
IV
Processing and Treatment of Retrieved Tank Waste
The purpose of the waste processing described in this chapter is to separate the radioactive constituents in wastes that have been retrieved from Department of Energy (DOE) tanks, as discussed in Chapter III, from the much larger amount of nonradioactive constituents.1 This separation process has long been a necessary part of DOE’s strategy to reduce the volume of high-level waste that must eventually be disposed of in a deep geologic repository. DOE plans to immobilize and dispose the large-volume, low-activity waste stream in near-surface facilities at the DOE sites.
Section 3116 of the 2005 National Defense Authorization Act (NDAA) provides the current legal underpinning of DOE’s radionuclide separation strategy for the Savannah River Site. It states that the term high-level radioactive waste (HLW) does not include radioactive waste that “… has had highly radioactive radionuclides removed to the maximum extent practical.” This provision recognizes that it is not possible to remove all of the radioactive constituents from the retrieved waste stream, just as it is not possible to retrieve all wastes from the tanks.
This chapter assesses DOE’s plans for processing retrieved tank wastes to produce waste streams that are suitable for on-site disposal. In particular the committee considered the following:
-
DOE’s knowledge of the physical, chemical, and radiological characteristics of the waste in the tanks (i.e., Is this knowledge adequate to support DOE’s plans for radionuclide separation?);
-
Actions that DOE should consider to ensure that processing plans comply with the performance objectives for land disposal facilities and other requirements (i.e., does the processing reduce to the maximum extent practical the amounts of radionuclides that must be dealt with by land disposal?); and
-
Existing technology alternatives and technology gaps (i.e., Are there existing technologies that could be more robust than the current baseline technology, and is there a need for a new technology to overcome the uncertainties with the current baseline technology?).
OVERALL APPROACH
Chapter II describes DOE’s basic strategy for processing retrieved tank wastes at the Hanford and the Savannah River Sites. Although the Hanford waste is more diverse than that at the Savannah River Site, they are generally similar in terms of their origins and their physical, chemical, and radiological properties. As discussed in Chapter II and further in this chapter, insoluble sludges in tank waste at both sites contain most of the long-lived radionuclides (and half or more of the total radioactivity). Sludges comprise only about 10 percent of the waste volume and would be very difficult to process for significant additional radionuclide separations.2 Technical, cost, and risk considerations led site engineers to agree early that the only realistic sludge option was conversion to a stable solid (e.g., vitrification) suitable for shipment to and disposal in a geologic repository.
The soluble salt wastes amount to about 9 to 10 times the volume of sludge; the technical feasibility of separating cesium from salt wastes was demonstrated in the early 1970s (see Sidebar II-1). The option of not separating the radionuclides, but instead disposing of all the salt waste in a geologic repository, is precluded by cost, risk of shipping such large amounts of highly radioactive waste, and the practical limit on the quantity of waste to be disposed of in the repository. A requisite for such separations, however, is that the separation process be designed and operated to be highly
effective. Otherwise substantial amounts of radionuclides will remain in the waste and its suitability for determination to be non-HLW under Section 3116 may be questioned.
Processing to remove radionuclides separates tank waste into two streams (see Figure II-1). One is a relatively small volume stream in which radioactive species have been concentrated (high-level waste stream). This stream is further processed and immobilized on-site (e.g., into canisters of vitrified waste) for shipment and disposal in a deep geologic repository, such as the one proposed by DOE at Yucca Mountain, Nevada. The second, much larger, stream from which “radionuclides have been removed to the maximum extent practical” (low-activity waste stream) is intended to be disposed as non-high-level waste at the DOE site where it originated. The low-activity waste stream would include most of the nonradioactive waste constituents and little of the radioactivity.
Wastes at the Idaho National Laboratory are substantially different from those at Hanford and SRS (see Chapter II). At the present time, DOE envisions that all Idaho National Laboratory waste, a much smaller volume than Hanford or Savannah River Site waste, will be removed from that site. The limited waste processing planned for Idaho National Laboratory is discussed later in this chapter.
Waste Processing at the Savannah River Site
The alkaline tank wastes at the Savannah River Site are in three phases. As noted in Chapter II, water-soluble saltcake and supernatant salt solution (supernate) comprise about 90 percent of the waste volume and contain about 50 percent of the wastes’ total radioactivity, notably from cesium-137 (see Figure II-4). The water-insoluble sludge phase comprises only about 10 percent of waste volume and the remaining 50 percent of the radioactivity. Concentrated in the sludge phase are the longer-lived actinide radionuclides such as plutonium-239, and some fission products, including strontium-90.
Beginning in the early 1980s, DOE used this natural separation of the Savannah River Site tank wastes to formulate plans for their permanent disposal. Once retrieved from the waste tanks, the sludge (mainly oxides and hydroxides of iron, aluminum, manganese, other metals, and insoluble radionuclides) was to be converted into a stable glass form (vitrified) for disposal in a high-level waste repository. The water-soluble waste (mainly sodium nitrate, nitrite, and hydroxide) was to be processed to remove radionuclides, which would be vitrified along with the sludge. The low-activity fraction of the waste (sometimes referred to as the “decontaminated salt solution”) would be stabilized with grout and disposed on-site. This strategy has not changed. The Savannah River Site Defense Waste Processing Facility began vitrifying sludges in 1996. DOE claims that its uninterrupted operation is a key component of the Savannah River Site tank closure program.
The site contractor intended to remove cesium from its salt wastes by an in-tank precipitation (ITP) process, which was first tested in one of the Savannah River Site waste tanks in 1983. The process was never put into operation, and DOE abandoned it in 1998 because of technical and safety issues. Possible reasons for the failure and alternative processes to replace the in-tank precipitation process were reviewed in detail by the National Research Council (NRC, 2000a). Current plans for salt processing largely follow recommendations of that National Research Council report—in particular, that “… SRS should consider tailoring the processing operations to tank waste contents, with the goal of reducing processing time and costs and freeing up tank space” (NRC, 2000a, p. 85).
DOE now proposes to process its salt wastes by utilizing three different processes3 that will be available at different times and have different throughput capacities and radionuclide removal capabilities (see Figure IV-1). Two low-capacity processes are expected to be available sooner and are referred to as “interim” processes by DOE (Phase 1, Figure IV-1): (1) the deliquification, dissolution, and adjustment (DDA) process, which could begin immediately upon permitting by the State of South Carolina, and (2) the actinide removal process and modular caustic-side solvent extraction unit (ARP/MCU), which is expected to begin operations in 2007, when the facility is ready. Federal requirements for salt waste processing have been satisfied by consultation with the U.S. Nuclear Regulatory Commission (USNRC) and the recent approval of the salt waste determination by the Secretary of Energy (DOE-SRS, 2006) in accordance with Section 3116 of the 2005 NDAA.
The timelines shown in Figure IV-1 were not definite at the time this report was completed. The high-capacity chemical processing facility, called the Salt Waste Processing Facility (SWPF) was scheduled to be operational in 2009 but is now delayed until 2011.
DOE’s current plan for retrieval and processing is shown in Figures IV-2 and IV-3 (DOE-SRS, 2005b). The first process, the DDA process (Step 1, Figure VI-1), selectively retrieves salt waste that has relatively low concentrations of cesium. The process begins with removing the overlying supernate, draining most of the interstitial liquid from the saltcake (DOE estimates that this step will be about 70 percent effective), and storing the liquid for later processing. Process water or dilute salt solution is then added to the tank to dissolve the remaining saltcake, and insoluble constituents are allowed to settle out.4
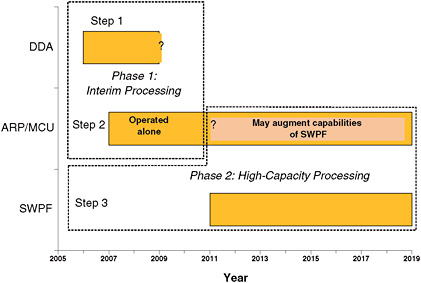
FIGURE IV-1 Time line for salt waste processing at the Savannah River Site as described by DOE (two-phase, three-step approach).
NOTES: ARP = actinide removal process; DDA = deliquification, dissolution, and adjustment; MCU = modular caustic-side solvent extraction unit; SWPF = Salt Waste Processing Facility.

FIGURE IV-2 Radioactivity flows in DOE’s salt waste processing plans. Percentages in brackets are the radioactivity separation efficiencies of the processes. NOTES: ARP = actinide removal process; DDA = deliquification, dissolution, and adjustment; MCU = modular caustic-side solvent extraction unit; SWPF = Salt Waste Processing Facility; SDF = Saltstone Disposal Facility; SPF = Saltstone Production Facility. 1 MCi = 3.7 × 1016 Bq. SOURCE: Adapted from DOE-SRS, 2005b.

FIGURE IV-3 Volume flows in DOE’s salt waste processing plans. NOTE: 1 Mgal (million gallons) = approximately 3,800 m3. ARP=actinide removal process; DDA = deliquification, dissolution, and adjustment; MCU = modular caustic-side solvent extraction unit; SWPF = Salt Waste Processing Facility; SDF = Saltstone Disposal Facility; SPF = Saltstone Production Facility. SOURCE: Adapted from DOE-SRS, 2005b.
Finally, after adjusting the sodium concentration in dissolved salt waste, DOE plans to send this waste to the Saltstone Production Facility (SPF) for immobilization in the Saltstone Vaults. Thus, the DDA process uses physical rather than chemical means to accomplish cesium separation. The physical separation method used in DDA cannot achieve degrees of separation similar to those in the chemical processes used in the other facilities, described below.
In the second process (Step 2, Figure IV-1), DOE plans to apply two chemical processes in sequence: an actinide removal process (ARP) and a modular caustic-side solvent extraction unit (MCU). In the ARP, monosodium titanate is added to a tank to sorb strontium and the actinides. The monosodium titanate is recovered by filtration. The MCU will use a solvent extraction process to recover cesium from the salt waste. The ARP/MCU processing facility will have a smaller throughput than the other two processes and is designed to operate on its own and later, in conjunction with the high-capacity Salt Waste Processing Facility, if needed. The recovered products from both ARP and MCU will be sent to the Defense Waste Processing Facility to be incorporated into glass logs, and the processed salt waste will be incorporated into saltstone. ARP/MCU is scheduled to begin operation in 2007 and end operation when the Salt Waste Processing Facility comes on-line, but it could run until the end of the waste processing campaign (projected to be 2019) (DOE-SRS, 2006).
The high-capacity processing will apply the actinide and cesium removal processes of the ARP/MCU in the Salt Waste Processing Facility, which is designed for a much greater salt waste throughput and higher removal efficiency (more stages of separation). The ARP may continue to be used for additional recovery of strontium and actinides from selected wastes. Recovered products will be sent to the Defense Waste Processing Facility to be incorporated into glass logs, and the processed salt waste will be incorporated into saltstone. This larger-volume treatment phase is scheduled to operate from 2011 until the salt waste processing is completed.
The approach shown in Figure IV-1, using different processes at different times, was conceived for two reasons: (1) to allow DOE to continue tank remediation and operation of the Defense Waste Processing Facility during the time required to construct and permit the Salt Waste Processing
TABLE IV-1 Projected Efficacy of Salt Waste Treatment Facilities
|
|
DDA |
ARP/MCU |
SWPF |
|
Date expected to be in operation |
2005 |
2007 |
2011 |
|
Date expected to cease operations |
2009 |
2011 |
2019 |
|
Volume to be processed, million gallons |
6.9 |
2.1 |
75 |
|
Volume to be sent to saltstone, million gallons |
8.6 |
2.8 |
95.8 |
|
Radioactivity to be removed, MCi |
8.8 |
3.4 |
217.1 |
|
Radioactivity to be sent to saltstone, MCia |
2.5 |
0.3 |
0.2 |
|
Projected radioactivity removed, % |
71.6 |
91.1 |
99.9 |
|
Projected share of radioactivity in the saltstone, % |
83.3 |
10 |
6.7 |
|
a DOE indicated that because of the uncertainty associated with the current characterization of the saltcake waste, the total actual radioactivity of the material going to saltstone may be as high as 5 MCi (185 PBq). Other uncertainties associated with values of radioactivity and the time lines have not been determined. Values in curies include contributions from the daughter products of cesium-137 and strontium-90. 1 MCi = 3.7 × 1016 Bq. 1 million gallons = 3,785 m3. |
|||
Facility; and (2) to free up tank space to support site operations and batch preparation for the Salt Waste Processing Facility (Hintze, 2005; Spears, 2005).
DOE plans to address the “tank space crisis” in the near term by implementing the interim salt waste DDA process. The DDA process would alleviate some of the space problem. However, during the short time it will be in operation, DDA would process less than 10 percent of the salt waste and would leave behind at least five times as much radioactivity in the saltstone compared to the ARP/MCU and the Salt Waste Processing Facility that will treat the other 90 percent of the salt waste. Because mixing the low-activity waste into a waste-form grout (saltstone) is an essentially irreversible action, the decision to send the DDA waste stream directly to saltstone permanently commits a substantial amount of radioactivity to the site. In other words, although the DDA process would free up tank space, this space is attained at the cost of a large increase in radioactivity left on-site, compared to processing the waste through the planned chemical processing facilities (ARP/MCU and SWPF). Even though these higher levels of radioactivity, primarily from cesium, may not cause projected doses from the Saltstone Vaults to exceed dose limits, the limited separation achieved with DDA raises the question: Does this process remove radionuclides to the maximum extent practical?
Table IV-1 compares the efficacies of salt waste treatment processes. The table shows that DDA is significantly less effective than ARP/MCU and the Salt Waste Processing Facility in removing radioactivity from salt waste. DOE indicated that up to 5 MCi (1.85 × 1017 Bq) of radioactivity could be sent to saltstone depending on the actual radionuclide concentrations in the saltcake and the efficiency of the DDA process. The contribution of radioactivity sent to saltstone from DDA alone could be as high as 4.5 MCi (1.67 × 1017 Bq), which represents almost 90 percent of the total amount of radioactivity sent to saltstone from all three salt waste processes. The potential for such an increase concerns the committee, especially when coupled with the committee’s observations about the limitations of DOES performance assessments, discussed in Chapter VI.
The committee is further concerned about the implications of further delays in startup of the high-capacity process to remove radionuclides from salt wastes. The committee noted in its interim report that the original schedule to bring the facilities on-line (ARP/MCU by 2007 and the high-capacity Salt Waste Processing Facility by 2009) and operating to specifications (i.e., processing waste at the expected throughput and meeting the waste acceptance criteria) was ambitious. In fact, DOE recently announced a 26-month delay in initial operation of the SWPF as a result of a change in seismic design specifications. Given the constraints under which DOE states it must operate (e.g., restricting use of noncompliant tanks), this would seem to leave DOE with the undesirable choices that it sought to avoid: extend the use of interim processing leading to increased amounts of radionu-clides being disposed in saltstone, or reduce or cease DWPF operations in the face of a tank space crisis. In its salt waste determination (DOE-SRS, 2006), DOE stated its intention to put no more radioactive material in the saltstone than described in the draft salt waste determination (DOE-SRS, 2005b). The committee is unable to offer further insights on this issue because DOE was still formulating its plans as this report was finalized.
Based on DOE’s current experience with the Salt Waste Processing Facility and prior experience with developing and initiating operations at major waste processing facilities,5 the committee judges that it would be prudent for DOE to plan for the possibility that salt waste will not be removed from the tanks at the planned pace. If realized, this possibility would make available tank space even more scarce. In
other words, DOE needs a contingency plan for tank space. More generally, the committee cautions that in a schedule-driven system there is the danger that wastes could be sent through the process that is currently available rather than one that is most suited to removing radionuclides to the maximum extent practical from each waste stream. The committee recognizes, of course, that other considerations (e.g., safety, risk, cost) are involved in such decisions. In its interim report, the committee offered some suggestions to address this tank space crisis (see Appendix E).
Low-Level Waste Immobilization and Disposal at the Savannah River Site
At the Savannah River Site, the low-activity salt solution resulting from the separation processes described above is mixed into a waste-form grout known as saltstone. Depending on the specific constituents of the salt solution, the grout is formulated using appropriate proportions of portland cement, fly ash, and ground granulated blast-furnace slag, water, and chemical admixtures. The grout is pumped into concrete vaults, where it solidifies. Saltstone has a low oxidation-reduction potential (Eh) to stabilize key radionuclides (such as technetium-99) in less soluble forms to reduce the likelihood of their leaching out or migrating in the groundwater (Rosenberger et al., 2005).6 This design is most effective in waste-form grouts like saltstone in which radionuclides are mixed relatively uniformly. The concrete vault has a concrete roof and will eventually have an engineered cap covering the entire installation. The engineered cap, together with the roof, walls, and floor of the vault, directs water away from the saltstone to minimize the leaching of radionuclides or toxic heavy metals from the salt-stone into the groundwater. As of 2005, DOE had poured 25,000 m3 (880,000 cubic feet) of saltstone containing only 225 Ci (8.3 × 1012 Bq) of radioactivity.
Waste Processing at Hanford
With the notable exception of the campaign to extract cesium-137 and strontium-90 from its tank wastes in the 1970s (see Sidebar II-1), Hanford has had relatively less experience in waste processing than the Savannah River Site and its tank wastes are more heterogeneous. As noted earlier, the Hanford approach to radionuclide removal is conceptually the same as that at the Savannah River Site (Figure IV-4). DOE plans to process the retrieved waste to concentrate most of the radioactivity in a high-activity waste stream and leave most of the nonradioactive chemicals and relatively small amounts of radionuclides in a relatively low-activity waste. This reduces the volume of high-activity waste to be vitrified and sent to a geological repository.
The current plan at Hanford is to produce up to 14,500 canisters (15,700 m3) of vitrified waste (DOE, 2002) containing approximately 184 MCi (6.81 × 1018 Bq) of radioactivity to be sent to a repository, and around 270,000 m3 (9.5 million cubic feet) of stabilized low-activity waste containing about 7.1 MCi (2.63 × 1017 Bq) of radioactivity for disposal on-site (DOE-RL, 2004a). However, the planned vitrification facility for low-activity waste (part of the Waste Treatment and Immobilization Plant discussed below) does not have the capacity to process all of the low-activity waste by the 2028 completion date agreed to in the federal facility agreement for Hanford (Hanford FFACO, 2003). To meet that milestone, DOE is planning “supplemental treatment” as an alternative to Waste Treatment and Immobilization Plant. The DOE accelerated cleanup effort has proposed cost and schedule savings by sending more than half and up to two thirds of the low-activity waste to “supplemental treatment” (Figure VI-4).
Waste Retrieval and Staging
Waste will be retrieved from the single-shell tanks (SSTs) and transferred to the double-shell tanks (DSTs) where it will be blended and sampled to ensure compliance with Waste Treatment and Immobilization Plant (also called the WTP) feed specifications. The Waste Treatment and Immobilization Plant, which is now under construction, will include processes for separating retrieved tank wastes into high and low activity fractions as well as vitrification facilities to be discussed below. The high activity fraction will be vitrified and shipped off-site to a geologic disposal facility (i.e., Yucca Mountain, if it is licensed and constructed). The Waste Treatment and Immobilization Plant will also vitrify about half of the low activity fraction, which will be disposed of on-site. The Waste Treatment and Immobilization Plant recently encountered schedule and cost overrun problems. To help ensure the project’s eventual success, the Secretary of Energy has initiated a detailed review of the plant’s chemical process flow sheet and likely throughput.
Waste Treatment and Immobilization Plant Pretreatment
The objective of pretreatment is to separate the waste into a low-radioactivity fraction that contains the bulk of the chemical waste for on-site disposal as low-activity waste and a highly radioactive fraction containing the bulk of the radioactivity and minimal chemical mass for off-site disposal in a federal geologic repository as HLW. The treatment approach depicted in Figure IV-5 results in the on-site disposal of approximately 90 percent of the waste mass and the off-site disposal of about 10 the balance of the total. Off-site disposal of the HLW coupled with off-site disposal of radioactive materials resulting from prior radioactive isotope removal
|
6 |
The function of chemically reducing grout is discussed more extensively in Chapter V. |
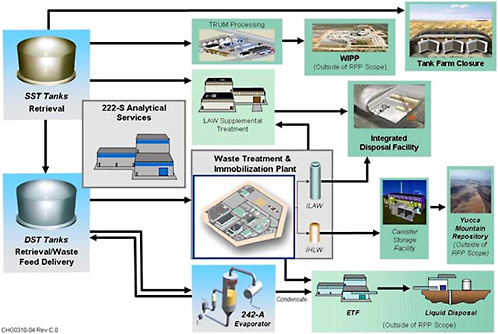
FIGURE IV-4 Hanford tank waste treatment and disposal plan. SOURCE: Schepens, 2005.
NOTES: DST = double-shell tank; ETF = efficient treatment facility; IHLW = immobilized high-level waste; ILAW = immobilized low-level waste; LAW = low-activity waste; TRU = transuranic material; WIPP = Waste Isolation Pilot Plant
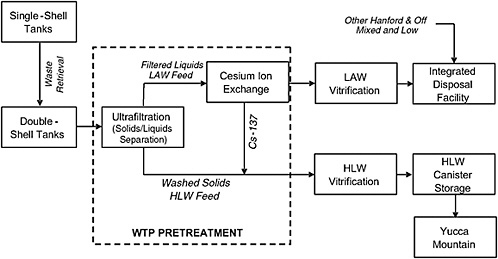
FIGURE IV-5 Waste Treatment and Immobilization Plant pretreatment steps.
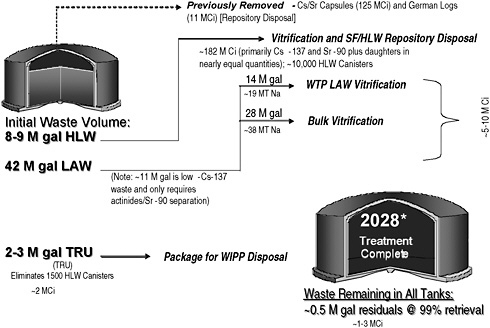
FIGURE IV-6 Multiple treatment and disposition pathways at Hanford. In its presentations to the committee, DOE calculations show 40 to 60 percent of the low-activity waste undergoing bulk vitrification. SOURCE: Mann, 2005; Schepens, 2005. NOTES: 1 MCi = 3.7 × 1016 Bq; 1 M gal = 3,785 m3; HLW = high-level waste; LAW = low-activity waste; TRU = transuranic; WIPP = Waste Isolation Pilot Plant; WTP = Waste Treatment and Immobilization Plant.
campaigns (e.g., the cesium and strontium capsules), would result in approximately 97 percent of the radioactive inventory that is (or was) in the tanks being disposed off-site (See Figures IV-5 and IV-6).
DOE, in consultation with the USNRC, reached provisional agreement that the criterion to “remove radionuclides to the maximum extent technically and economically practical” can be met by different methods for different tanks, including a solid-liquid separation process or precipitation-filtration to remove most of the strontium-90 and actinides, and ion exchange (for some wastes) to remove cesium-137. The pretreatment processes implement the agreement between DOE and the Commission (Paperiello, 1997).
Dividing the waste into high-level and low-activity fractions occurs primarily by solid-liquid separation (ultrafiltration). The solids removed contain nearly all of the actinides, nearly all of the strontium-90, and approximately 25 percent of the cesium-137. The solids are washed to remove bulk chemicals (e.g., sodium and aluminum) and reduce the chromium content. The washed sludge solids are mixed with glass formers and fed to the high-level waste melters. The filtered liquid waste stream contains the cesium-137 and other soluble radionuclides. Cesium-137 is removed by ion exchange except as explained below for low cesium wastes. The pretreated liquids are mixed with glass formers and the chemicals washed from the sludge and then are fed to the low-activity waste melters in the Waste Treatment and Immobilization Plant. Some low-activity wastes from the plant may also be sent to supplemental treatment, as indicated in Figure IV-5.
Solids-liquids separations are a key pretreatment step to remove the actinides and strontium-90 for subsequent processing as high-level waste. In the 1970s, chemical complexants were used in Hanford’s B-Plant in processes to remove greater than 40 percent of heat generating radionu-clides (cesium and strontium) then in the tank waste and to provide source material for the cesium and strontium capsules (see Sidebar II-1). Wastes from that processing, which contained the complexants, are stored in two tanks. Interactions of the complexants with actinides and strontium in those tanks resulted in these radionuclides becoming soluble—moving from the sludge phase into the supernate. Consequently, a precipitation process will be used in the Waste Treatment and Immobilization Plant for the liquids in those two tanks to make them compatible with the pretreatment process described above.
Some tanks contain low concentrations of cesium-137 (Low-Cesium Waste) either because the cesium was removed or because the waste did not result from reprocessing. DOE developed a waste management plan and analysis (Petersen, 1996) indicating that cesium-137 ion exchange was not economically practical at cesium-137 concentrations less than
0.05 Ci (1.85 × 109 Bq) per liter (in a 7 molar sodium solution). That report was reviewed by the USNRC and was a basis for the letter to DOE referred to above (Paperiello, 1997). DOE is currently updating those analyses. For cesium waste feeds containing substantially less than 0.05 Ci per liter, no cesium removal is anticipated. For feeds approaching 0.05 curies per liter, cesium removal techniques such as selective dissolution or even a simple ion exchange may be used, primarily to keep worker exposures as low as reasonably achievable (ALARA). According to Figure IV-6 a total of 5-10 MCi (1.85 × 1017 to 3.7 × 1017 Bq) will be disposed on site at Hanford.7
Waste Treatment and Immobilization Plant High-Level Waste Vitrification
The separated solids and the cesium-137 removed from the low-activity waste by ion exchange constitute the waste feed stream to high-level waste vitrification. High-level waste vitrification is the immobilization method of choice nationally and internationally; it also produces a waste form that meets planned repository waste acceptance criteria.
Bulk Vitrification of Low-Activity Waste
The Waste Treatment and Immobilization Plant Low-Activity Waste Vitrification Facility may have the capacity to vitrify as little as one-third (see Figure IV-6) of the low-activity waste by the Tri-Party Agreement milestone completion date of 2028. Unless additional low-activity waste processing capacity is provided, treatment operations could extend to approximately 2050. The initial plan was to build a second Waste Treatment and Immobilization Plant Low-Activity Waste Vitrification Facility soon after the first facility started up. DOE, its regulators (the Washington State Department of Ecology and the Environmental Protection Agency), and a group of internal and external experts participated in a 2002 study to determine the feasibility of supplemental treatment technologies to help meet the Tri-Party Agreement milestone for treatment without the high capital cost of a second facility.
Three supplemental technologies were selected for lab tests with surrogate wastes: a cement-based material called “cast stone,” steam reforming,8 and bulk vitrification. Cast stone was eliminated because of waste form performance (i.e., it could not meet the Washington State Department of Ecology’s groundwater requirements). Steam reforming looked promising but had significant life-cycle cost uncertainties related to scale-up from the available vendor’s unit to that required for Hanford’s supplemental treatment, and the probable need to consolidate the granular product into a more monolithic waste form (Choho and Gasper, 2002). DOE decided to conduct steam-reforming tests at Idaho on sodium-bearing waste and tank waste surrogates at Hanford. At Hanford, DOE is conducting full-scale bulk vitrification tests on surrogate wastes and actual tank wastes (up to 300,000 gallons of waste from tank S-109, a low-cesium waste tank) (see Figure IV-7).
DOE has a 2006 Tri-Party Agreement milestone to select the technology it will use to supplement the Waste Treatment and Immobilization Plant Low-Activity Waste Vitrification Facility capacity. Although DOE has not yet selected a supplemental treatment technology, initial technology “downselections” have favored bulk vitrification (Choho and Gasper, 2002).
The committee toured the pilot-scale, nonradioactive, bulk vitrification facility at Hanford; heard presentations on this technology from DOE and contractors; and reviewed available literature. The committee observed that bulk vitrification is a much different approach to processing than the Savannah River Site saltstone. In particular, it is a high-temperature process (greater than 1000C), which will change the chemical nature of the waste (e.g., decompose nitrates) and produce a substantial off-gas stream from the decomposition. Some fraction of the radionuclides (cesium and technetium) may migrate under the thermal gradient in

FIGURE IV-7 Bulk vitrification processing is performed in a refractory-lined commercially available container. SOURCE: AMEC Earth & Environmental, Inc.
the molten material or be volatilized. At this time there are no data to evaluate these possible effects.
In addition, the Defense Nuclear Facilities Safety Board (DNFSB) has raised concerns about the proposed design of the full-scale test facility, which had no containment beyond the equipment itself. Although intended to process only low-curie feed, it is unusual to operate such a facility without successive barriers to confine radioactive materials. The DNFSB has noted that these and other cost-saving measures could compromise safety (DNFSB, 2005).
Waste Processing at the Idaho National Laboratory
According to information available to the committee, the Idaho National Laboratory has no plan for on-site disposal of waste from reprocessing nuclear fuels that would fall within the scope of this study. Although final decisions have not been made, the current plan is for retrieved calcine to be sent to a repository without radionuclide or bulk-chemical separation after simple packaging or after being immobilized in an inert matrix. Sodium bearing waste is a highly acidic waste that contains trivial amounts of solids and no saltcake. It has been retrieved from some tanks, has been consolidated in a smaller number of tanks, and will be conditioned for disposal using steam reforming. Steam reforming is a commercially available technology that has been used for a variety of radioactive wastes including those from the nuclear power industry. A previous National Research Council study recommended steam reforming the sodium-bearing waste (NRC, 2005c). DOE considers sodium-bearing waste to be defense transuranic waste, which can be disposed of in the Waste Isolation Pilot Plant in New Mexico, although the State of New Mexico has not agreed with DOE’s position to date.
FINDINGS AND RECOMMENDATIONS
The following are the committee’s findings and recommendations with respect to waste processing to remove radionuclides from retrieved tank waste for on-site disposal of portions of that waste.
Finding IV-1a: The Salt Waste Processing Facility at the Savannah River Site and the Waste Treatment and Immobilization Plant at Hanford are essential components of tank waste removal, processing, and closure systems at these sites. They are one-of-a-kind facilities that present technical risks in their design, construction, and operation.
Finding IV-1b: Both the Savannah River and Hanford sites presented the committee with an enormous amount of waste characterization data based on actual sampling, process histories, and model calculations.9 While such characterization data can never be fully complete given the heterogeneities of DOE tank wastes and the one-of-a-kind nature of their planned processing, the committee judges DOE’s knowledge of the physical, chemical, and radiological characteristics of these sites’ tank wastes to be adequate for DOE to proceed with its plans for processing retrieved wastes as described in this chapter.
Recommendation IV-1: For the purpose of waste processing and the design of processing facilities, DOE should continue to characterize its waste, but this should be done after waste retrieval and mixing, when truly representative samples can be taken. Even then, the contents and their concentrations need only be known sufficiently for reliable and efficient processing to take place and to provide the radionuclide inventory adequate for subsequent performance assessments. Some processing methodologies may have more stringent quality control requirements than others. In these cases the amount of characterization required may be increased or more adaptable processes could be sought.
Finding IV-2a: Each site is pursuing different technologies for immobilizing its processed non-high-level waste10— saltstone at the Savannah River Site, steam reforming at the Idaho National Laboratory, and vitrification at Hanford.
Finding IV-2b: The Hanford bulk vitrification process is less well developed technically than either the Savannah River Site saltstone or the Idaho National Laboratory steam reforming. Bulk vitrification operates at high temperatures, which may volatilize much of the waste and increase technical and safety risks.
Recommendation IV-2: Before issuing a record of decision on supplemental treatment at Hanford, DOE should carefully and transparently review bulk vitrification versus the Savannah River Site saltstone and the Idaho National Laboratory steam reforming. This review should be conducted by a panel of technical experts independent of DOE.
Finding IV-3: The Savannah River Site is facing serious challenges due to limited available tank space and the need for additional tank space to maintain operation of the Defense Waste Processing Facility and meet tank closure commitments. The Salt Waste Processing Facility relies on more efficient technologies to remove radionuclides from the Savannah River Site tanks than the deliquification, dissolution, and adjustment (DDA) process. However, it cannot
|
9 |
See Tables II-1, II-2, and II-3 in Chapter II for summaries of these data. |
|
10 |
This finding refers to the low-activity fractions of tank waste that the Savannah River Site and Hanford will dispose on-site and the sodium bearing waste at the Idaho National Laboratory that DOE considers to be transuranic waste. |
be brought into operation before 2011. The committee is concerned that the schedule for tank closure and the tank space crisis may increase the need to use DDA and possibly extend its operations, which could lead to disposal of additional radioactive material on-site in saltstone.
Recommendation IV-3a: To reduce the quantities of radionuclides to be disposed of on-site, DOE should develop alternates or enhancements to the deliquification, dissolution, and adjustment treatment process to solve its tank space problems.
Recommendation IV-3b: DOE and its regulators, with public stakeholder involvement, should objectively balance costs and risks (near and long term) of schedule delays in Savannah River Site salt processing against those of sending increased quantities of radionuclides to on-site disposal in order to preserve tank closure schedules.











