Walker made a number of predictions about manufacturing in general and the electronics industry in particular. He discussed the factories and workforce of tomorrow, the importance of information and technology development to the manufacturing enterprise, and changes in the organizational structure and level of globalization.
According to Walker, the factories of tomorrow will be highly flexible, productive, and capable of great variations in capacity. They will be structured to manufacture a large and varied mix of products, and they will be capable of rapidly realizing new products. Shortened product life cycles will demand high speed and the capacity for representative prototyping. The manufacturing line will be required to accommodate the introduction of new products with minimum modifications to manufacturing processes or equipment. Advancements in rapid manufacturing processes and tools will be introduced along with new products.
The manufacturing workforce of tomorrow will be characterized by high productivity and advanced skills, including knowledge of business and information systems. Direct human value-added in manufacturing will all but disappear because advanced tools will be responsible for increases in worker productivity. Internal training will focus on high-level professional education through alliances with universities worldwide.
Manufacturing information will be the new key resource, and the manufacturing enterprise will be capable of real-time worldwide communication on all levels, including production schedules, information about the supply chain, and plant capacities. Planning and scheduling will be immediate and accurate, and factories, production lines, and equipment will be simulated with complete accuracy. In addition, factory software control will provide most of the required flexibility on relatively standard mechanical platforms.
Walker predicted that there will be revolutionary advances in information,
equipment, and materials technology and that most of these advances will result from collaborations on a number of levels of the technology supply chain and basic research. These collaborations will require the sharing of information and technology among competing manufacturers, thereby eliminating differentiations based on the development of manufacturing technology. Instead, differentiation will be based on first deployment and superior applications of technology. The key technologies for the electronics industry in the near future will be flexible and scaleable equipment and software, data-driven deposition techniques, high-density direct wire interconnects, product and factory modeling, and direct chip attachment.
The manufacturing organizations of tomorrow will be fewer in number, smaller, and virtual. Because of the breadth of knowledge of the highly-productive professional workforce, companies will need fewer and smaller internal organizations. Instead, virtual internal and external organizations will be based on specific products and functional objectives. Companies will, therefore, need systems that enable the functioning of virtual organizations. In addition, Walker believes that factories will be located around the globe, based on proximity to the market and availability of skilled workers. Factory locations will be flexible so companies can make the best use of fixed assets in a changing environment.
Finally, Walker spent some time describing the National Electronics Manufacturing Initiative (NEMI), an industry-wide project that was intended to complement SEMATECH, which focuses on material and equipment technologies. NEMI focuses on packaging, interconnects, and supply chain technologies and some auxiliary topics, such as storage, optics, and displays.
Completely Theory New Ways to Think About Manufacturing
Richard Morley
Morley and Associates, Milford, New Hampshire
Richard Morley introduced chaos theory by reminding workshop participants that people have always been too conservative in predicting the future; some of the brightest individuals of the past have predicted that certain inventions were impossible, only to be proven wrong. This is because people are trapped in the present, unable to see beyond their current paradigm. History shows, however, that progress is nonlinear, and it is impossible to make a smooth extrapolation into the future. Most people see the future as filled with chaotic situations, and therefore problems seem impossible to solve. Chaos abounds in nature, however. The movement of smoke, the flow of streams, and the creation and movement of weather patterns are all chaotic phenomena.
Some of the most chaotic human systems actually operate according to a few
simple rules. For example, conventional wisdom has it that the dispatcher knows where the cabs are and that he directs available cabs where they are needed. This is not the case, however. In reality, taxis taking fares follow the basic "I'm empty, you need a ride" rule. This system is effective because most people can get a ride within a short period of time anywhere in the city. Another example is a dozen elevators servicing a 72-floor building. According to conventional wisdom, the computer dispatches the elevators and optimizes their use. In reality, these elevators operate very effectively according to the rule that the closest elevator answers a call and stops at that floor only if the call is for the same direction as the direction of the current passengers and only if there is room for more passengers.
According to Morley, there is no agreed-upon definition of complexity. However, he gave a list of systems that are generally considered to be complex, including DNA, the immune system, the brain, fluid turbulence, economies, and manufacturing. He described how nature develops systems for managing complexity by following a few simple rules that enable individual members to act together in a way that demonstrates collective intelligence. He cited the example of a flock of birds that can maneuver around buildings and trees without breaking up the flock. The birds follow a few simple rules: head for the nest, stay a fixed distance from other birds, fly at a constant speed, and slow down at corners. This "group intelligence" seems to solve the very complex problem of hundreds of components working toward the same goal without central control. Morley believes that this "nobody-is-in-charge" approach can be applied to the complex system of manufacturing.
Morley then described "spontaneous order" or "emergent behavior." When many independent elements following simple rules interact, they create a new system. This system is robust, deterministic, bound but not predictable, easily computable, understandable, easily changed, and adaptable. The system is probably more intelligent than the sum of its parts and behaves in complex ways. He described the system for painting truck bodies at General Motors as an example. For each truck every paint booth bids on the job. There was no central control, and no one knew which paint booth would do which job. The system allowed the components of the paint process (robots) to decide how to paint the trucks and which portions to paint when. This method resulted in efficient, high-quality painting and saved millions of dollars. Other examples cited by Morley included: a power plant boiler control system developed in a week with only 120 lines of code; the Baltimore Highway Control System developed in two weeks with 718 lines of code; and a self-managing assembly plant control system developed in five days with 632 lines of code. Each of these systems illustrates that complexity can be managed most efficiently by minimizing the number of rules. The fewer rules there are, the easier it is to create the overall control system and the easier it is to change it. The main obstacle to the widespread implementation of complex systems is resistance to changing the paradigm that complex systems require complex control systems to manage them.
Group Discussions
Group assignments on the second day were different from day one and were as follows. The first name indicates the committee member who acted as facilitator for the group and the names in italics indicate the spokespersons who presented the results:
|
Group 1: |
Ann Majchrzak, Charles Carter, George Hazelrigg, M. Eugene Merchant, Mike McEvoy, Brian Turner, Patricia Whitman |
|
Group 2: |
Barbara Fossum, William Hanson, Richard Jarman, Richard Kegg, Louis Kiefer, Rakesh Mahajan, Kathryn Whiting |
|
Group 3: |
David Hagen, Debra Amidon, Rick Dove, John Decaire, David Miska, Leo Plonsky, Heinz Schmitt |
|
Group 4: |
Eugene Wong, Nathan Cloud, Thomas Crumm, H.T. Goranson, Woody Noxon, Wilfried Sihn, James Solberg, Gordon Forward |
|
Group 5: |
Donald Frey, Richard Altman, Steven Bomba, David Hardt, Robert Hocken, Richard Morley, Richard Neal |
|
Group 6: |
Lawrence Rhoades, Bill Kay, Howard Kuhn, Eric Larson, Edward Leamer, F. Stan Settles, John Bollinger |
The groups were asked to consider the following questions:
- What are the top technical challenges to the achievement of our vision for manufacturing in 2020 (including enabling technologies and manufacturing technologies)?
- What research and development should be done now to meet these technical challenges?
-
Group One
The group identified six categories of technological challenges:
- tools for simulation, planning, and design
- intelligent communication systems
- conversion processes and tools
- sustainability
- materials
- new products for which manufacturing processes still need to be developed
Some of the group members believed that another important technical challenge is the capacity to visualize organizations, interactions, and other complex processes. For example, before learning tools can be incorporated into the process, there must be an understanding of the process as a whole.
The following technical challenges and research and development areas were developed for each category:
Tools for Simulation, Planning, and Design
Technical Challenges
- integration of design and manufacturing that includes detailed modeling of manufacturing processes to enable joint optimization of design, manufacturing, and organization
- incorporation of learning within tools
- incorporation of training within tools
- simulation of organizational issues
- development of theory/science of engineering design, manufacturing, and subcontractor management that includes values and preferences
- development of planning tools (e.g., simulating new business processes, market forecasting, and factory planning)
- incorporation of methods to accelerate the characterization of materials for production
- development of simulation-based learning tools (e.g., simulators and virtual reality) for current and future (K-12+) workers
Research and Development
- standards for software compatibility or robust software that does not need standards
- transparent systems understandable to everyone
- methods to make data accessible to everyone (protocols, security, format, interoperability)
- information filtering
- representation of social and organizational processes across cultures in formats accessible to nonexperts
- intelligent agents
- interactive, 3-D, simulation-based visualizations of complex structures integrating behavioral, organizational, and people issues with other analyses
- using sound and color for pattern analysis
- methods to merge historical data with simulation systems
- simulation of alternative business processes
- methods to capture and catalogue development and problem-solving decision processes for real-time data retrieval
Intelligent Communication Systems
Technical Challenges
- involving of all enterprise operations in information exchange
- systems compatibility between subcontractors and partners
- global systems to enable communication and cooperation superior to face-to-face methods
- incorporation of learning within communication systems
- incorporation of training within communications systems
- systems that deal with the nondeterministic nature of manufacturing
- incorporation of scheduling systems that allow for coordination of autonomous holonic agents (vs. centralized scheduling systems) with few simple rules (e.g., chaos theory)
- techniques that take advantage of the village cooperative (e.g., a small factory in the Philippines that assembles motors for elevators without advanced technologies)
Research and Development
- large-scale, real-time simulation
- mind-to-mind communication (e.g., analysis of brainwaves, intentions)
- increased bandwidth/data compression
- information filtering (method for figuring out what needs to be filtered for different uses)
- delivery system and interfaces that can accommodate individual styles and preferences
- methods for remote transfer of skills
- remote access to experts (syndicated experts, centers of excellence)
Conversion Processes and Tools
Technical Challenges
- processing tools for flexible and customized manufacturing
- process technologies to produce lot sizes of one competitively
- basic understanding of conversion processes to allow modeling and simulation
- incorporation of learning and real-time training
- equipment and methods for portable manufacturing
- sensors for process controls in closed-loop systems
- equipment and methods for small-scale manufacturing
- manufacturing processes that can "grow" products
- processes that can create products using ultrafine particles
- sensory feedback and data transmission technologies to enable remote manufacturing
- application of rapid prototyping technology for designing and producing tooling
Research and Development
- integrated systems that combine software, sensors, and actuators
- process models and supporting data for conversion processes
- intelligent process representations and models for conversion processes
- intelligent process algorithms that can create flexible process models
- smarter equipment that uses modeling and simulation tools for learning
- remote sensing of human feedback
- faster nanotechnology processes
Sustainability
Technical Challenges
- new technologies for handling manufacturing process waste
- methods of portable manufacturing for reclaiming process waste
- incorporating environmental sustainability into engineering design processes
- manufacturing practices and policies that support sustainable, global environments
- heat exchangers and efficient co-generation processes to recovery energy from waste
- more energy-efficient products and systems
Research and Development
- lighter, smaller equipment
- efficient manufacturing processes with reduced scales of operation
- simulations and databases for engineering design
- methods and data that can predict the effects of alternative manufacturing processes on the global environment
Materials
Technical Challenges
- advanced nanoparticle materials
- applications of genetic engineering to high-volume manufacturing
- materials that decompose to elementary particles
New Products
Technical Challenges
- portable energy storage (e.g., fuel cells and polymer batteries)
- human interface components (e.g., speech recognition)
- mass memory storage technology (e.g., giant magneto-resistance)
Group Two
Question 3: Technical Challenges
Produce and maintain a workforce with the training and capability to add high value. To gain maximum value from the workforce, manufacturing enterprises must integrate human capital into their business processes; acquire and use knowledge more efficiently and effectively; make the innovation process more efficient and effective; create the pull for knowledge; reward and create incentives for learning; develop affordable group education tools that can change behavior (e.g., interactive computer learning); determine how to make prescriptive learning more effective and affordable; and determine the costs and benefits of knowledge acquisition and learning.
Foster innovation. Rapid change could cause significant problems for manufacturing. Manufacturing enterprises will have to foster innovation among all employees; create an environment that encourages innovation; link innovation to business strategy; and teach and apply creative thinking skills.
Provide real, physical experiences to supplement simulations for training. Some participants were concerned that simulations would not provide realistic experiences for teaching operators to run processes. Physical experiences should also be integrated into learning environments.
Resolve problems of connectivity and data representation. This will require expediting digital design data to the shop floor (for process planning and control); providing easy-to-use and easy-to-connect computer systems; and creating flexible automation that can receive and use digital design data.
Question 4: Research and Development
After identifying the technical challenges, the group discussions focused on research issues. The following research opportunities were identified by members of the discussion group:
- greater bandwidth for communication systems
- the equivalent of generally accepted accounting principles for human capital, including quantifying human knowledge; quantifying the value of knowledge alliances, partners, suppliers, and customers; and calculating the economic value of industrial training
- methods and tools to facilitate decision-making processes, including consensus decision making, managing risk, and managing collaborative projects (i.e., ''alliance tools")
- multimedia electronic learning based on the most current knowledge about the learning process; shells for subject-matter experts to develop techniques and tools
- methods to expedite digital design data to the factory floor (e.g., for process planning and production), including software and hardware that is connectable automatically and can use digital design data without human intervention
- integrating creative thinking skills into management practices
Group Three
Question 3: Technical Challenges
Group discussions initially focused on identifying the top technical challenges for manufacturing. A significant amount of time was spent discussing the interplay and interdependencies of the following three technical challenges:
- creating, designing, and exploiting knowledge systems
- developing real-time, on-demand learning at individual, team, and company levels and tailoring course designs and delivery methods to the learning modes of the students
- developing information technologies, including network and user interfaces, software libraries for manufacturing, "plug and play" systems, and software productivity
Other challenges that received strong support from individual participants included the following:
- revolutionizing unit process technology with quantum leaps in process capabilities.
- the capability to predict product reliability
- assessing collaboration strategies and processes to determine the best ways to develop and implement collaborative relationships
- designing and managing reconfigurable factories
Additional challenges that were suggested by individual participants included the following:
- managing nonlinear systems
- measuring performance holistically
- developing life cycle engineering approaches to design reusable, recyclable products economically
- integrating product and process designs
Question 4: Research and Development
The research and development areas discussed are listed below:
- techniques to convert tacit knowledge to explicit knowledge that is usable at several levels (e.g., individual, team, and organization levels)
- determination and identification of individual learning styles to facilitate the development of appropriate learning materials and delivery systems with emphasis on real-time and on-demand learning
- system-independent knowledge representations that can distribute knowledge throughout the entire manufacturing enterprise
- breakthrough technologies in free-form fabrication, micro-manufacturing, nanomanufacturing, and biomanufacturing processes
- simulation technologies that can predict product/process reliability
- tools for collaboration
Group Four
Various members of the group discussed the following technical challenges for manufacturing in the year 2020:
- implementing computer-based information systems for modeling, synthesis, optimization, and on-line control of manufacturing, from the process level to the enterprise level
- representing human components, not only for accurate modeling, but also for feedback on an individual's impact on the overall system
- developing mechanisms of self-organization for manufacturing organizations in a variety of settings (e.g., self-assembling teams of workers with limited skills that exhibit a high degree of collective capability for efficient manufacturing and solving the social problem of the have-nots)
- developing robust design methodologies that can accommodate technological and market changes
- developing a science-based understanding of the physical phenomena (mechanical, thermal, and chemical) that occur in manufacturing unit processes
- considering alternative manufacturing paradigms (e.g., non-assembly-line approaches and customer-performed manufacturing)
- developing a "language" that describes manufacturing in terms of basic production operations and rules (syntax) that can represent the manufacturing process as a program and represent actual manufacturing as the execution of the program (A very high degree of flexibility is achieved in this way because the same parameters and syntax can describe a wide variety of products.)
- developing biomanufacturing processes based on genetic engineering techniques
- applying life cycle engineering approaches to the development of environmentally-friendly manufacturing that considers the entire life cycle of a product, including disposal
Group Five
Question 3: Technical Challenges
Discussion participants suggested that the technical challenges for manufacturing in 2020 will be to manufacture products "cheaper, better, and faster." The most important characteristics of manufacturing will be precision, speed, control, and cost. Precision and speed can increase value; control and cost can decrease costs.
Question 4: Research and Development
The group participants identified the following areas for research and development:
- real-time enterprise controls and interoperability standards and protocols for complex systems
- process controls based on parallel (computer) processing (fractal systems design) rather than sequential processing (von Neumann)
- microscale processes and machines (e.g., data links and sensors) including focused, extreme-UV precision processes, molecular assembly, and atomic processes
- biomanufacturing processes for the food, drug, and chemical industries (Agro-based chemicals [biomanufacturing/processing] are already being produced [e.g., growing insulin in alfalfa]. Medical implants were discussed, including "add-plants" or implants that will grow after implantation.)
- processing technologies for personal, neighborhood, and point-of-sale manufacturing (The group considered these concepts to represent the shifting economies of scale.)
Group Six
The discussion participants identified a number of technical challenges and related research and development areas to realize the goals of visionary manufacturing for 2020: engineering the "sociotechnical interface"; finding and keeping high-performance workers; constructing high performance work group and organizational/enterprise structures; providing materials/process/product modeling at all enterprise levels; optimizing the use of information/knowledge; reducing the "footprint" of manufacturing processes; and determining the roles of local government and business in education.
Engineering sociotechnical interfaces. Many discussion participants felt that it would be important to understand the role of the sociotechnical interface
(i.e., the soft factors that can enable more effective and efficient manufacturing processes) at the individual, group, and enterprise levels. Some participants suggested that research and development should begin with reliable computer simulation models that systematically relate the value of soft factors to the product. Unless these soft factors are accounted for in the bottom line, they are likely to be undervalued by manufacturers. Soft factors include: the quality of human capital (e.g., education, skill sets, and intelligence); education and training programs to improve worker productivity and performance; and other human and group factors that contribute to high-performance organizations. Interdisciplinary teams (e.g., engineers, industrial psychologists, and economists) should develop models relating soft factors to costs.
Finding and keeping high-performance workers. Visionary manufacturing enterprises will be competing for, hiring, training, and refreshing the skills of the most-qualified employees. Manufacturing enterprises will also be concerned with protecting and quantifying the value of knowledge imparted to workers through education and training. As a consequence, it will become increasingly important to understand how employees learn so that knowledge can be developed, maintained, and refreshed cost-effectively.
Constructing high-performance work groups. Visionary manufacturing enterprises will have to combine highly skilled individuals from different cultures and with different educational backgrounds, skills, personalities, and styles in ways that will foster highly productive work groups.
Creating high-performance organizations/enterprises. At the enterprise level, visionary manufacturing enterprises will constantly strive to optimize the balance of manufacturing technologies with human/group factors to meet performance goals. Manufacturing technologies will have to be adaptable to evolving organizational structures, product lines, and processes. Enterprises will require near real-time measurements of outcomes, including a far wider range of measures than are currently used. Finally, firms will need incentive structures (e.g., equity arrangements, performance-related bonuses) to ensure that employees have a strong stake in the performance of the enterprise and to protect the knowledge and skills valued by the enterprise.
Providing materials/process/product modeling at all enterprise levels. Simulation models will have to link materials, processes, and products at all levels: molecular, discrete, and continuous. Visionary firms will use these models and systems to integrate product designs, materials, and process life cycles. Models could also include social and economic considerations that can identify the best candidates for jobs and combine individuals to form optimal work groups.
Optimizing the use of information/knowledge. Information and knowledge will be important to future manufacturing enterprises. For example, enterprises will have to understand fundamental scientific principles, readily available materials/processes/product information, materials properties, and other manufacturing information. Research should focus on the analysis, synthesis, and problem-solving
capabilities of enterprises, how these relate to organizational culture, processes, and tools, and how these capabilities can be nurtured.
Reducing the "footprint" for manufacturing processes. Manufacturing technologies in the future should be small, inexpensive, adaptive, highly flexible, and redeployable. The goal is to improve efficiency and ease of use and to reduce power consumption.
Determining the roles of local government and business in education. Many of the discussion participants perceived a widening gap between the growing need for highly skilled job candidates and the apparently diminishing ability of the public education system to produce these candidates. This led to a discussion of public and private roles in education and the responsibilities of educating and training the future workforce and the fundamental issue of who should pay for kindergarten through "nth" grade (the group was uncertain what the value of n should be), and for technical and scientific education in secondary and higher education. Some participants suggested hybrid options, such as partnerships between industry and school districts, that might ensure the availability of individuals with the education and skills necessary for manufacturing jobs. Some participants also noted that because educational performance was closely related to family (especially parental involvement) and socioeconomic circumstances, employers could develop incentive systems to nurture better parenting, teaching, and academic performance.
























































