
3
Candidate Materials
Aluminum alloys and aluminum-matrix composites, titanium alloys, and polymer-matrix composites are candidate materials for supersonic airframe structures, and nickel-based superalloys and ceramic-matrix composites are candidates for engine applications. To provide technical background for later discussions of degradation mechanisms and evaluation methods, this chapter describes the material candidates, important material properties, and the state of development toward high-temperature aircraft applications. Significant work is in progress to develop these material candidates into the materials that would be used to produce the High-Speed Civil Transport (HSCT) (as well as advanced subsonic aircraft). This chapter does not attempt to discuss every material that will be available, rather discussion is limited to candidate materials that are most likely for HSCT applications.
ALUMINUM ALLOYS
There are three classes of aluminum-based materials that were initially considered by airframe manufacturers for elevated-temperature high-speed aircraft applications:
-
ingot metallurgy alloys (with or without lithium) (e.g., 2XXX-series alloys),
-
non-heat-treatable dispersion-strengthened alloys (e.g., Al-Fe-X alloys), and
-
discontinuously reinforced metal-matrix composites.
Ingot alloys and dispersion-strengthened alloys would be candidates for applications where strength and fracture toughness are critical (e.g., the fuselage and lower wing). The tensile yield strengths at room temperature following elevated-temperature exposure as a function of exposure temperature for several ingot alloys are shown in Figure 3-1.
Standard ingot alloys, such as those used for subsonic aircraft, typically have more favorable strength and toughness combinations than elevated-temperature aluminum alloys. For example, Figure 3-2 shows fracture toughness versus tensile yield strength for X8019 (Al-Fe-Ce) products and standard ingot (7XXX and 2XXX series) alloys, and X8019 products and elevated-temperature ingot metallurgy (2XXX series) alloys. Discontinuously reinforced aluminum-matrix composites would be candidates for applications where high stiffness is needed (e.g., the upper wing).
Ingot metallurgy alloys that are considered to be stable at elevated temperatures include Al-Cu, Al-Cu-Mg, and Al-Cu-Li-(Mg)-(Ag) alloys, including alloys such as 2219 and 2519 (Al2Cu strengthened) and 2618 (Al2CuMg strengthened). Precipitation provides the largest contribution to strength in these alloys. Precipitation strengthening relies on the increasing solubility of alloying additions in aluminum as the temperature increases. Therefore, elevated-temperature exposure may cause dissolution of some of the strengthening precipitates. Furthermore, since artificial aging of these alloys is typically done at temperatures not much higher than the upper range of high-speed aircraft service temperatures (e.g., 160– 190°C [320–374°F]), service exposures could cause overaging (coarsening of microstructure) and consequent strength losses. For this reason, 2XXX ingot alloys are not considered candidates where temperatures exceed 135°C (275°F).
Dispersion-strengthened Al-Fe-X alloys were initially considered by airframe manufacturers to be candidates for the fuselage and lower wing of a Mach 2.4 aircraft. These alloys, the most notable of which are Alcoa's Al-Fe-Ce alloy X8019

FIGURE 3-1 Tensile yield strength at room temperature versus exposure temperature for several ingot metallurgy 2XXX alloys and X8019 after 1,000 hours exposure. Source: Alcoa (1995).

FIGURE 3-2 Fracture toughness versus tensile yield strength for (a) X8019 products and several ingot metallurgy alloys, and (b) X8019 products and several moderately elevated-temperature ingot metallurgy 2XXX alloys. Source: Alcoa (1995).
and AlliedSignal's Al-Fe-V-Si alloy 8009, were particularly attractive because of their exceptional thermal stability. Both are strengthened by about 25-volume percent of fine intermetallic particles and a fine substructure which are maintained even after extended exposures at temperatures up to about 300°C (572°F) or higher. Unfortunately, the rapid solidification that is necessary to introduce the dispersoids leads to product-size limitations and high material costs. Furthermore, as these materials were considered for high-speed aircraft, several technical problems surfaced. Specifically, both materials exhibit losses in fracture toughness and ductility as the temperature is increased from room temperature to 150°C (302°F). Also, elevated-temperature fatigue resistance is poor and fracture toughness is extremely strain-rate sensitive.
Discontinuously reinforced aluminum-matrix composites can be produced by conventional powder metallurgy methods and other means, including casting, spray deposition, and in situ casting techniques. If powder metallurgical processing is used, a precipitation-strengthened 2XXX alloy or a dispersion-strengthened Al-Fe-X alloy could be selected as the composite matrix. By incorporating reinforcements, significant increases in elastic modulus and modest improvements in strength can be achieved.
TITANIUM ALLOYS
The high-temperature-strength retention of titanium alloys is considerably better than aluminum alloys. Therefore, titanium alloys are candidates for application in components where service temperatures exceed 135 °C (275°F). For application in advanced aircraft, titanium alloys must have improved combinations of strength, toughness, elastic modulus, and density, as well as processability at an affordable cost. Property goals have been established for titanium alloys for application on a Mach 2.4 HSCT (Brewer and Curtis, 1994). These include goals for high-strength, high-toughness, and high-modulus alloys. Figure 3-3 shows these goals with respect to the toughness and modulus as a function of specific strength for several current titanium alloys.
Three titanium alloys are emerging as prime candidate materials for a Mach 2.4 aircraft:
-
A low-cost beta alloy, TIMETAL LCB (Ti-6.8Mo4.5Fe-1.5Al-0.09O, by weight percent), is a prime candidate for high-strength applications.
-
A near-beta alloy, Beta-CEZ (Ti-5Al-4Mo-4Zr-2Sn2Cr), developed in France for superplastically formed turbine disks, is a prime candidate for high-toughness applications. An alternative for high toughness is Ti-622-22 (Ti-6Al-2Sn-2Mo-2Zr-2Cr), an alpha-beta alloy similar to Ti-6Al-4V.
-
An alpha-beta alloy, TIMET 62S (Ti-6Al-2Fe), is being considered for the high-stiffness applications.
Beta titanium alloys contain elements that stabilize the body-centered-cubic beta phase (e.g., molybdenum, vanadium, tungsten, niobium, iron, chromium, and silicon) while precluding the formation of brittle martensitic products of beta transformation. A microstructure for high strength is produced by solution heat treatment, air cooling to 25°C (77°F; retaining all beta), and aging to produce a substantial volume fraction of the hexagonal-close-packed alpha phase in a continuous beta matrix. Such alloys offer an excellent combination of high strength, modest density, and formability, as well as good corrosion and fatigue resistance. The practical increase in strength is limited by concomitant decreases in ductility and toughness (Kawabe and Muneki, 1993). Homogeneous and fine precipitation of the alpha phase (as well as other metastable phases) produces the optimum strengthening effect. In addition, transient phases and brittle eutectoid compounds may form depending on alloy composition, processing history, and, in some cases, service
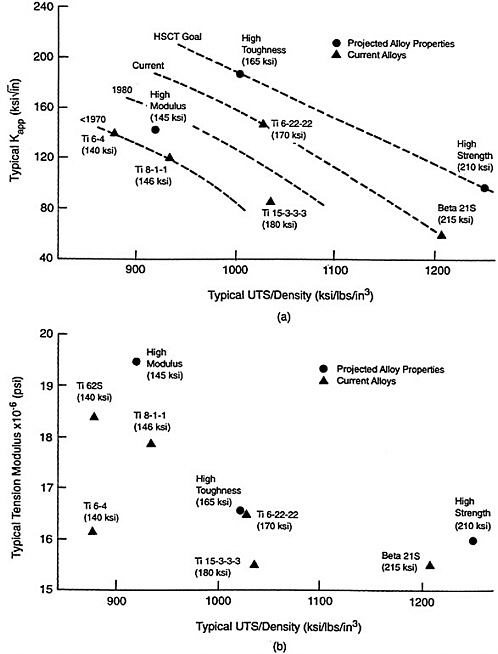
FIGURE 3-3 (a) Fracture toughness and (b) elastic modulus of candidate titanium alloys as a function of normalized strength (strength/density). Source: Brewer and Curtis (1994).
conditions. For example, Beta-CEZ contains two eutectoid stabilizers, chromium and iron, that could favor the precipitation of TiCr2 and TiFe intermetallic compounds, with a consequent decrease in ductility (Vassel, 1993). The omega phase forms in some beta alloys at low aging temperatures; although the omega phase has a high strengthening effect, it degrades ductility. Omega phase has been detected in the low-cost beta alloy after short-term aging below 400°C (752°F; Rack, 1994).
SUPERALLOYS
Nickel-based superalloys are chemically complex alloys with a combination of high-temperature strength, resistance to environmental degradation, toughness, and fatigue resistance not available in any other current alloy system (Sims, 1986).
Nickel-based alloys are strengthened by incoherent phase formation and solid solutions. Superalloys retain high
strengths at elevated temperatures through the precipitation of a coherent (gamma-prime) phase. The result is a family of alloys capable of operating at greater than 90 percent of their melting temperature, making nickel-based alloys the favored alloys for use in turbine-engine rotating components. These alloys are also widely used in nonrotating structures, such as the engine case, vane, and combustor.
The most important developments for nickel alloys have been made possible through the development of investment casting processes. This development has resulted in the ability to cast directionally solidified and single-crystal components that include complex, cast-in, internal air-cooling passages. The significance of this accomplishment is that the combination of sophisticated cooling and single-crystal alloys has achieved an increase in temperature capability of greater than 80°C (144°F) over conventional castings.
Component design engineers seek to mitigate the impact of the operating conditions on component integrity. One approach has been to rely on coating technology to appreciably extend the service lifetime of nickel alloys (NRC, in press). Another approach has been the use of active component cooling to significantly decrease the steady-state temperatures. Both of these approaches have become essential to the design of hot-section components. Advanced turbines, for example, have combustion gas temperatures in excess of the incipient melting temperatures of the superalloy components. Such designs are being implemented through extensive use of component cooling (Stringer and Viswanathan, 1990).
POLYMER-MATRIX COMPOSITES
Polymer-matrix fibrous composites, primarily because of their high specific strength and stiffness, have found increasing application in aircraft structures. The critical need for significant weight savings, design flexibility, and extended flight efficiency for advanced aircraft such as the HSCT has focused attention on composites for high-temperature applications.
Polymeric composites that are candidates for application in high-temperature aircraft structures consist of high-strength, intermediate-modulus carbon fibers (e.g., Hercules IM7, Toray T-800H) embedded in a high-temperature-resistant polymeric matrix. Glass and high-modulus, carbon-fiber-reinforced composites may also find application in the HSCT. Two main categories of matrix materials are thermosets and thermoplastics. Matrices with varying high-temperature capability can be found in either category.
Thermoset Matrices
Thermosetting polymers are crosslinked polymer networks that, on completion of forming and curing, are considered infusible and incapable of being reshaped. The most common high-temperature (T > 132°C [270°F]) thermosets are cyanate esters, benzocyclobutene, bismaleimides (BMIs), and crosslinked polyimides such as PMR-15 (Brunner, 1994). They are relatively brittle, resulting in low fracture toughness; reduced damage tolerance; and lower transverse tensile, interlaminar tensile, and in-plane shear failure strains. High-temperature thermosets are also prone to microcracking during processing and when subjected to mechanical loading or thermal cycling. Thermosets offer advantages over thermoplastics in ease of processing, addition polymerization with little or no evolution of volatiles, high creep resistance, good fluids resistance, and low resin costs.
Significant effort, particularly with the BMIs and cyanate esters, has focused on developing toughening mechanisms through the addition of a discrete second phase. Although improvements in impact tolerance and toughness have been attained, other properties have been compromised. In general, toughened BMIs exhibit lower stiffness, complications in processing multiphase systems, a degradation in mechanical properties, and higher costs.
Thermoplastic Matrices
A wide variety of high-temperature thermoplastics have been introduced, including polyimides, polyamideimides, polysulfones, and polyetherketones (PEEK, PEKK). Thermoplastics are linear polymer arrays with amorphous, semicrystalline, or mixed morphology. Limited crosslinking through reactive end-groups may be introduced in some polymers in the latter stages of processing. Crosslinking can provide additional temperature and chemical resistance, but with a resultant compromise of thermoplastic characteristics including formability and toughness.
Thermoplastics typically exhibit excellent toughness, high damage tolerance, good mechanical properties, and excellent shelf life. However, chemical resistance is lower, susceptibility to creep deformation is increased, and resin costs are higher than for thermosets. The development of crystalline morphology imparts solvent and fluid resistance because the close-order intermolecular packing resists the diffusion process. Added benefits of crystallinity are lower solvent-induced stress cracking and increased modulus. The development of crystalline morphology requires reproducible control of the cool-down process to permit the necessary polymer mobility needed for crystalline growth. Phase boundaries in crystalline thermoplastics also represent stress discontinuities which may compound the failure process, particularly under hot and wet conditions where the amorphous regions will have a higher affinity for moisture.
High molecular weights common in high-temperature thermoplastics result in high melt viscosity and low flow in the matrix that can make processing difficult. The high melt
viscosity can restrict uniform fiber wet-out during material fabrication, and consolidation into high-quality structure requires high pressures and temperatures that lead to high processing costs. Processing thick-section structures containing flanges or other complexities make control of the time-temperature-process history even more critical to both general quality and the formation of any desired crystalline morphology. Poor management of volatiles generated from solvent or polymer condensation reactions can also produce voids in the composite, degrading the mechanical properties of the material.
CERAMIC-MATRIX COMPOSITES
The principal potential applications for ceramics and ceramic-matrix composites in the HSCT are in the engine combustor and the high-temperature parts of the exhaust nozzle. In the combustor, in addition to the high operating temperature (up to 1300°C [2372°F]), the materials must resist both fuel-rich and fuel-lean environments. High thermal stress resistance is required because of the steep thermal gradients through the thickness of the combustor wall and the transients during operation. The materials must be damage tolerant and resist vibrational stresses (fatigue). In the nozzle, the requirements are similar but the thermal stress resistance requirement is relaxed—the environmental resistance and the fatigue resistance are key durability issues in the nozzle as well as in the combustor.
Since damage tolerance is required and catastrophic failure cannot be tolerated, ceramic-matrix composites are required rather than monolithic ceramics. Unfortunately, high-temperature ceramic-matrix composites are just now being developed for these demanding applications, and thus, the study of the durability of these materials is in its infancy (Courtright, 1991). The state of development of these candidate materials is reviewed in the following discussion.
Oxide-based ceramics have long been used as linings in containment vessels for hot materials (metals, glasses, cement, etc.) and hot gases, at temperatures often in excess of 1500°C (2732°F), because of their chemical compatibility with these hot materials and with the ambient processing conditions where metals and polymers simply cannot perform. However, their low thermal conductivities and generally high thermal expansion result in poor thermal-shock resistance. In addition, their creep resistance (resistance to permanent deformation under load) is generally inferior to materials such as nitrides and carbides. The nitrides and carbides also exhibit superior thermal-shock resistance compared with oxide-based ceramics.
Two classes of non-oxide structural ceramics—silicon carbide (SiC) and silicon nitride (SiN)—are emerging as candidate materials from which to fabricate components for use in heat-recovery equipment, heat engines, and high-temperature industrial equipment. Composites containing a silicon phase or molybdenum silicides are also available or are being developed for high-temperature components. These materials are all thermochemically unstable in air or oxidizing environments and owe their long life to the formation of a passivating silicon dioxide layer which has among the lowest permeabilities for oxygen of any oxide.
Matrix materials that are alumina-based are being considered primarily because of the availability of a novel processing technique in which an alumina-aluminum matrix can be “grown” through a fiber or particle preform by an oxidation process (Newkirk et al., 1986). Composites based in this technology may find application in less demanding components such as the engine exhaust nozzle.
The availability of high-temperature fibers has been reviewed by Tressler and DiCarlo (1993). In brief, the current polycrystalline oxide fibers have inadequate strength and creep resistance for structural applications above ~1000°C (1832°F). The single-crystal sapphire fiber with the crystal c-axis aligned along the fiber axis is extremely creep resistant, creeping only at temperatures greater than 1550–1600°C (2822 –2912°F). This fiber is being developed in smaller diameters so that it may eventually be available in diameters of interest for ceramic-matrix composites. Other single-crystal or solidified eutectic oxides are also being researched, but their suitability and availability are yet to be established.
Polymer-derived, silicon-based fibers have been widely used in ceramic-matrix composite development because of their superior high-temperature strength compared with the oxide-based fibers and their handling characteristics. Nicalon® fiber is the most widely used. Nicalon contains nanocrystalline SiC and carbon grains and an amorphous Si-O-C phase. The creep resistance of the original Nicalon is inadequate for service in combustor and nozzle components. Recent work in Japan and France has resulted in a low-oxygen content fiber which is more creep resistant but still does not meet the goals for a 1300–1400°C (2370– 2550°F) structural application (Chollon et al., 1993; Hasegawa, 1993).
Development efforts are concentrating on fully crystalline SiC fibers fabricated either from polymer precursors or from an extruded powder preform which is then sintered. The combination of excellent creep resistance and high strength at elevated temperatures has not been achieved, but materials development efforts have shown sufficient promise that programs to develop composite fabrication methods are using Nicalon as a model fiber, assuming that an adequate polycrystalline SiC fiber will eventually be available.
The required feature of the mechanical response for a ceramic-matrix composite is “graceful” or noncatastrophic failure which implies crack deflection at the fiber-matrix interface. Thus, engineering an interface with a low-fracture energy relative to the matrix and the fibers is a critical issue in ceramic-matrix composite technology. For the composites
now being tested for various applications, the interfacial zone or interphase is often carbon or graphite either deposited during fabrication (usually by chemical-vapor deposition) or exsolved from the fiber (in the case of Nicalon in glassceramic matrices). Although this type of interphase is being used in successful applications at high temperatures (e.g., rocket engine components, etc.) for SiC/SiC composites, it has been shown to be unacceptable for structural applications on oxidizing ambients where long lives are required (Jamet and Lamicq, 1993).
New materials for the fiber-matrix interphase region must be developed. Chemical-vapor-deposited boron nitride is being developed as an interphase material. Microporous, crushable oxides such as zirconia are being considered. The development of a stable, durable interphase material is critical for ceramic-matrix composite applications.
The SiC/SiC composite system is currently the most promising candidate for combustor applications. Chemical-vapor infiltration is the most advanced processing method, but the finished part is not fully dense. Melt infiltration and reaction (e.g., molten silicon reacting with carbon) is also being considered. The Silcomp® process (Luthra et al., 1993) was originally developed for monolithic, particle-reinforced, or discontinuous-fiber-reinforced, reaction-sintered SiC and is now being adapted for continuous-fiber ceramic composites.






