
2
A Non-Stockpile Facility and Two Mobile Treatment Systems
FORMER PRODUCTION FACILITY AT NEWPORT, INDIANA
The Newport (Indiana) Chemical Depot (NECD) facility for the production of the nerve agent VX was built in 1959 and 1960. During a 7-year period beginning in 1961 it produced the U.S. Army’s entire 4,400-ton stockpile of VX. Weapons were shipped there, filled with VX, and then shipped to U.S. defense sites around the world. The plant complex for the four-step production of VX included a multistory production facility (Building 143); storage tanks, fill equipment, ancillary systems (located in Building 144); and scrubber towers (all are shown in Figure 2-1).
The production of VX was halted in 1968 by President Richard Nixon. The NECD facility was mothballed after the vessels and piping that were known to contain or believed to potentially have contained VX had been decontaminated. The facility was then left undisturbed for a number of years until preparations were made for its dismantlement and destruction in compliance with the Chemical Weapons Convention (CWC).
Process steps at the NECD facility were designated Steps 0, 1, 2, and 3. The first three steps produced chemicals that, when combined with sulfur in Step 3, produced VX agent. Step 3 took place in a separate enclosed building (Building 143). After manufacture, the VX was placed in bulk storage tanks from which various munitions and storage containers (e.g., ton containers) were filled using specialized filling machines that occupied a section of Building 144 (adjacent to Building 143).
In 1998, the Army began demolishing the portions of the NECD facility used for Steps 0, 1, and 2. The Step 3 equipment in Building 143 and the bulk storage tanks are being dismantled at present. When these activities, together with the destruction of the filling machines and demolition of all buildings, are finished, the dismantlement and destruction of the former VX production facility in accordance with the terms of the CWC treaty will be complete.
Condition of the NECD Facility Buildings
The following description of the NECD former production facility is based on presentations by Product Manager for Non-Stockpile Chemical Materiel (PMNSCM) staff and contractors and on observations by some committee members during a site visit. Building 143 was reported to be in generally good condition, with double wall construction and insulation between the walls. One section of wall has been damaged by corrosion. The equipment and piping in the two upper floors (5 and 6) have been almost completely demolished and the piping and equipment in the next floor (4) have been demolished to the point where there is now adequate access to the remaining piping. The equipment and piping in the contaminated rooms in the lower floors (1, 2, and 3) remain largely intact but accessible.
The structural members of Building 143 were reported to be in excellent condition. However, some of the flooring and wall panels have been corroded by exposure to the bleach/caustic rinse that was used during decontamination activities in the past. These corroded areas have been replaced or modified so that the building is safe to work in.
Building 144, where the munition filling machines are located, was reported to be in excellent condition. The section of Building 144 where these machines are located can be isolated from the remainder of the building.
Building 143 is being worked on. The current dismantling procedures involve the cutting of pipe, vessels, and other materials and the transfer of these materials to a storage and decontamination area. When all of the internal piping and equipment has been removed, Building 143 will have been demolished. The filling equipment will also be dismantled and Building 144 demolished as part of the project at NECD.
VX Exposure Issues
When the NECD facility was mothballed, the tanks, piping, reactors, and product storage tanks within Building 143 and
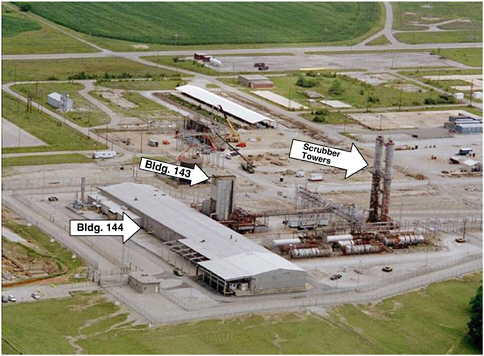
FIGURE 2-1 Former VX production facility at NECD. From left to right are Building 144, housing filling and ancillary equipment; multi-story Building 143, housing the VX production facility; and scrubber towers. SOURCE: Terry Frederick, Tennessee Valley Authority, Briefing to the committee, September 14, 2004.
elsewhere in the facility that were known to contain VX or believed to possibly have contained it were flushed and decontaminated using hypochlorite (bleach) solution. This decontamination was apparently effective in removing VX from these systems. However, during the dismantling of Building 143 in August 2003, air monitoring detected material that was suspected to be VX. The source of the material was suspected to be a 0.5-inch nitrogen line. Nitrogen had been used for purging tanks and reactors throughout Building 143, for transferring liquids using pressure, and in the munitions filling process in Building 144.
Sometime between September 2003 and February 2004, a liquid sample of VX was collected from a nitrogen line in the bulk agent storage area. Ongoing monitoring confirmed the presence of the oxidized VX precursor diethyl methylphosphonate (TRO) and the degradation product O,S-diethyl methylphosphonothiolate (O,S-DMP), which was detected as VX. These compounds were thought to be the cause of numerous and continuing MINICAMS1 alarms in Building 143. The alarms continued to be a problem until the time when portions of the building were air conditioned (see later in this chapter for a more complete discussion of this issue).
In February 2004, the nitrogen lines in Building 143 were sampled. The analysis from the first sample location on the
main nitrogen branch feeding the building revealed the presence of VX degradation products. At the second location, downstream of the first sample point, VX degradation products were also revealed.
Personal Protective Equipment and Worker Operations
The staff performing dismantling operations at the NECD currently wear personal protective equipment (PPE) as described in Table 2-1 and Figures 2-2 through 2-4. The type of PPE and clothing reflect current practices. When the new airborne exposure limits (AELs) promulgated by the CDC become effective in 2005, these practices may be altered. However, the Implementation Guidance Policy for Revised Airborne Exposures Limits for GB, GA, GD, GF, VX, H, HD, and HT, which describes implementation guidance to address the new AELs, states that the intent is not to increase the level of PPE (U.S. Army, 2004b).
TABLE 2-1 Types of PPE Currently Employed at the NECD Former VX Production Facility
|
Type of PPE |
Description |
|
Level B |
Supplied air respirator with 45-minute SCBA, plus TAP suit—a butyl rubber suit with hood (see Figure 2-2). |
|
Level C |
Air-purifying respirator (M40 at NECD), plus disposable coveralls (may be modified to include additional dermal protection, including splash protection and head cover), hard hat, and protective work shoes (see Figure 2-3). |
|
Modified Level D |
Hard hat and protective work shoes. No respiratory protection. Skin protection selected according to the task being performed. May include disposable coveralls, chemical-resistant gloves, apron, face shield, etc. M40 mask is carried for emergency use. |
|
Level D |
No respiratory protection, protection provided for street clothes, may use reusable or disposable coveralls, hard hat, and protective work shoes. M40 mask is carried for emergency use (see Figure 2-4). |
|
NOTE: SCBA, self-contained breathing apparatus; TAP, toxicological agent protective. Level A PPE provides the greatest amount of dermal and respiratory protection and consists of a fully encapsulating chemical protective suit and a supplied air respirator. Level A PPE is not used at the NECD former production facility because this highest level of protection is not needed for NECD dismantling operations. SOURCE: Committee site visit to the NECD former production facility, May 17-19, 2004. |
|
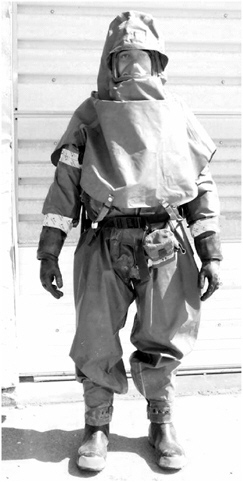
FIGURE 2-2 Level B PPE.
Issues Surrounding Pipe Removal
Concern over possible VX contamination of the nitrogen supply lines (and possibly also the process lines) prompted the Army to review the system and the precautions that ensure the safety of the workers during the dismantling process for Building 143. The Army concluded that VX could have flowed back, and probably did, into the nitrogen
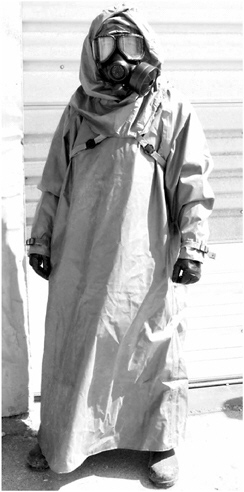
FIGURE 2-3 Level C PPE.
system at some time, or times, during the production runs.2 Because the nitrogen lines were not sloped, it was possible for liquid to accumulate in the lines. Moreover, because the nitrogen piping had not been installed with straight runs but
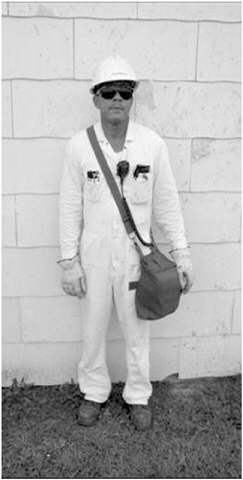
FIGURE 2-4 Level D PPE.
had been field-fitted (installed without engineering drawings), it contained valves and other fittings in which liquid could accumulate.
The tanks and vessels in the system have not been monitored to determine if they are contaminated. Since the entire process was connected to the nitrogen system, there exists the possibility that some additional equipment may be contaminated. However, the bleach/caustic rinse appears to have decontaminated the process piping, so there is good reason
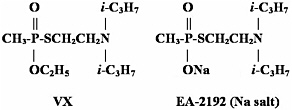
FIGURE 2-5 Structure of VX and EA-2192.
to believe that the vessels, tanks, and other equipment were also adequately decontaminated. No contamination of the process lines with VX had been confirmed at the time this report was completed. Nonetheless, the Army and its contractor are aware that additional contamination may exist within the remaining equipment and have developed procedures to ensure that exposure of workers or release of VX to the atmosphere does not occur. These procedures, and some recommended modifications, are discussed later in this chapter.
Exposure to compounds present in the atmosphere of Building 143 that may be related to VX also poses a potential risk to NECD workers. Chromatograms from the analysis of depot area air monitoring system (DAAMS) tubes show perhaps two dozen compounds, most of which have not been satisfactorily identified.3 It is likely that at least some of these compounds are related to VX since there were frequent false positive detections by the near-real-time (NRT) MINICAMS monitors. Because the MINICAMS uses phosphorus-selective flame photometric detection and so does not pick up non-phosphorus-containing compounds, the compounds responsible for the false alarms are fairly likely to possess a phosphorus atom.
The possibility arises that VX-related compounds are present in the NECD facility because it has been documented that VX undergoes a large number of reactions when stored for long periods of time (Witkiewicz et al., 1990; D’Agostino et al., 1987). As noted above, VX has been identified in the nitrogen lines, where it has resided since 1968. This is ample time to have allowed kinetically slow chemical reactions that could form a variety of degradation products. The majority of VX degradation reactions involve the hydrolysis of P-S and P-O bonds present in phosphonate ester: Of the initial VX hydrolysis products formed, only one, EA-2192, is known to be sufficiently toxic to warrant concern. Its intravenous toxicity is within an order of magnitude of VX toxicity. However, unlike VX (vapor pressure 0.0007 mm Hg at 25° C), EA-2192 has negligible volatility and is unlikely to contribute to the background atmosphere unless it is converted to an aerosol by mechanical operations such as sawing. Because the workers are in full PPE and the dermal toxicity of EA-2192 is relatively insignificant compared with its intravenous toxicity, localized contamination by EA-2192 aerosols is unlikely to endanger them. The structures of VX and EA-2192 are shown in Figure 2-5, and the reaction of VX and O,S-DMP with silver fluorides is shown in Box 2-1.
However, the presence of intact VX and the primary degradation products could lead to the formation of a second tier of products. The formation of methylphosphonate esters is well known—for example, O,S-DMP. The toxicity of O,S-DMP is modest: It is approximately 300 times less toxic than VX.4 However, the toxic risk posed by other compounds, such as those from the alkylation or oxidative coupling of degradation products, has not been evaluated, and the existence of substantial quantities of such reaction products cannot be dismissed out of hand. In a study of VX stored in glass for 15 years, D’Agostino and co-workers showed that only 10 percent of the sample was intact VX and noted the formation of at least 10 other compounds containing methylphosphonate or methylphosphonothiolate functional groups that could alarm the NRT monitors and also account for the toxic action of the molecule (D’Agostino et al., 1987, 1999) In addition to compounds formed from VX, VX precursors were certainly present in the past and may have migrated to areas where they could combine with VX, VX degradation products, or other compounds. This would further increase the number of compounds present.
|
3 |
DAAMS, an historical air monitoring system, is described in Chapter 4. In this report, DAAMS may refer to a single location where DAAMS tubes have been placed. |
|
4 |
For VX, the LD50 is 0.0084 mg/kg (Munro et al., 1994). In contrast, for O,S-DMP, the LD50 is 2.48 mg/kg (Alfa Aesar, 1997). |
|
BOX 2-1 The G-analog, or O-ethyl methyl phosphorofluoridate, is formed, along with the thiolamine silver salt, by reaction of VX with a silver fluoride conversion pad (Reaction 1): 
The reaction is efficient for phosphonothiolate esters but not for phosphonate esters—the P-S bond cleaves while the P-OEt bond does not. For this reason, TRO does not react with the conversion pad and is unlikely to be responsible for false positive responses from the NRT monitors. In contrast, O,S-DMP, which has been identified in the background atmosphere, would be expected to respond identically to VX (Reaction 2): 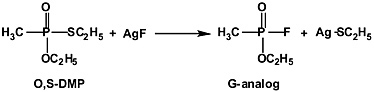
|
Since the VX-related compounds contain structural features similar to that of VX itself, it is also reasonable to expect that they might display some fraction of the toxicity of VX. Cleavage of the O-ethyl portion of the VX molecule results in the formation of EA-2192, which does not significantly reduce the toxicity of the molecule. At least one other compound with lethal potential is known to form: Bis(O-ethyl methyl) pyrophosphonate may be thought of as the anhydride of ethyl methylphosphonic acid, and it has been reported to have a rabbit LD50 that is only about 15 times greater (less toxic) than that of VX.5 Formation of this compound was reported under oxidative conditions similar to those used in hypochlorite decontamination processes (Yang et al., 1990).
Chemically, any ethyl methyl phosphonate compound containing a good leaving group would be expected to react identically to VX on the silver fluoride conversion pad of the MINICAMS NRT monitor, producing ethyl methylphosphonofluoridate (the G-analog that the MINICAMS uses in detecting the presence of VX) and the silver salt of the leaving group. As noted, VX reacts in this fashion to form the G-analog, leaving behind the silver salt of diisopropylaminoethanethiolate, as shown in Box 2-1. Since identification and detection are based on the chromatographic behavior and phosphorus-specific FPD response of the G-analog, any compound that produces it would generate an alarm response identical to that for VX—namely, a false alarm. Other ethyl methylphosphonothiolates (for example those described in D’Agostino et al., 1987, 1999) would react identically to produce the G-analog, and the ethyl methylpyrophosphonate may do so also. In fact, any compound with a hydrolyzable functional group attached to the O-ethyl methylphosphono portion of the molecule has the potential to react on the silver fluoride pad on the MINICAMS, forming the G-analog and thus generating a false alarm for VX. It is noted that not all phosphonate esters will react on the silver fluoride pad. For example, the O-ethyl group is unreactive, and for this reason, the diethyl methylphosphonate, known as TRO, is not expected to produce a false positive response for VX.6
Since the risk currently posed to the workforce by the background chemicals at NECD has not been effectively quantified, prudence dictates that workers must use appropriate PPE.7 If chemicals present in the background atmosphere in Building 143 are found to pose negligible chemical risk, then minimal PPE could be justified, except when cutting and handling potentially contaminated pipe and vessels. But this must be proven, given the potential for toxic chemicals to be present in the NECD atmosphere. The PPE used at the NECD former production facility was described earlier in this chapter; a list of commercial chemical PPE that has been approved for use by the Army is found in Appendix D.
Levels of protection are based on the potential for (1) inhalation, (2) skin absorption, and (3) ingestion. The use of Level B (see Figure 2-2) provides protection for all three pathways; positive-pressure supplied air gives the wearer a high level of respiratory protection (>1,000-fold) and is not dependent on the adsorption of the airborne contaminant onto a filter cartridge element as with a respirator. In order to use Level C protection (air-purifying respirator), the substance(s) must be identified, and it must be verified that the contaminant is captured by the respirator cartridge. This has not been done at NECD.
Finding 2-1: A number of chemicals are present in the NECD Building 143 atmosphere that have not been identified. Because NECD was historically used to manufacture and store VX, there is a possibility that some of these chemicals may manifest significant toxicity and thus pose a health risk to unprotected workers.
Recommendation 2-1: NECD personnel working in Building 143 should be protected by Level B PPE unless the background chemicals are accurately identified, their toxicity estimated, and commensurate risk established.
Initial Piping and Equipment Demolition Procedures
The potential for dermatological and airborne VX exposures is of concern when cutting and handling the piping. The procedure used by PMNSCM and its contractor to cut and handle potentially contaminated piping evolved as this study was being constructed. A description of the initial procedure used by PMNSCM and its contractor when removing production and nitrogen piping from Building 143 follows.8
To provide suitable protection, a primary containment, similar to a glove box but made of 14-mil plastic sheeting instead of rigid material, is constructed around each section of piping to be removed. Through the plastic sheeting, rubber gloves provide access to the piping and to the powered reciprocal saws used to cut the piping. A catch tray is placed in the bottom of the primary containment to contain any liquid or debris from the tapping and cutting operations. The primary containment is maintained under negative pressure and the outlet air is purified by an activated carbon filter element (a chemical removal system that ensures that VX is not passed to the atmosphere). The operators are outside the primary containment and work on the piping using the gloved enclosure. After being cut, the piping sections are placed in plastic bags within the primary containment and then placed in drums for storage and transport to the decontamination area.
In some cases, one primary containment can be used to cut several sections of piping by sliding successive sections of pipe through and into the primary containment. In many cases, however, only one section of piping can be cut before a new primary containment must be constructed. The time needed to construct each primary containment, connect the inlet and outlet airlines, prove that negative pressure can be maintained, perform the cutting operations, and bag the piping is considerable—between 2 and 4 days per primary containment location.
Around the primary containment structure, a secondary containment area is constructed. The secondary containment is intended to provide a controlled and contained space for workers while they are performing pipe cuts. The concern in this area is the potential for airborne exposure to VX. This secondary containment area is large relative to the primary containments and, ideally, multiple primary containments can be constructed within each secondary containment area. However, the time taken to build each secondary containment area, install the inlet and outlet air supplies, and prove that it can be maintained under negative pressure, is also considerable (between 7 and 13 days for assembly and between 2 and 5 days for disassembly for each secondary containment installation).
All intrusive work (cutting and handling of piping) is done by workers in Level B PPE (see Figure 2-2). The construction of the primary and secondary containments is done by workers in Level D PPE (see Figure 2-4). The estimated total length of piping in Buildings 143 and 144 that remained to be dismantled in May 2004 was as follows: agent piping, 2,200 feet; nitrogen piping, 2,400 feet; and utility piping, 5,000 feet. The estimated number of primary containments required to dismantle this piping was 349.
The procedures described above provided adequate protection for the operating staff when cutting and handling piping. However, the time required to construct the containments resulted in schedule slippage and threatens the ability of the project to meet the April 29, 2007, CWC treaty deadline for the demolition of the NECD former production facility.
Modifications to Demolition Procedures
The use of numerous small, localized primary and secondary containment areas (see above) was the procedure in place when the committee was first briefed on the situation at NECD. On May 18-19, 2004, members of the committee visited the NECD site to receive additional briefings, inspect the facility, and discuss the problems that threatened the ability of PMNSCM to meet the CWC deadline. Subsequent to this visit, several modifications to the procedures were implemented by site management:
-
The philosophy for constructing the secondary containments was modified. Instead of constructing a number of relatively small secondary containments on each floor, the new approach is to use larger secondary containments. In some cases, an entire floor in Building 143 will now be treated as a single secondary containment. In other cases, as on the first floor of Building 143, enclosed individual rooms or combinations of rooms will be treated as containment areas. A similar approach will be used in Building 144 when dismantling the filling machines and their associated piping. This modified approach to the original procedure minimizes the number of secondary containment structures to be built and shortens the time required for demolishing the piping and equipment in a safe manner.
-
The enlarged secondary containment areas were air-conditioned, allowing personnel to work in PPE without experiencing the heat stress that had adversely affected productivity during times of high ambient temperatures (summer and portions of spring and fall in Indiana). This modification has reportedly increased productivity and safety. In addition to the benefits to the workers, the increased ventilation and lower temperatures appear to have reduced the concentration of the compounds in the air that can give false positive MINICAMS alarms in the secondary containment areas. These alarms were disrupting operations by requiring evacuation of the workers (who were wearing Level D PPE) until the DAAMS analysis demonstrated that VX did not exceed the airborne exposure limit (AEL).
Finding 2-2: The change in operational philosophy to larger secondary containment areas and air conditioning of these areas has increased the efficiency and safety of demolition activities at the NECD VX production facility.
Recommendation 2-2: PMNSCM should continue to pursue the enlargement and air-conditioning of secondary containments for the demolition activities at the NECD VX production facility.
Recognizing that the construction of primary containment for all pipe cutting is labor- and time-intensive, PMNSCM proposed modifications to the extant demolition procedures. The use of primary containment for cutting pipe suspected to have come in contact with VX is required by the site safety and health plan and other safety documents. Any modifications to the procedures that eliminate the use of a primary containment will require the approval of the Safety Office in the Chemical Materials Agency (CMA) Risk Management Directorate.
The modifications proposed by the Army to allow eliminating the construction of primary containments are as follows:
-
The addition of a vestibule for personnel entry to and exit from the large secondary containments; the vestibule will allow control of the entry of outside air into the secondary containments during personnel entry and exit.
-
The use of a suction device (called a “snorkel”) whose intake can be positioned close to the point where cutting is performed. This suction device would pass the air, along with any debris, liquid, or vapor generated during the cutting process, to a knock-out drum and then to an exhaust vapor containment structure (VCS).
-
An alternative to the snorkel would be to introduce air into the pipe being cut upstream of the point where the cut is to be made and to apply suction to the downstream side of the cut and pass the air, with any debris, liquid, or vapor, to a knock-out drum and a VCS.
The concept of eliminating the primary containment appears feasible, and the committee believes it can be done if the following conditions are met:
-
The interior of the pipe is dry, making it impossible for liquid VX agent to be released during cutting operations. This could be assured by inspection of the pipe interior using nondestructive techniques such as fiber-optic inspection. Alternatively, the geometry of the piping could be considered to determine if it would preclude the presence of liquid (as would, for example, a vertical run of piping containing no fittings).
-
An area containment (formally called a secondary containment structure) is in place and is maintained under negative pressure during the cutting operation and the exhaust air is filtered.
-
Workers wear appropriate PPE (Level B) to provide protection against airborne and dermal exposure to VX and related compounds.
Elimination of primary containment under the above criteria is acceptable since there is minimal possibility of a liquid VX leak. Although minor airborne emissions of VX are possible within the containment system, all workers who
could be exposed would be in Level B PPE, the atmosphere in the work area would be constantly sampled by MINICAMS, and the exhaust would be filtered. This offers the same level of protection against accidental release of agent to the atmosphere as does the standard operation of the explosive destruction system (EDS), where the overpack container is opened inside the EDS VCS. In this situation, the potential release of agent is controlled by opening the overpack inside the VCS, which is maintained under negative pressure and filtered prior to ventilation.
Finding 2-3: PMNSCM’s concept of minimizing the construction of primary containments is appropriate and can be implemented without increasing the hazard to site workers.
Recommendation 2-3: The construction of primary containments should be minimized taking into consideration the orientation of the pipe being removed and information from any inspection of the pipe interior before its removal. There would have to be secondary containment under negative pressure and workers would have to wear Level B PPE.
Air Monitoring and Personal Protective Equipment
Both MINICAMS (continuous, on-line monitoring) and DAAMS tubes (time-averaged measurements) are used to monitor the primary and secondary containment areas. The NECD site currently sets the MINICAMS alarms for airborne exposure to VX with the assumption that workers are not wearing PPE. Therefore, even if workers are wearing M40 masks with respirator cartridges, or are provided with supplied breathing air, no credit is taken for the protection provided by such PPE.
As now planned, the implementation of the new AELs will not impact near-real-time monitoring with the MINICAMS at NECD. The NECD has been using the 1988 worker population limit (WPL) for VX as the basis for setting the MINICAMS alarm level. In accordance with recent Army directives (U.S. Army, 2004b), after the planned January 1, 2005, implementation of the new AELs, NECD will be using the new 15-minute short-term exposure limit (STEL) as the basis for setting the MINICAMS alarm level. Because the 1988 WPL and the new STEL have the same numerical value, the alarm level is not expected to be changed.
The impact of the implementation of the new AELs will not be zero, however. An additional level of chronic monitoring at the new WPL, which is numerically one-tenth of the 1988 WPL, should be carried out. (See Chapter 3 for a discussion of additional chronic monitoring and the use of DAAMS versus MINICAMS for this purpose). Also, as described in Chapter 6, permits and procedures must be reviewed and updated as necessary to reflect the new AELs. In consideration of the current situation at NECD and in relation to the committee’s statement of task, several findings and recommendations were developed to enhance the
TABLE 2-2 VX Airborne Exposure Limits (Effective January 1, 2005) (milligrams per cubic centimeter)
|
VX |
WPL (8 hours) |
STEL (15 minutes) |
|
No respiratory protection |
1 × 10−6 |
1 × 10−5 |
|
Air-purifying respirator |
5 × 10−5 |
5 × 10−4 |
|
Supplied-air respirator without escape bottle |
1 × 10−3 |
1 × 10−2 |
|
Supplied-air respirator with escape bottle |
1 × 10−2 |
1 × 10−1 |
|
SOURCE: Adapted from U.S. Army, 2004b. |
||
safety and efficiency of the project. It is important to note that most of the recommendations are synergistic, and if all are implemented, they should (1) minimize the number of alarms, (2) reduce the time required to complete demolition, (3) improve worker safety, and (4) provide additional protection to the environment and personnel outside the buildings.
The Army plans to change its operational philosophy at NECD (and throughout the chemical demilitarization program) after January 1, 2005, so that credit will be taken for PPE when determining alarm points. As indicated in Table 2-2, the Army considers that
-
An air-purifying respirator provides a protection factor of 50.
-
A supplied-air respirator without an escape bottle provides a protection factor of 1,000.
-
A supplied-air respirator with an escape bottle provides a protection factor of 10,000.
Taking credit for PPE represents a change in the methodology for setting alarm points but one that is common in industrial practice and consistent with OSHA regulations; it is also used in Level A PPE areas of the stockpile disposal plants. Such an approach will allow operations to continue even if agent is detected above the STEL, provided that personnel are in the appropriate PPE. In addition, raising the alarm points based on PPE should minimize the number of occasions when chemical events are considered to have occurred and eliminate unnecessary delays and investigations.9 However, stakeholder issues on the state level may prevent PMNSCM from taking credit for PPE in some states.
TABLE 2-3 Available PPE Approved for Use at the NECD Former Production Facility
|
Military Unique |
Commercial/Industrial |
|
Toxicological agent protective (TAP) butyl |
|
|
M3 suit |
Trelleborg Trellchem HPS TE and TS |
|
M2 apron |
Kappler/Geomet CSM Responder |
|
M3 hood |
DuPont Tychem F, Tychem (saran or polyethylene coated) |
|
Gloves/footwear |
Gloves/footwear |
|
M3/M4 gloves |
A number of companies provide a variety of gloves and boots |
|
M2A1 boots |
|
|
Respiratory protection |
Respiratory protection |
|
M40 APR |
APRs North 7600 MSA Ultra-twin/Advantage Interspiro SCBA |
|
SOURCE: Adapted from John Leed, SAIC, Briefing to the committee, August 3, 2004. |
|
Finding 2-4: In accordance with the Army’s new implementation guidance policy (U.S. Army, 2004b), PMNSCM intends to take credit for the protection provided by PPE and adjust alarm levels upward when workers are in PPE.
Recommendation 2-4: In consultation with stakeholders, including regulators, and in accordance with the new implementation guidance at all appropriate non-stockpile sites, PMNSCM should continue to take credit for the protection provided by personal protective equipment when setting alarm levels.
The current Army Level B PPE—toxicological agent protective (TAP) suit, 30-minute self-contained breathing apparatus (SCBA) emergency escape bottle, etc.—and Level C PPE (M40 mask) provide adequate protection but are heavier and more tiring to wear than commercially available equipment. In addition, the M40 mask, with its two small eyepieces, provides a significantly narrower field of vision than similarly protective industrial equipment. Further, the requirement that the wearer provide the energy to draw breathing air through the M40 filter significantly increases wearer fatigue when the mask is worn for an extended period of time. Both fatigue and reduced field of vision can have significant adverse effects on safety and productivity.
Information from PMNSCM also indicates that workers in Level B PPE are equipped with a 30-minute SCBA emergency escape air bottle.10 A 30-minute air bottle is heavy, impedes operations, and increases worker fatigue. As each floor in Building 143 is equipped with a nearby door leading to an external stairway, the use of a 30-minute SCBA emergency escape air bottle is unnecessary because it would take only 5 minutes or so to escape from the building in the event of any interruption in the supply of breathing air from the installed manifold cascade system for Level B PPE. Industrial practice is to use small 10-minute escape bottles for emergencies. These smaller and lighter bottles are considered by OSHA to be adequate (Federal Register, 1994).
Finding 2-5: The 30-minute self-contained breathing apparatus used as an emergency escape bottle during demolition activities at the NECD VX production facility is heavy and bulky and creates unnecessary worker fatigue, which is likely to degrade overall project safety.
Recommendation 2-5: PMNSCM should specify that the 30-minute self-contained breathing apparatus bottle be replaced with a smaller 10-minute emergency escape bottle.
Table 2-3 provides details on industrial equipment approved for use at NECD.11 In summary, approved industrial equipment exists that is lighter and provides equal or better protection than the military-unique PPE (TAP suits, M40 mask) presently used by the workers at NECD. Industrial respirators provide full-face vision, a significant safety advantage over the military M40 respirator. Army-approved industrial total encapsulating suits for Level B PPE have air supply fittings for providing cooling ventilation to the wearer, which will decrease heat stress (see Appendix D).
Finding 2-6: The PPE being used for demolition activities at NECD, while providing adequate protection against airborne exposure to VX, is not the most advanced in terms of minimizing operator stress and maximizing field of vision.
Recommendation 2-6: The workers at NECD should be provided with state-of-the-art industrial PPE to minimize fatigue and maximize field of vision. The committee also recommends that PMNSCM consider using the best available PPE that has been certified for use with chemical agents in its other operations.
EXPLOSIVE DESTRUCTION SYSTEMS
General
EDSs are trailer-mounted mobile systems having an explosive containment vessel into which munitions are placed. The vessel door is closed and secured, shaped charges are used to open the munition and detonate any explosives within it, and chemical reagents are introduced to treat and neutralize the chemical agent within the containment vessel.
The EDSs are used to destroy recovered chemical munitions that are explosively configured and deemed unsafe to transport or store as well as to destroy chemical munitions, with or without explosive components. Primary containment of agent vapor is provided by the explosive containment vessel of the EDS itself. Secondary containment is provided by a portable VCS, within which the EDS is placed. The dimensions of the VCS may differ from site to site.
Two versions of the EDS have been developed. The smaller, original version, designated Phase 1 or EDS-1, was designed to destroy chemical munitions containing energetic materials up to 1 pound TNT equivalent. Three EDS-1 units have been built and deployed at several sites. A detailed description of the EDS-1 and its operation is found in the NRC report Evaluation of Alternative Technologies for Disposal of Liquid Wastes from the Explosive Destruction System (NRC, 2001b). A schematic view of the EDS-1 is shown in Figure 2-6.
The EDS developer, Sandia National Laboratories, has designed and fabricated a larger EDS, Phase 2 (EDS-2). The EDS-2 vessel will be capable of repeated-use cycles at 3 pounds TNT equivalent and occasional use at 5 pounds TNT equivalent, should such a need arise. The frequency of
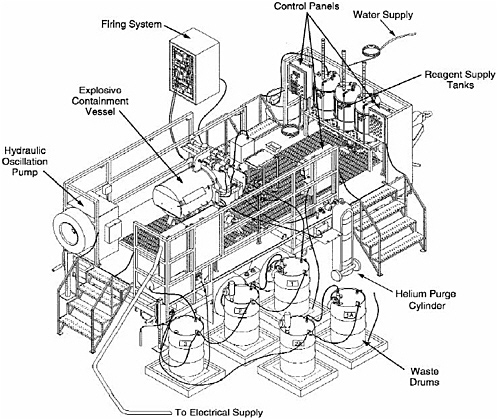
FIGURE 2-6 Diagram of the EDS-1 vessel on its trailer. SOURCE: U.S. Army, 2001b.
TABLE 2-4 General EDS Explosive Containment Vessel Specifications
|
EDS Weight |
Explosive Rating (lb) |
Inner Diameter (in.) |
Inner Length (in.) |
Wall Thickness (in.) |
Volume (ft3) |
|
Phase 1 (5,200 lb) |
1.5 |
20 |
29 |
2 |
6.7 |
|
Phase 2 (18,000 lb) |
4.8 |
29 |
57 |
3.6 |
22 |
|
SOURCE: Adapted from John Gieseking, PMNSCM, Briefing to the RCRA Preapplication Meeting for the Pine Bluff Explosive Destruction System (PBEDS) at Pine Bluff Arsenal, April 22, 2004. |
|||||
allowable use above 3 pounds has yet to be determined. This larger version of the EDS is able to dispose of munitions as large as 8-inch projectiles. Dimensions and other specifications for the containment vessels for the two versions of the EDS are given in Table 2-4.
Testing of both EDS versions has shown the capability to destroy more than one round at a time if the net explosive weight of the munition(s) and the shaped charges do not exceed the maximum explosive rating of the containment vessel. Since its first use in December 1999, 227 munitions and containers have been destroyed in both versions of the EDS.12 Details of all EDS tests and operations are shown in Table 2-5.
EDS Workforce Tasks and Workforce Protection
The operation of the EDS units is labor-intensive and involves many manual operations, including unpacking munitions, mounting them in a fragment suppression system, attaching explosive charges, placing the assembly in the explosive containment vessel, and sealing the vessel. Subsequent operations such as detonation of the shaped charges, injection of neutralizing reagent, vapor sampling, and draining and rinsing of the vessel are manually controlled. After completion of an operation, 2 to 4 hours are required to dispose of munition fragments, clean the vessel, and refit it for the next operation. In addition to the EDS operators, the team includes people who perform analyses to confirm completion of the neutralization and people who operate the air monitoring system.
Following equipment setup, the operating team inside the VCS is made up of staff who handle the munitions upon initial receipt, who sample liquid and vapor treatment wastes, who sample solid wastes and remove metal fragments following detonation of the munition, and who transfer reagent; technicians who collect the DAAMS tubes; and decontamination personnel. With the possible exception of those handling leaking munitions, all of these staff are in Level C PPE. Under routine operations, no more than three people are potentially exposed to agent at any one time in the VCS erected around the EDS. PPE levels for EDS workers are specified by the Army (U.S. Army, 2004c) and are shown in Table 2-6. The same levels of PPE are expected to provide the same level of protection under the AELs promulgated by the CDC. This is so for three reasons: (1) the new 15-min STELs will be numerically equivalent to the 1988 WPL (i.e., TWA) values, (2) the new 8-hour WPLs will be lower than the 1988 recommended values, and (3) the levels of PPE in the table provide a sufficiently high degree of worker protection under the 1988 AELs.
Secondary Containment
During operations, each EDS has a VCS erected around it. The VCS provides environmental control of the workspace within it and secondary vapor containment in the event of an unexpected release of agent. The VCS is a modular building consisting of arched aluminum ribs connected by modular membrane panels. The VCS has a carbon-filtered exhaust system that maintains a negative pressure within it relative to the outside air. This system is intended to capture agent vapors that may result from EDS operations—for example, a leak while the munition is placed in the EDS vessel.
The exhaust filtration system for the VCS consists of prefilters, high- efficiency particulate air (HEPA) filters, and carbon filters, along with a motor, fan, and ductwork. If pressure gauges detect a head loss across a filter that exceeds a predetermined limit, then that filter will be changed. The carbon filters in the VCS filtration system contain a quantity of carbon well in excess of what is needed to contain any agent release.13
TABLE 2-5 Usage Data for the EDS
TABLE 2-6 Personal Protective Equipment Levels
Monitoring for Protection of the EDS Workforce
For both the EDS and the rapid response system (RRS) (discussed later), monitoring of the workplace air is done with MINICAMS and DAAMS. These instruments, which are described in detail elsewhere in this report, have been adapted to the special requirements of transportable systems. They must be compact enough to fit in the limited space in air-transportable trailers and rugged enough to survive road travel. Since they may be used in remote locations, ease of maintenance is important. They must also be capable of monitoring for several agents that are not present in the stockpile program (e.g., nitrogen mustards and various arsenical agents).
The placement of MINICAMS and DAAMS monitors at a typical EDS site is shown in Figure 2-7. At all sites both
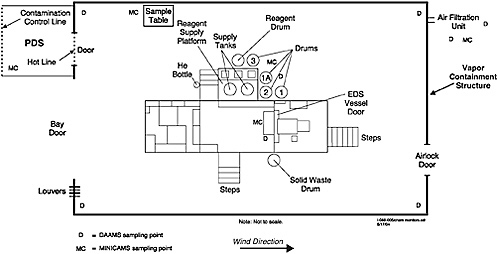
FIGURE 2-7 Typical EDS deployment layout. PDS, personnel decontamination station. SOURCE: Dave Hoffman, Systems Operations and Remediation Group Leader, PMNSCM; Rick DiMauro, RRS System Manager, PMNSCM; Tom Rosso, Chief Program Management Team, Edgewood Chemical and Biological Command; and Brett Sims, RRS Crew Chief, Briefing to the committee, June 16, 2004.
the near-real-time (NRT) monitors (MINICAMS) and the co-located confirming DAAMS are placed above the EDS vessel door, at the entry/exit door to the VCS, above the waste drums, and at the air filtration unit. DAAMS are also placed at the corners of the VCS. Other monitors used at an EDS site are noted below on a site-specific basis.
The air monitoring experience for significant EDS operations to date is summarized below.
Spring Valley
Spring Valley, in northwest Washington, D.C., is a residential neighborhood near a large university. It is also the location of the former Camp American University, a World War I-era chemical weapons research facility where a variety of munitions have been unearthed in the past several years. Between May 13, 2003, and June 10, 2003, 15 75-mm projectiles were destroyed by an EDS-1. The EDS was placed in a VCS near an interim holding facility where the recovered munitions were stored.
During EDS operations, the Army used MINICAMS to monitor for mustard (H), phosgene (CG), and chloropicrin (PS). Using the 8-hour TWA-based WPL for mustard agent (3 × 10−3 mg/m3), MINICAMS was set to alarm at 0.70 of this value (2.1 × 10−3 mg/m3). The Army also monitored for CG at its TWA of 0.4 mg/m3 and for PS at its TWA of 0.7 mg/m3. The MINICAMS were set to alarm at 100 percent of these values.
In addition to the monitoring locations shown in Figure 2-7, DAAMS tubes were placed at the personnel decontamination station and at the perimeter of the EDS site—one set of DAAMS tubes was placed upwind and the other downwind of the site for historical purposes.14 The Army also used an open-path Fourier transform infrared spectrometer to detect and quantify the analytes of interest. For quality assurance purposes, the Army analyzed one DAAMS tube from above the EDS vessel door and one perimeter DAAMS tube for each day that the EDS was in operation. Confirmation and historical monitoring using DAAMS tubes was not done for CG and PS owing to the physical properties of these materials. Any MINICAMS alarms for CG and PS were assumed to be real.
During EDS operations at Spring Valley, there was only one alarm for mustard agent; this was at 2.2 TWA, when the EDS door was opened. The MINICAMS reading was not confirmed by analysis of the co-located DAAMS tube, however, and it was concluded that the alarm was due to an interferent (U.S. Army, 2003b).
Rocky Mountain Arsenal
Rocky Mountain Arsenal (RMA) is located 10 miles northeast of downtown Denver, Colorado, and is the site of a former GB production facility. Between October 2000 and June 2001, 10 M139 bomblets containing the nerve agent GB were unearthed in a metal scrap pile at RMA (EPA, undated). Six of these GB-filled bomblets were destroyed in an EDS-1 between January 28 and February 9, 2001, and the other four were destroyed between July 20 and July 26, 2001.
As in Spring Valley, the EDS was housed in a VCS under negative pressure. At RMA, the VCS was connected to a preexisting 300-foot-long, 75-foot-wide, 31-foot-high large-area maintenance shelter (LAMS) that covered the bomblets and the area where they were found. The LAMS provided vapor containment for the bomblets and was equipped with an exhaust filtration system fitted with carbon filters containing 14,000 pounds of activated carbon, far in excess of the amount needed to contain the agent that could be released from a bomblet.
In addition to the VCS monitor locations shown in Figure 2-7, both MINICAMS and confirming DAAMS tubes were placed at the mid-bed of the LAMS air filtration system and at the bomblet location in the LAMS that was nearest to the VCS. Monitoring was carried out for the 8-hour TWA for GB (1 × 10−4 mg/m3), and the MINICAMS was set to alarm at 0.70 TWA (0.7 × 10−4 mg/m3).
Perimeter monitoring for historical purposes was carried out at RMA through the placement of four DAAMS along the chain-link fence that surrounded the area (a boneyard) where the bomblets were found, one upwind and three downwind. Five more DAAMS were placed at air monitoring stations at the RMA perimeter, 2 to 3.5 miles from the area where the work took place. All of the historical DAAMS tubes were to be analyzed only if there was a confirmed detection of GB in the VCS or the LAMS.
During EDS operations at RMA, there was only one alarm for GB at 1.01 TWA when the EDS door was opened, but this result was not confirmed by the co-located DAAMS tube. The Army concluded that the MINICAMS reading was due to an interferent (U.S. Army, 2000a).
Dugway Proving Ground
Dugway Proving Ground (DPG) is an Army testing installation 70 miles southwest of Salt Lake City, Utah. From July to September 2004, the Army destroyed 15 munitions and 7 DOT cylinders in an EDS-1. The munitions contained GB and HD and consisted of an M139 bomblet half, an M125 bomblet, a 105-mm M60 projectile, and 12 4.2-inch mortar rounds. Some of these items contained energetics and others did not. Six of the DOT cylinders contained HD and the seventh contained HT.
At DPG the EDS was located in a VCS that provided secondary containment. Monitoring was conducted using
both MINICAMS and DAAMS tubes at the locations shown in Figure 2-7. In addition, a handheld detector was used for monitoring at the personnel decontamination station. The DAAMS tubes from each corner of the VCS were collected once each day during EDS operations for historical monitoring purposes.
The MINICAMS were set to alarm at 20 percent of the 8-hour TWAs for HD and GB (3 × 10−3 and 1 × 10−4, respectively).15 During EDS operations at DPG, there were six confirmed MINICAMS alarms. Five of these were due to leaking munitions. The sixth was an alarm for HD that occurred during cleanup of the EDS vessel and was up to 2.1 TWA.
Pine Bluff Arsenal
The Army plans to use three EDS units at the Pine Bluff Explosive Destruction System facility. One of these will be an EDS-1 unit and the other two will be EDS-2 units. Each EDS will be housed in its own VCS. Both MINICAMS and confirming DAAMS tubes are expected to be placed at the locations shown in Figure 2-7.
Monitoring for Protection of the General Population
The EDS has been and will be used in a wide variety of environments, ranging from densely populated urban settings, such as Spring Valley in northwest Washington, D.C., to remote military facilities having no general population nearby, such as Dugway Proving Ground in Utah. At all sites, the EDS unit has been or will be placed in a VCS under negative pressure and will have an exhaust filtration system as described above. This secondary containment protects workers in the vicinity of the EDS should there be an agent release and also serves as an environmental safeguard for workers inside the VCS.
DAAMS tubes for perimeter monitoring are placed at distances well beyond the boundaries of the VCS and also beyond the chemical agent hazard distances estimated by atmospheric dispersion models. As previously described, this type of monitoring was carried out during the two EDS deployments to date, at Rocky Mountain Arsenal and at Spring Valley.
Perimeter monitoring was not carried out at other EDS sites because the Army felt that the VCS provided secure secondary containment for any agent that could have been released within it. However, the maximum credible event (MCE)16 for the Dugway EDS operations was identified as an evaporative loss of agent during transport from the storage igloo to the VCS. Dispersion modeling for this MCE showed that elevated levels would occur over several hundred meters downwind under daytime conditions (U.S. Army, 2004d). In this case, the design of the sampling plan does not respond to the MCE identified for a specific deployment. Specifically, if the MCE occurred, there would be no monitoring data to indicate potential levels of exposure for unprotected workers immediately outside the VCS but easily within the estimated area of high exposure.
Further, the conditions assumed for the dispersion modeling for the MCE did not match the conditions that prevailed during actual operations. Dispersion was estimated based on daytime conditions, which would be conducive to high rates of dispersion, but the actual EDS operations were conducted at night, when dispersion was limited. As a result, agent released outside the VCS would not disperse as rapidly as it would during the day, and agent concentration from a release in the area immediately outside the VCS would be greater. For this reason, the dispersion modeling underestimates both the concentration of agent that would occur and worker exposure were there to be a release outside the VCS during nighttime operations. For proper design of the monitoring plan, the dispersion modeling would have to accurately reflect actual operating conditions.
Finding 2-7: Airborne exposures estimated for planning purposes are not consistent with those experienced in actual EDS operations. For example, at the EDS operation at the Dugway Proving Ground, there was little consistency between the MCE identified for that operation, the estimated exposure resulting from the MCE, the monitoring plan, and the actual EDS operation.
Recommendation 2-7: PMNSCM should develop perimeter monitoring guidelines that are consistent with the description of the MCE, the exposure estimates for the MCE, and the monitoring plan for each EDS deployment.
The perimeter monitors at RMA and Spring Valley were installed at the request of the communities involved. If, in the future, the Army includes perimeter monitoring to respond to concerns of the potentially impacted public, the PMNSCM should clearly distinguish between two cases: when such monitoring is recommended by scientific experts and when such monitoring is provided primarily to reassure the public.
Finding 2-8: Perimeter DAAMS tubes have been deployed for historical monitoring purposes at EDS sites on an ad hoc basis.
Recommendation 2-8: To reassure the public that potential agent releases are being monitored for at EDS deployment sites, PMNSCM should develop flexible, written guidelines for the deployment of perimeter air monitors at these sites.
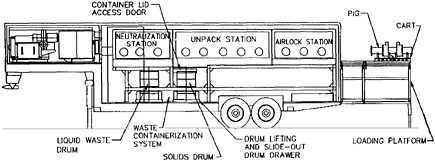
FIGURE 2-8 Side view of RRS operations trailer. SOURCE: Tripler et al., 2001.
RAPID RESPONSE SYSTEM
General
The RRS is a trailer-mounted system designed for the destruction and disposal of the chemical agent identification sets (CAIS) that are being recovered at sites throughout the United States.17 The RRS underwent extensive testing at the Deseret Chemical Depot (DCD) in the autumn of 2000 and subsequently destroyed the entire CAIS inventory at that site. It has since been deployed to other sites. In the future, it will be transported to still other sites where significant numbers—say, several dozen—of CAIS are recovered.18
The RRS was initially permitted under a Resource Conservation and Recovery Act (RCRA) permit by the state of Utah to conduct a test program with both simulants and chemical agents at DCD. A full-scale prototype was designed and assembled. The state approved a testing program to qualify the process, and 33 of the 60 CAIS stored at DCD were successfully destroyed during the testing program (U.S. Army, 2001c; Tripler et al., 2001). The testing operations were then converted to a production mode, and the remainder of the CAIS, more than 1,200 items, were destroyed (U.S. Army, 2001d).
After equipment modifications to correct problems encountered during the tests at DCD, the RRS was dispatched to Fort Richardson, Alaska. During a campaign ending July 24, 2003, eight PIGs and five laboratory packs of CAIS were destroyed.
A RCRA application to permit use of the RRS at Pine Bluff Arsenal (PBA) was submitted for review in July 2003 and approved in September 2004. The PBA application was to be the template for subsequent permit applications. The Army plans to base the RRS at PBA. It will be used to destroy the large inventory of CAIS stored there between deployments to other sites whenever significant quantities of CAIS are discovered.
Equipment and Operations
The complete RRS system occupies four trailers: an operations trailer, a support trailer, a utility trailer, and a mobile analytical support platform (MASP). The heart of the RRS is the operations trailer, which contains glove boxes in which CAIS are opened and the contents of the individual bottles, jars, and ampoules are identified and neutralized or repackaged. The support trailer contains spare equipment and supplies. The utility trailer carries electrical generators to allow the system to operate without commercial or host (site) power when needed. The MASP provides analytical chemistry support services.
In the operations trailer (Figure 2-8), a complete CAIS PIG or a package of individual items is introduced into an airlock. The atmosphere in the airlock compartment is monitored to detect contamination of items being brought into or out of the glove boxes. The CAIS are next moved into the unpack station, where the PIGs are cut open. The content of each glass vessel in the container is then identified by nonintrusive methods, including Raman spectroscopy. The containers of so-called industrial chemicals such as CG and PS are repackaged for dispatch to a qualified treatment, storage, and disposal facility (TSDF) for ultimate disposal. The items containing blister agents (H/HD, HN, L) are passed to the next glove box (neutralization station) for destruction. The packaging materials are decontaminated before being
|
17 |
CAIS items, which contain chemical warfare agents, were produced for training purposes before, during, and after World War II. A single CAIS holds several glass vessels, each containing a blister or choking agent. These sets were produced in large quantities (approximately 110,000) and in various configurations from 1928 through 1969. |
|
18 |
As noted in Chapter 1, other means of disposal are used when only a few CAIS (or just a single one) are recovered. |
dropped through the floor of the unpack station into a solid waste drum, which will be sent to a TSDF for disposal.
In the neutralization station, the individual glass containers are placed in a 1-gallon reactor along with an appropriate neutralization reagent based on dichlorodimethylhydantoin in an organic solvent. The reactor is sealed and the glass ampoule or bottle is broken, releasing the contents into the neutralizing solution. After the neutralization reaction is complete, the reactor contents (liquids, glass shards, and other solids) are discharged into a liquid waste drum that will be sent to a TSDF for disposal.
RRS Workforce Tasks and Workforce Protection
The RRS workforce encompasses personnel with a wide variety of skills, including glove box operators, chemists, Raman spectrometer operators, air monitoring specialists, a data entry clerk, supervisors, and site safety and health officers. During the campaign at DCD to systematize the RRS and complete destruction of the site’s CAIS inventory, a team of 27 was assembled to permit operations during three shifts per day (U.S. Army, 2001d). Operations at other sites with smaller CAIS inventories may require smaller teams, but the skill requirements are similar. The minimum team on site at any time that the operations trailer is in use includes two operators, a Raman/air monitoring specialist, a supervisor, and security personnel to control access to the area. Personnel are not permitted to work alone inside the operations trailer (U.S. Army, 2001c).
The primary containment of the toxic materials handled by the operators is the battery of glove boxes in which the operations described above are performed. Because many of the CAIS items are broken or leaking, agent vapor is assumed to be present inside the glove boxes. The airlock and the glove boxes are maintained under a slight negative pressure to prevent agent and solvent19 vapors from diffusing into the work area. The air in the glove boxes is discharged through a bank of charcoal filters to remove agent and solvent vapors.
The trailer itself constitutes the secondary containment that protects personnel working outside the trailer from toxic vapors. The workspace inside the trailer, as well as in the analytical trailer, is categorized as Level D, which assumes no contact with chemical agents. Protective gear for work in the glove boxes is basically limited to extra gloves worn inside the glove box gloves and a slung M40 mask (Tripler et al., 2001). For operations such as changing waste disposal drums and packing industrial chemical items into labpacks, modified Level D PPE is worn. This includes additional PPE items such as aprons, boot covers, sleeves, and safety glasses to provide protection against splashes and spills.20 Near-real-time monitoring of the work area in the trailers and of the air discharged from the glove boxes is accomplished with a set of MINICAMS monitors, which are backed up by DAAMS tubes for confirmation of apparent agent occurrences. The current monitoring protocols are described below.
During the CAIS disposal campaign at DCD, the operations and administration trailers of the RRS were housed in a building, both to prevent weather damage to the RRS and to provide secure storage for CAIS and waste products. The trailers were set up outdoors, adjacent to the CAIS storage facility, during work at Fort Richardson, Alaska.21
Current RRS Monitoring Procedures and Experience
General
The nature of the CAIS to be destroyed in the RRS significantly affects the RRS monitoring strategies. The CAIS have no associated explosive charges,22 and the quantity of chemical agent in an individual ampoule is small. (The largest quantity in an individual CAIS vessel is the 4 ounces of mustard agent that is contained in screw-top bottles or sealed ampoules in some training kits.) For this reason, CAIS are almost always transported to a storage site on a military reservation, so in contrast to the EDS, the Army can control the presence of civilians in the immediate vicinity of the RRS. In addition, RRS operations are carried out in a trailer that provides a monitored, ventilated workspace. The air from the RRS glove boxes is exhausted through several sets of filters. As noted below, the exhaust air is monitored not only for chemical agents but also for chloroform, which is a solvent contained in some CAIS and in all the neutralization reagents used to destroy blister agents.
Because of the factors cited above—small agent quantities and no nearby civilian population—there is generally no perimeter monitoring when the RRS is in operation.23
One complication to monitoring in and around the RRS is that the assortment of agents and chemicals in a complete CAIS requires simultaneous monitoring for eight different toxins plus the carcinogen chloroform.24 For all but one of
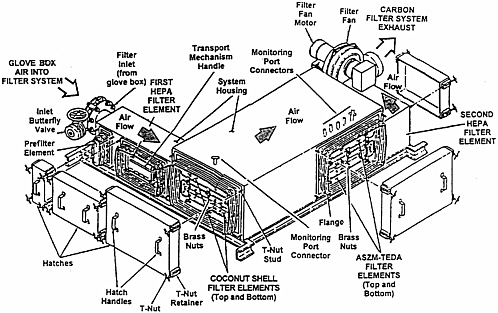
FIGURE 2-9 RRS exhaust air filtration system. SOURCE: Provided to the committee by Mitretek, June 9, 2004.
these toxins, lewisite, the MINICAMS is sufficiently versatile to meet this requirement. Lewisite, a vesicant found in some CAIS, tends to adsorb on the vapor feed lines that connect the sampling ports to the MINICAMS instrument. As a consequence, it must be derivatized (converted to a volatile form) at the sampling point by reaction with ethanedithiol to produce a volatile species that can survive the passage to the MINICAMS.25 The need to derivatize the lewisite has three consequences for RRS monitoring: (1) dedicated MINICAMS must be provided to monitor for the presence of this agent; (2) vinyl chloride, a common by-product from the neutralization of blister agents, interferes with the identification of lewisite; (3) the derivatization step leads to a long (10-minute) cycle time for the MINICAMS.26
Placement of Monitors in the RRS
As configured for the RCRA permit testing at DCD, the air was tested in the following locations (Tripler et al., 2001):
-
Glove box interior,
-
Operations trailer workspace,
-
Glove box filtration system exhaust,
-
Between the ASZM-TEDA carbon filter elements,27 and
-
Between the coconut shell carbon filter elements (for chloroform).
Air drawn from these locations was transferred through heat-traced sample lines to the MINICAMS (usually equipped with halogen-specific detectors). In addition, DAAMS tubes were mounted in the workspace, between the ASZM-TEDA filter elements, and in the carbon filtration system exhaust. Figure 2-9 illustrates the configuration of the filter banks through which the exhaust air from the glove boxes is extracted.
Air exiting the glove box is drawn through a HEPA filter to remove dust and then through a pair of carbon filters to remove chloroform, chemical agents, and industrial chemicals. The monitor placed between these two filters deter-
mines whether the first filter has become saturated with chloroform and needs to be changed. Air from the filters is drawn through a pair of carbon filters impregnated with metal complexes to remove traces of chemical agents. Again, a mid-bank monitor ensures that the first filter has not become saturated. Finally, the air is drawn through another HEPA filter before the fan discharges it into the atmosphere, where it is monitored once again for traces of agent or industrial chemicals.28 Monitoring the exhaust air provides protection for workers outside the operations trailer. These workers will generally carry an M40 mask and wear PPE appropriate for the tasks to be performed, such as removing wastes from the CAIS processing, packaging industrial chemicals to be shipped, or replacing the exhaust filter banks.29
The air in the glove boxes is sampled at several points with MINICAMS and DAAMS, but not continuously. To avoid overloading the sorbent columns of the MINICAMS and DAAMS, the glove-box atmosphere is sampled only as needed, for example, when cleaning up a spill or preparing to remove equipment from the airlock. Agent vapor may be present from leaking vessels or contaminated packing materials, but the workers are protected by the containment provided by the glove boxes. Colorimetric tubes specific for various agents and industrial chemicals provide confirmatory evidence for their presence (Tripler et al., 2001).
In addition to the primary containment provided by the glove boxes, the team working in the operations trailer is protected by constant monitoring of the workspace atmosphere for the relevant chemical agents and industrial chemicals. Near-real-time monitoring is done with MINICAMS adapted for multiagent capability.30
During changes of the liquid and solid waste drums, the atmosphere of each waste container compartment is monitored to ensure that there are no residual agent vapors before the compartment is sealed off from the glove box overhead. The exterior access to the compartment is then unlocked and the waste handling crew (wearing garments for protection from spills) removes and securely seals the waste drum for shipment to a TSDF (U.S. Army, 2004e).
Deseret Chemical Depot Campaign
During the systemization and testing at DCD, the RRS was operated inside a building, and the air in the building was monitored for the protection of personnel working outside the operations trailer. Besides the RRS trailer, the building housed a permitted storage area for incoming CAIS items and a temporary storage area for outgoing wastes from the processing of the CAIS. In addition to the usual six MINICAMS associated with the RRS, three additional instruments were used to monitor the storage areas.
Monitoring of three types was conducted (Tripler et al., 2001):
-
Continuous near-real-time monitoring of airborne agent levels, coupled with alarms to alert staff to exceedances of the allowable TWA agent concentrations in the workspace and the exhaust air. This operation was done with MINICAMS coupled to sampling ports, as described above.
-
Confirmation of MINICAMS alarms was done with DAAMS tubes for the blister agents (HD, HN, and L) and with colorimetric tubes for the industrial chemicals and chloroform.
-
Historical monitoring for detection of long-term exposure effects was carried out with impingers, in which the organic components of an air stream were collected in a nonane scrubber. The contents of the impingers were then analyzed by a gas chromatography/mass spectroscopy detector (GC/MSD) in the analytical trailer. Impingers were also used to detect airborne agent in the mobile analytical support platform itself and in parts of the building not routinely monitored with MINICAMS.
As might be expected in handling damaged or improperly sealed chemical containers, numerous alarms were experienced at sampling points inside the glove boxes during the DCD campaign. There were 28 MINICAMS alarms for chloroform inside the glove boxes at levels from 0.70 to 3.87 TWA (TWA = 9.7 mg/m3); no attempt was made to confirm them. The releases “occurred typically during waste drum sampling or handling” (Tripler et al., 2001, p. 4-42). HD was detected above 0.20 TWA (TWA = 0.003 mg/m3) on seven occasions, six of them associated with sampling of bagged waste. Only once was there a MINICAMS alarm for HD in the workspace atmosphere; it was not confirmed by analysis of the corresponding DAAMS tube and was ascribed to an interference. One incompletely resolved incident was reported: When a container was opened, a small quantity of chloromethane was released and passed through all of the filters into the containment building. The source of the chloromethane remains unknown.
Fort Richardson, Alaska, Campaign
The monitoring setup for the RRS operation at Fort Richardson was similar to that used earlier at DCD except that the CAIS storage area did not have its own monitoring system. To protect the workers bringing samples from the
storage building, a sampling port connected to a MINICAMS in the RRS was installed in the storage area. No perimeter monitoring was carried out during the Fort Richardson campaign.31 The monitor at the exhaust of the RRS filter bank is regarded as a perimeter monitoring system since it is the only outlet for the chemicals being handled in the glove boxes.32
Four of the five alarms that were sounded in this campaign came from the storage building. Each of the four was a false positive for cyanogen chloride (CK) and/or chloroform. In each case, a colorimetric tube failed to confirm the presence of CK. It was judged likely that interferents such as chlorinated solvents gave rise to the alarms. The one alarm coming from within the RRS was a signal for CK at 0.73 TWA (just above the 0.70 TWA alarm setting) at a filter bed midpoint. As with the storage area alarms, it was not confirmed by the colorimetric tube in place at that point. None of the alarms led to a work stoppage, but the operators donned masks.





















