
3
Materials Research Agenda for the Automotive Industry
General and specific materials research opportunities were determined for the automotive industry using the 50-mpg, 5-passenger sedan as a basis for analysis. The general finding highlights the need for developing a materials-systems methodology and for approaching research issues in terms of the materials life cycle. The specific findings address advanced materials candidates and corresponding research needs for the major component subsystems of the vehicle.
NEED FOR MATERIALS-SYSTEMS APPROACH
Improved materials and materials processing can and must play a large role in generating productive and effective responses to the forces that will drive the automotive industry in the future. However, these forces often pull in diverse directions when specific technological actions are considered. For example, aluminum alloys can be used to reduce vehicle weight, thereby reducing emissions and improving fuel economy, but the added materials costs currently offset these advantages for many applications. As a result, steel is still the major material of choice for automobile construction today and will be difficult to supplant for the foreseeable future.
Added costs are not the only inhibitor to the use of advanced materials. For example, if a breakthrough in processing dramatically reduced the cost of graphite fibers, there would not necessarily be an immediate large-scale application of graphite-reinforced polymer composites to automobile construction until a suitable supplier infrastructure was developed, a reliable process was available for fabricating polymer-composite parts in high volume, and a well-defined mechanism for recycling these materials was found. Thus, in conducting R&D on new materials and processes for automotive applications, a comprehensive "systems" view must be adopted so that, in this larger context, the demanding and often conflicting requirements of the full automobile system can be taken into account.
Materials Life Cycle
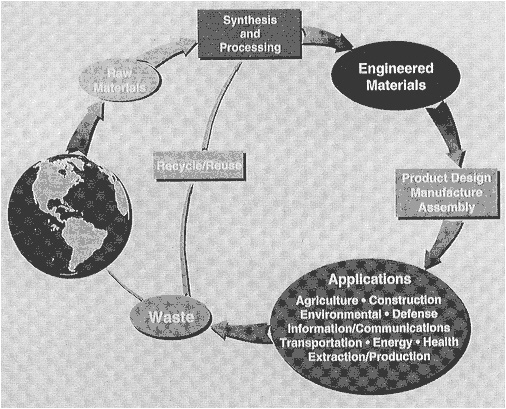
Another aspect of the materials-system approach is the consideration of the materials life cycle as shown in Figure 3-1. There is a growing realization that all phases of the cycle should be considered in product and process design. This new paradigm for design can be called environmentally conscious design or "green" engineering, by which is meant:
. . . an approach to product/process evaluation and design for environmental compatibility that does not compromise product quality or function. In this framework a "green" product is both environmentally compatible and commercially profitable (Navinchandra, 1991).
A life-cycle view of a product includes the following costs: manufacturing, transportation, packaging and its disposal, treatment of hazardous by-products, operational use, maintenance, and disposal. If the product or its use is environmentally incompatible (e.g., involves the use of hazardous materials), then these costs must also be considered during product, materials, and process selection.
From a systems consideration, controls include market and industry requirements, federal legislation that mandates safety, fuel economy, and emissions standards for the product, and waste management requirements. Although the majority of standards on waste management today are imposed at the factory, recycling of the product when customers no longer have use for it will be a major concern in the future, particularly for the automotive industry because of the large number of vehicles that are disposed of each year.
Modeling of Materials Systems
This new total-materials-cycle paradigm for design will rely heavily on computer modeling of all aspects of materials systems. Computer-modeling techniques are needed to assist in developing and evaluating the product's performance and reliability, the materials-selection process, the synthesis and processing of materials, and the fabrication of materials into components. Micro-models of materials behavior and phenomena (e.g., mechanical and thermodynamic) are also required, particularly to facilitate the design of engineered materials.
Materials-Systems Research
Unfortunately, much of the materials research at industrial and university laboratories has been driven by the search for improved materials properties with minimal attention paid to this systems approach. If researchers at academic institutions are to have significant impact on materials usage in the commercial automotive and aircraft industries, a new paradigm for prioritizing and guiding the research efforts must be found that defines goals at both the basic and applied levels in terms of the long-term system drivers. Collaboration between university and industry investigators should be pursued, because system-driven problems demand that multiple
viewpoints and skills be involved in planning and developing effective solutions.
MATERIALS RESEARCH NEEDS FOR AUTOMOTIVE COMPONENT SUBSYSTEMS
This section presents specific findings concerning the advanced-materials candidates and the corresponding research opportunities for the major component subsystems of automobiles.
Lightweight Materials for Body Structure
If market-driven requirements or government fuel-economy regulations specify 40 mpg or higher in the future, it will be necessary to reduce the average vehicle weight of the U.S. fleet by 500–1000 pounds, assuming that a 10 percent weight reduction yields a 5 percent increase in fuel economy (EEB, 1992). For family-size (5–6 passengers) vehicles to meet such regulations, this sizeable weight reduction will require the application of lightweight materials throughout the vehicle, particularly in the body structure and closure panels, as well as in other large components in the engine, transmission, drivetrain, suspension, and brake subsystems.
Body Materials
Compared with mild steel, lightweight material candidates for body components are high-strength steel, glass-fiber reinforced polymers (FRP), aluminum alloys, and graphite-fiber reinforced polymers (GrFRP). Table 3-1 shows that while high-strength steel can be cost-effective, only about 10 percent weight savings can be achieved. Aluminum alloys can and are being applied today with weight savings in the range of 40–50 percent, but the cost penalty for wrought products in these applications is substantial. FRP could be
TABLE 3-1: Lightweight Materials: Relative Component Costs and Weight Savings (figures based on Ford Motor Company's cast modeling program)
|
|
Relative Material Cost (per lb.) |
Approximate Relative Component Cost |
Weight Savings % |
|
Cast Applications |
|
|
|
|
Cast Iron (Base) |
1.0 |
1.0 |
Base |
|
Cast Aluminum |
1.8–2.2 |
1.0 |
50–60 |
|
Cast Magnesium |
3.0 |
1.0 |
65–75 |
|
Body Structural Applications |
|
|
|
|
Mild Steel (Base) |
1.0 |
1.0 |
Base |
|
High-Strength Steel |
1.1 |
1.0 |
-10% |
|
Aluminum |
4.0 |
2.0 |
40–50% |
|
FRP |
3.0 |
0.8c |
25–35% |
|
GrFRP |
50–65% |
||
|
a 50% Graphite fiber at $6/lb. b 50% Graphite fiber at $20/lb (current price). c Assuming low-cost, unproven resin-transfer modeling process; with current process ratios would be 2-times higher. |
|||
cost-effective in the long-term and can result in weight savings of 25–35 percent. At present, GrFRP materials are far more costly than the other alternatives, but they are attractive because weight savings of 50–65 percent can be realized. GrFRP is being reconsidered due to recent forecasts of lower graphite fiber prices.
Advanced Body-Construction Techniques
The use of alternative materials in the vehicle body to achieve large weight reductions will very likely be accomplished through the use of new body-construction techniques. As shown in Figure 3-2, one approach is to use a lightweight aluminum space frame that supports the major body loads, especially during crash situations. The space-frame sections can be joined by welding or adhesive bonding. The closure panels can be either aluminum or composites (i.e., FRP or GrFRP), both of which could be mixed with conventional steel panels if desired.
Another approach to an all-aluminum body would be the use of stamped aluminum parts with adhesive or welded joints for body construction and stamped aluminum closure panels. In this approach, much of the industry's investment in sheet-metal-stamping technology could be retained.
Plastic composites can be used to mold entire body structures in large integrated sections. As few as five moldings could be used to construct the body using a liquid molding process called resin-transfer molding (RTM), whereas conventional steel construction would require several hundred pieces. Liquid molding has the potential for mass production, and the cost savings from low-cost tooling and part integration help to offset the incremental cost of the resin and fiber.
Lightweight Body Materials: Application Issues
For these technologies to be adopted, many development issues need to be resolved. Cost effectiveness is a key issue (i.e., will products fabricated from these materials be affordable?). As shown in Table 3-1, the relative cost per unit weight of lightweight materials is substantially greater than mild steel. On a component basis, however, the relative cost ratios are reduced due to the weight savings afforded by the lightweight material options and, in some cases, by lower tooling and assembly costs resulting from part integration.
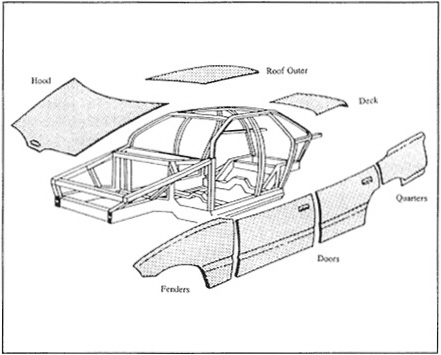
FIGURE 3-2: Lightweight aluminum space frame supporting panels of steel, aluminum, or plastic (Source: Ford Motor Company Research Laboratory).
As also indicated in Table 3-1, aluminum currently represents a substantial cost penalty over steel (two times). Crash performance and durability issues must also be resolved. Due to the high cost, Honda introduced aluminum bodies on a high-priced, low-volume, niche vehicle (i.e., the "all aluminum" NSX sports car) to gain materials insight and know-how. Over 31 percent of the weight of this vehicle is aluminum versus roughly 6 to 7 percent on today's average car. Before the NSX could be produced, many issues had to be considered:
-
Forming
-
Galvanic corrosion
-
Heat treatment
-
Ding/dent resistance
-
Joining
-
Alloy design
-
Hot forging
-
Painting
Recyclability of aluminum for sheet materials is a concern because of the high sensitivity of strength and ductility to the alloy composition. A novel research problem would be to develop a universal alloy series that differs only marginally in alloy content and that permits property changes primarily through different processing histories. Currently, the properties of aluminum can only be varied by alloying. However, aluminum scrap must then be sorted before recycling to ensure that different alloys are not combined. By developing a standard alloy that can be changed via processing and not alloying, the need for sorting would be eliminated and recycling simplified. The high volumes required of such a standard alloy may also eventually cause it to be less expensive to produce than other advanced materials. Improvements in alloy chemistry and joining technology are also needed to minimize, reliably and cost effectively, the major galvanic-corrosion concerns presented by increasingly aluminum-intensive vehicles.
Engineering plastics and polymer composites are competitors to aluminum alloys for reducing the weight of car bodies. Nonstructural plastics (e.g., polyesters and polyethylene) are utilized in interior and exterior trim, and high-performance polymer alloys, such as Xenoytm, are used in bumper applications. Reduced cost, part consolidation, styling considerations, and weight savings have all contributed to the steady growth of plastics.
For the use of structural composites, such as FRP, in major body parts, it appears that the cost penalty (i.e., higher cost of using this material) per pound saved on the automobile could be less than for aluminum (Table 3-1). With further research and development, the incremental cost per pound saved may turn out to be near zero. Manufacturing issues include demonstrating that liquid molding can be accomplished at fast cycle times and showing that highly reliable integrated parts can be produced that meet the performance specifications. Control of the molding process through feedback from sensors will be essential. Other issues associated with polymer
composites that need to be resolved are crash performance, durability, repair techniques, and recyclability.
The RTM process, which has considerable promise for mass production, relies on low-viscosity thermoset resins. Whereas steel, aluminum, copper, and zinc are recovered from scrapped automobiles today and recycled into useful commercial products, recycling strategies for RTM liquid-molded composites require much more development and are a fertile area for research. Unfortunately, thermosets cannot yet be recycled effectively, but research on the pyrolysis of thermosets and their use as ground fillers in lower-grade products may ultimately lead to an effective recycling scenario. In the longer term, new thermoplastic resins that have lower viscosities and moldability properties similar to thermosets may come into use because they can be recycled by melting and remolding, or perhaps even by depolymerization. Thermoplastic RTM materials are also more crash-resistant and damage-resistant.
Secondary Weight Reduction
Primary weight reductions alone cannot achieve an average 1,000-lb. weight reduction per vehicle. It will also be necessary to take advantage of secondary weight reductions (i.e., additional weight savings in subsystems that depend on the total vehicle weight). For example, engine, suspension, and brake subsystems can be downsized for lighter automobiles, because their performance requirements decrease as the total weight of the vehicle drops. The ratio of secondary to primary weight savings can be estimated only roughly. Such analyses indicate that as much as 0.5–1.0 lb. of secondary weight reduction can be achieved for each pound of primary weight removed, provided all or most secondary subsystems are reduced in weight.
Material Applications For Powertrains
The demand for increased power density, improved fuel economy, stringent emission requirements, enhanced smoothness, and improved noise reduction will drive powertrain advanced-materials applications.
Engine Materials
For the next 10–20 years, the major automotive power source will be the spark-ignited, internal combustion engine.1 Although the major fuel of choice will continue to be gasoline, the number of vehicles using alternative fuels, principally methanol and natural gas, is expected to increase. It is also likely that electrically powered vehicles will become important in states such as California that mandate zero-emission vehicles. Marked changes in engine materials should take place over the next 20 years as a result of two of the forces driving the industry: global competition and environmental considerations.
Competitiveness to increase performance and to generate more space for passengers and devices is driving greater power-to-size ratios. The importance of freeing up space can easily be understood by looking under the hood of virtually any vehicle built today. Other
uses for this space include advanced styling concepts that lower the hood line and create opportunities for greater product differentiation and crush space for improved crash-energy management.
Power can also be increased by operating engines at higher speeds. This is an additional incentive for reducing the mass of reciprocating components and for reducing friction in the engine and valvetrain. Higher operating temperatures also favor higher power. The value added to the vehicle from new engine materials is at risk of being offset by increased variable costs and investments and by potential reductions in environmental quality. For example, although higher operating temperatures increase engine efficiency, more oxides of nitrogen are formed as combustion temperatures increase. As a result, engine temperatures are limited today by the control of NOx emissions and will continue to be until a breakthrough occurs in catalysts or alternative fuels.
Environmental considerations, together with competitiveness, are also driving the development of engines with higher power density. Such engines can improve fuel economy by downsizing while maintaining performance at current levels. The use of lighter-weight materials (i.e., titanium alloys, metal-matrix composites, ceramics, and intermetallics such as TiAl) for the reciprocating components in the engine can improve fuel consumption and should also significantly reduce vibration and noise. Toyota has already introduced metal-matrix composites in diesel-engine pistons, and Honda has replaced cast-iron liners in aluminum blocks with metal-matrix-composite liners. Reduction in the mass of engine valves, valve springs, and valve-spring retainers can be used to reduce friction losses and improve fuel economy appreciably for a given level of engine performance. Weight reduction of the engine block itself is driving the use of thinner cast-iron walls and the introduction of more cast aluminum. A key issue for cast aluminum is to be able to eliminate the general need for cast-iron cylinder liners.
Transmission Materials
The major goal for improving transmissions is to reduce weight and size while maintaining or improving reliability, power-handling capacity, and functional characteristics such as shift quality and efficiency. Alternative materials can contribute to the achievement of this aim in several ways:
-
Magnesium Transmission Housings. Replacing aluminum with magnesium will result in about a 33 percent weight reduction (10-lb. savings might be typical). The issues that must be addressed include properties at elevated temperature, cost, and development of a viable manufacturing infrastructure.
-
Improved Gear Materials. Steels with better fatigue and wear resistance could allow a reduction in gear sizes that translates into an overall size and weight reduction of the transmission. Improved surface treatments can also contribute to this benefit. Among the issues are the cost of these materials and the need for extensive redesign of the transmission to realize the maximum benefits.
-
Composite Materials. Both metal and polymer matrix composites have potential for application in transmission components. The potential benefits, such as weight and noise reduction, must be investigated. Other issues include cost, fabrication methods, and supplier infrastructure.
Material Applications for Chassis, Suspension, and Brake Systems
The demand for weight reduction, reliability, and durability will precipitate new material applications in chassis and suspension systems. A systems approach to developing advanced brake materials must be taken.
Suspension and Chassis Materials
A variety of material possibilities arise in considering weight reduction of suspension and chassis components. As the mechanical and ambient environments generate significant corrosion and fatigue requirements, reliability is a major concern, because most of these components are critical to safety. The candidate materials for weight reduction are listed in Table 3-1, along with some major issues that, if resolved, would lead to application on a larger scale. High-strength steel, cast steel, aluminum, and magnesium components are already appearing in some vehicle lines. Glass-fiber-reinforced leaf springs are already in production on GM's Corvette. The use of these materials will increase over the next decade.
Brake Materials
Brake systems are significant and important materials/mechanical systems that have received little attention from academic researchers, particularly from a systems viewpoint. The interaction of the brake linings and pads with the brake drum and rotor is highly complex, and even minute changes in chemistry can have large effects. The displacement of asbestos by alternative materials has proven difficult. The development of a systems science for automotive brakes, including the mechanical and materials aspects, should prove to be beneficial to both automotive manufacturers and brake component suppliers.
Metal-matrix composites offer a potential large weight savings over iron for brake drums, calipers, and rotors. The nature of the system requires that these materials be developed in concert with the friction material.
Material Applications for Exhaust and Emission Control Systems
The demand for cost reduction, improved durability, and stringent emission control requirements will drive new material applications in exhaust and emission control systems.
Exhaust System Materials
Corrosion-resistant and heat-resistant steels are currently used in the exhaust system and catalytic converter. Ferritic stainless (409) is used for the converter can and connected pipes, and austenitic stainless and super alloys are used for the wire meshes surrounding the ceramic honeycomb monolith. These components must operate continuously at temperatures in the range of 1300–1800°F, with excursions as high as 2100°F. As a result of the new ultra-low emission standards, attempts are being made to achieve faster light-off of the catalyst by insulating the exhaust manifold and replacing the ceramic honeycomb with metal honeycombs (Fe-Cr-Al alloys). Moreover, ferritic and austenitic stainless may replace alloy cast iron in some exhaust manifold applications.
To achieve greater durability, there may be increased usage of ferritic stainless in mufflers, tailpipes, and hangers, replacing Alcoated steels. These trends probably will progress slowly because of the increased cost associated with these steels. An important discovery would be low-cost, formable coated steels with substantially greater durability than currently available materials.
Emission-Control-System Materials
Platinum group metal (PGM) catalysts dispersed in ceramic monoliths, containing some rare earths (Ce), constitute the primary technology capable of meeting current emission standards in the United States and Japan and future standards in Europe and other countries. Total use of PGMs will increase due to increased use of
catalytic emission controls worldwide. For cost and supply reasons, there has always been pressure to reduce the PGM content in catalysts. However, more stringent emission standards and increased regulations for in-use compliance will require increased use of PGMs in catalysts. Also, the platinum/rhodium ratio found in ore is such that excess platinum must be mined to meet the required rhodium contents in current catalytic systems. As NOx regulations are tightened, the rhodium content will increase, exacerbating this problem. New developments have shown that lower-cost palladium can be an effective substitute for platinum in countries employing nonleaded fuels.
There have been many attempts to find a low-cost, non-noble metal catalyst that could replace the current system. These attempts have failed, primarily because base-metal catalysts and other materials such as Perovskite compounds prematurely lose their catalytic activity due to aging or poisoning. This remains a challenging area of research.
An alternative to emission control by three-way catalysts, which must operate close to the stoichiometric air/fuel ratio (14.7), is the lean-burn concept (air/fuel ratio of 20–25) that offers greater fuel economy. Whether for Otto cycle or diesel engines, this concept requires a NOx catalyst that can operate under ultra-lean conditions. Current research in this area is directed toward zeolite-type compounds, which have open, cage-like molecular structures.
SUMMARY OF FINDINGS AND RECOMMENDATIONS
One general finding was formulated concerning the current materials-selection methodology for automobiles and the need for a new paradigm:
Materials for automotive applications must be viewed as part of a system. If this approach is adopted during research and
development of new materials and processes, appropriate trade-offs can be made to reconcile the demanding and often conflicting requirements of an automobile. This new paradigm must consider the entire life cycle of a product, including the following costs: manufacturing, transportation, packaging and its disposal, treatment of hazardous by-products, operational use, maintenance, and disposal. Computer-modeling techniques must also be developed to assist in the development and evaluation of product performance and reliability, materials synthesis and processing, and materials fabrication into components to facilitate materials design and selection.
In keeping with the materials-system approach, the specific automotive-materials scientific and engineering research opportunities presented in this chapter are summarized in the form of life cycle charts in Tables 3-2 and 3-3. The matrix approach used in the life cycle charts allows the reader to cross-correlate material, application, and research required in such areas as processing, property enhancement, joining, repair, and recycling.
Table 3-2: Summary of the Scientific and Engineering Research Opportunities for Automotive Structural Materials
|
MATERIALS |
APPLICATIONS |
PROCESS |
PROPERTIES |
JOINING |
REPAIR |
RE CYCLE |
|
High-strength steel |
Body, chassis, suspension, and transmission |
High-volume process • Spray forming • Warm forming |
Higher ductility w/o loss in strength Low variance in properties |
Adhesive bonding: Precise dimentional control of stampings |
|
|
|
Cast iron and steel |
Engine, driveline, and suspension components |
Thin-wall castings Low-cost steel process |
Higher strength and ductility Low variance in properties |
|
|
|
|
Aluminum alloys |
Body, chassis, suspension, engine, transmission, and others |
Universal alloy series High-volume spray forming Low cost Warm/Cold forming Superplastic forming |
Higher elongation Improved wear resistance for engine applications Improved high-temperature strength |
Adhesive bonding Spot welding |
Repair science |
Methods for scrap separation by alloy chemistry |
|
Resin-base composites |
Body, chassis, suspension, and transmission |
Higher-speed molding Hot stamping of thermoplastic materials |
Materials data base Reliable prediction of durability under cyclic loading in aqueous environment Crash-energy management of engineered structures Lower-cost fibers per unit fiber stiffness |
Adhesive bonding |
Repair science |
Methods to recycle large volumes of materials |
|
Self-reinforcing liquid crystals |
Long-range replacement for FRP applications |
Control orientation |
Equivalent to FRP |
Ultrasonic Adhesives |
Repair science |
Recycling process |
|
Metal-matrix composites |
Lightweight engine and chassis components |
Low-cost fabrication techniques Near net shape |
Improved high-temperature fatigue Data base |
Graded junctions |
Repair science |
Recycling process |
|
TiAl and FeAl |
Engine components and exhaust system |
Low-cost, high-volume fabrication techniques |
Improved ductility |
Graded junctions |
|
Scrap separation methods needed |
|
Titanium |
Engine components and springs |
Low cost |
Improved machining Improved wear and fretting resistance Improved high-temperature oxidation |
|
|
|
|
Magnesium |
Castings, covers, and wheels |
High-volume process for cast wheels Low cost |
Improved high temperature properties Improved wear resistance |
|
|
|
|
Ceramics |
Gas engine valves, roller followers; diesel engine chamber and piston |
Net shape Low cost |
Higher Weibull modules |
Graded junctions to metal or metal-matrix composites |
Not feasible |
Recycling process |
Table 3-3: Summary of Scientific and Engineering Research Opportunities for Automotive Nonstructural Materials
|
MATERIAL SYSTEM |
APPLICATIONS |
PROCESS |
PROPERTIES |
JOINING |
REPAIR |
RECYCLE |
IMPACT |
|
Paint and corrosion protection system |
Body structures and closure panels Bumper systems |
Low Emissions Non-toxic Low-volume niche applications Low-cost, precoated sheet Single-coat process |
Long-term durability Good adherence and appearance after forming |
Not applicable |
|
Not recoverable in plant or from discarded vehicles |
Minimize paint to lower emissions, cost, and waste |
|
Wear and friction materials and coatings |
Engine cylinder bores, valvetrains Brake and clutch systems Geartrains |
Low-cost, high-volume capability for coatings |
Low friction and high wear resistance for engine applications |
Not applicable |
Not applicable |
Coatings usually not recoverable |
Low-cost linings for Al blocks |
|
Heat and corrosion resistant materials and coatings |
Exhaust system components |
Low-cost, high-volume capability for coatings |
High-temperature oxidation and corrosion resistance High durability Good formability |
Galvanic corrosion |
|
Not a problem for bulk materials Coatings usually not recoverable |
Low-cost replacement for 409 stainless |
|
Catalyst systems |
Emission control systems |
Low-cost, high-volume capability |
Non-noble metal High resistance to aging at elevated temperatures Low susceptibility to poisoning |
Not applicable |
Not applicable |
Need higher-yield process for nobel-metal catalyst |
Lower cost Avoid use of critical materials |




















