
Modular Design for Recyclability Implementation and Knowledge Dissemination
KOSUKE ISHII
“Modular design for recyclability” is a methodology that helps design engineers plan for potential uses of a product after it is retired (Ishii et al., 1992; Marks et al., 1993). The purpose of this method is to make recyclability an integral part of design practice, in step with standard considerations such as manufacturability and serviceability. It is based on the premise that proper consideration of recyclability can enhance the ecology of industry by extending the utilization of resources and by reducing waste, energy requirements, and other environmental loads. This paper explores the recyclability of products based on the author’s efforts at the Stanford University Center for Professional Development. That effort demonstrates that modular design provides engineers with a systematic methodology to enhance a product’s recyclability, while still addressing more common design requirements.
The successful implementation of modular design depends on several factors. First, it must be integrated with other common design methodologies, such as quality function deployment (QFD) (Hauser and Clausing, 1988) and design for assembly (DFA) (Sturges and Kilani, 1992). Engineers are more likely to use the method if it is linked to their primary objective of realizing functions at feasible manufacturing costs.
Second, data requirements must be met. For example, engineers need data on the efficiencies of various disassembly and sorting methods, on costs to recondition and reprocess components and materials, and on the resale values of reusable components and recycled materials. Of course, this information changes with time, market demand, and geographical location; however, at a minimum, engineers need best estimates of this data for each new product. They also need
information about when a product might be recycled and about the logistics involved in recycling it. In particular, knowledge needs to be developed, either within an organization or across an industry, about metrics related to recyclability and how to evaluate products under such metrics.
Third, information about modular design must be disseminated so that it can be integrated into the everyday activities of engineers. At Stanford University this dissemination is done through its distance learning facility. The Stanford Instructional Television Network covers modular design for recyclability in a graduate-level course on design for manufacturability. In this course, students form teams and apply various methodologies to real-life product development examples. On-campus students work on examples provided by various companies, and long-distance corporate students work on projects relevant to their workplaces. An advantage of this long-distance educational effort is that it combines academic research results with best practices from industry, and it delivers this knowledge to a much wider audience than is normally reached by a standard graduate-level course.
Just as it took several decades for quality engineering to be accepted by U.S. industry, it is expected that it will take some time for companies to truly integrate environmental concerns into their activities. However, the integration of environmental considerations into everyday manufacturing activities may be accelerated by linking those considerations to standard product development practices and by disseminating new techniques through mechanisms such as long-distance education.
DESIGNING WITH RECYCLABILITY IN MIND
A recyclability strategy begins by understanding what might occur in a demanufacturing or recycling plant (Figure 1). Clearly, a recycling plant must be able to handle more than one model of a product, so any strategy must be based on the recyclability of entire product lines or families of products. It must also be based on the need to handle multiple generations of products, different model years, and discards from any stage in the supply chain. The strategy must also consider the possibility that products from different manufacturers may have to be processed. Therefore, it is important that designers select materials such that similar materials are used in the entire product family over multiple generations. To enhance component reuse and material recycling, engineers need to embed modular recyclability concepts into product design so that the costs of recycling can be lowered. Successful product recycling can lead to reductions in solid waste and in raw material and energy usage throughout the product life cycle.
Material selection is a critical factor in any design-for-recyclability strategy. Designers can facilitate recycling by using fewer types of materials in their products and by making it easy to separate components that are made from different sets of materials. Designers need to consider these factors across entire
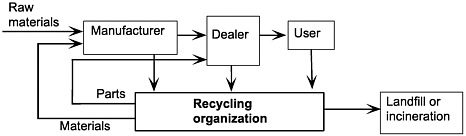
FIGURE 1 Design method focusing on recycling (demanufacturing).
families of products so that one recycling plant can effectively process all of a product’s different models and generations.
Although these general design principles have been recognized widely, recyclability is still a low-priority design criterion relative to considerations of function and cost. The challenge, therefore, is to get designers to consider recyclability as part of product design. This challenge is best met when knowledge about recyclability is integrated into standard design tasks and when tools to aid the integration are developed and deployed.
INTEGRATING MODULAR DESIGN FOR RECYCLABILITY INTO PRODUCT DESIGN
To effectively implement recyclability considerations into product design efforts, the process must be streamlined for engineers. Environmental impacts should be reviewed in a standard manner, along with conventional product requirements such as cost and functionality. This is done most effectively when environmental considerations can be integrated into standard design methodologies such as QFD, functional analysis, and DFA.
Quality Function Deployment
QFD is a method that emerged during the 1970s in Japanese engineering efforts. It translates customer requirements into product characteristics, design attributes, manufacturing factors, and process control parameters. It identifies engineering specifications and designs that respond to the specific customer needs. Today, many American companies use QFD as a standard benchmarking and requirements identification tool. One can apply QFD to environmental considerations by identifying the pertinent relationships between environmental requirements and attributes, such as material selection and modularity. For example, environmental considerations in designing a washing machine would include quiet operation, low-energy usage, and minimal weight. Although these
items coincide with customer concerns, there are other environmental issues that designers normally do not consider, such as minimizing the use of hazardous materials or precious resources. Many environmental concerns parallel what end users want to see in a product; some, however, are not as obvious. Designers need to force themselves to actively consider environmental impacts as part of the product development process.
Functional Analysis
Functional analysis is a key tool in “value engineering,” a practice originally developed in the United States during the 1950s and which contributed significantly to product development in Japan. Functional analysis of a product design results in a hierarchical clarification of how primary and secondary functions decompose into subfunctions and eventually correspond to the physical implementation of the product in terms of its components and subassemblies. Functional analysis is particularly effective for identifying an appropriate modular structure that is based on manufacturability, serviceability, and recyclability. For electromechanical products, in particular, functional analysis helps designers to identify modular parts for products with different technological life cycles, thus promoting reuse and remanufacture of modular parts with longer life cycles.
Design for Assembly
DFA is another popular method that is used by American manufacturers. There are many variations of DFA; however, they all encourage designers to envision a product’s assembly steps, identify cost- and time-dependent processes and relate them to design attributes, and seek improvements. DFA is used most effectively at the layout design stage. This is the stage when engineers consolidate assembly structures and select materials but have not yet developed detailed designs for components. At this stage, while analyzing a product’s assembly, it is also appropriate to consider the product’s retirement, its disassembly, and its processing for reuse and recycling.
An assembly fish-bone diagram is a DFA tool that provides a rough chart of a product’s assembly process (Ishii and Lee, 1996). This tool is easily adapted for recyclability purposes as a “reverse” fish-bone diagram, and when combined with an associated recyclability map, can be effective in any process of modular design.
The Reverse Fish-Bone Diagram
The reverse fish-bone diagram is a graphical representation of a product’s retirement process (Ishii and Lee, 1996). Figure 2 shows a paper tray for an ink-jet printer and a fish-bone diagram representing the processes associated with recycling it. This example shows a small part of a larger hierarchical fish-bone
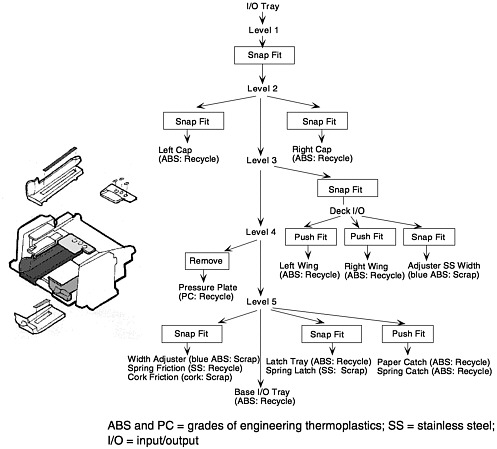
FIGURE 2 Paper tray and its reverse fish-bone diagram.
diagram for the entire printer. The diagram is the reverse of the assembly fish-bone diagram, which is used to document the assembly process. Fish-bone diagrams can help designers consider both assembly and recyclability criteria at the same time.
The size and shape of a fish-bone diagram indicate the complexity and cost associated with the demanufacturing process. The number of levels in the diagram indicates the number of different disassembly stations required to recycle the part or product. The rectangular nodes (labeled “snap fit,” “push fit,” and “remove”) in Figure 2 indicate the disassembly and separation processes. End nodes that flow from these processes are labeled “recycle” or “scrap,” and they indicate clumps of parts or materials that can be reused, recycled, or scrapped. In general, a smaller tree is an indication of a good design for recycle, especially if there is some demand for the clumps that are to be reused or recycled. Long
diagram trees are less desirable because they indicate many levels of sequentially dependent operations. Constructing fish-bone diagrams forces designers to walk through a product’s demanufacturing steps and to consider options for more efficient recycling.
Although the reverse fish-bone diagram is effective in improving the recyclability of a specific product model, it does not address the retirement process of product families and generations. Currently, one must construct a diagram for each product family and generation and compare them to see if a common retirement or demanufacturing facility can handle them all. Another shortcoming of the fish-bone diagram is that it fails to help engineers select materials and assembly designs that promote the recyclability of a product family.
The Recyclability Map
A recyclability map provides metrics that can help designers select appropriate materials and construct assemblies that improve recyclability. The metrics that are mapped include the following:
-
Variety complexity. The total number of unique parts divided by the average number of parts in a product. A low number indicates commonality of parts in a product family.
-
Material complexity. The number of types of materials used in a product.
-
Sort complexity. The levels of the associated reverse fish-bone diagram and the number of clumps.
The total number of sort bins required for a product family retirement process is a good overall indicator of these three metrics. In general, the larger the number of bins the more complex the disassembly, the higher the material count, and the lower the uniformity of materials used. A good modular design for recyclability should have a minimum number of sort bins.
As evaluation measures are refined and evaluated, charts can be developed to help engineers understand the ratings for a product design and identify directions for improvement. Figure 3 plots the number of sort bins for an ink-jet printer against the percentage of parts or materials landfilled or incinerated. The example reveals two groups of subassemblies. Group B, at the bottom right of the chart, consists of parts that are mostly scrapped. Group A, represented on the upper left, includes the input/output (I/O) tray (or paper tray) that has a high recovery rate. Recyclability maps such as this one can help designers to prioritize areas where improvements can be made to enhance the reuse and recyclability of a product.
The recyclability map shown in Figure 3 was used by student teams at Stanford to redesign the paper tray. The improved design led to a reduction in the number of plastic materials from three to one, an improvement in disassembly resulting from a change in fastening methods, and a reduction in the number of
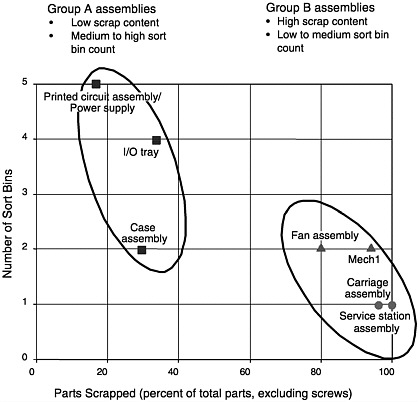
FIGURE 3 Recyclability map of an ink-jet printer.
sort bins from four to three. As shown in Figure 4, the reverse fish-bone diagram for the new paper tray has only one level. The redesigned paper tray also resulted in a 70 percent decrease in disassembly time (Figure 5) and a 60 percent reduction in scrap (from nearly 40 percent to less than 20 percent). Note that these ideas for improvement did not arise from constructing the reverse fish-bone diagram alone, but rather from the combination of the fish-bone diagram and the recyclability map, which helped the students target key areas of improvement.
The construction of the recyclability map for the ink-jet printer was possible only with detailed scrap rate information, which was obtained from the recycling plant. Where scrap rate information is not available, the rates can be estimated from material selection and recyclability data for each set of materials used in the design.
Scrap rates appear to depend on several factors, including the potential value derived from the reuse or remanufacture of the product, the material compatibility (valued either in terms of the mix of material used or the ease of separation of the material), and the value of the material that is recycled. These factors vary regionally and over time.
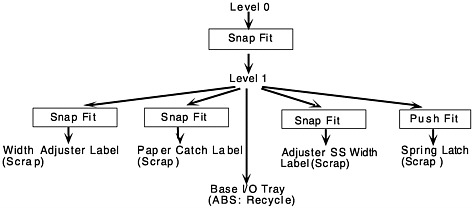
FIGURE 4 Simplified reverse fish-bone diagram.
Material compatibility and the value of the material recovered directly influence a designer’s material selection for recyclability. This information should be part of a dynamic material database that also contains other environmental impact information such as energy use, resource depletion, and pollution effects. As part of its future efforts, the Stanford University Center for Professional Development plans to work on defining a material recyclability database, developing a method to predict scrap rates, and developing an Internet-accessible tool for constructing reverse fish-bone diagrams and recyclability maps.
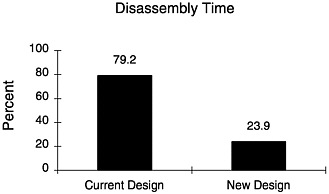
FIGURE 5 Reduction in disassembly time.
ACKNOWLEDGMENTS
The National Science Foundation Environmentally Conscious Manufacturing Program and the Lucent Industrial Ecology Fellowship funded the research discussed in this paper. In addition, the Stanford University Center for Professional Development supported the curriculum developed in the effort. Thanks also go to industrial partners Hewlett-Packard, Xerox, and Matsushita, as well as Burton Lee and the members of Stanford University’s 1996 ME217 Hewlett-Packard project team who initiated the development of the recyclability map.
REFERENCES
Hauser, J.R., and D.Clausing. 1988. The house of quality. Harvard Business Review (May-June):63–7 3.
Ishii, K., C.F.Eubanks, and M.Marks. 1992. Evaluation methodology for post-manufacturing issues in life-cycle design. Concurrent Engineering: Research and Applications 1:61–68.
Ishii, K., and B.Lee. 1996. Reverse Fish-bone Diagram: A Tool in Aid of Design for Product Retirement. Paper presented at the American Society of Mechanical Engineers (ASME) Design Technical Conference, Irvine, Calif., August.
Marks, M., C.F.Eubanks, and K.Ishii. 1993. Life-cycle clumping of product designs for ownership and retirement. Pp. 83–90 in Proceedings of the ASME Design Theory and Methodology Conference, DE-Vol. 53. New York: ASME.
Sturges, R.H., and M.Kilani. 1992. Towards an integrated design for an assembly evaluation and reasoning system. Computer Aided Design 24(2):67–79.










