
In the context of increasing global industrial competition and intensifying customer demands, there has been considerable pressure on U.S. small- and medium-sized (SME) manufacturers in recent years to upgrade efficiency and quality, raise productivity, lower unit costs, and improve delivery. Over the past two decades, most Manufacturing Extension Partnership (MEP) centers have deployed a suite of tools and services focused on lean manufacturing as a primary line of business.1 There are many definitions of lean manufacturing, but MEP defines it as “the establishment of a systematic approach to eliminating waste and creating flow throughout the whole company.”2
As an example of one of the major current thrusts within the MEP, this chapter examines how the MEP provides lean manufacturing services, including how individual MEP centers deliver these services to their clients. Variations in how MEP centers offer lean manufacturing services are reviewed.
ORIGINS OF LEAN MANUFACTURING CONCEPTS
According to James Womack, president of the Lean Enterprise Institute, much of the impetus for lean manufacturing came from the remarkable and unexpected success of Japanese auto companies in the U.S. market in the 1970s. Examining the sources of success, analysts focused on the Toyota Production System (TPS), which seemed to provide a critical competitive advantage not just for Toyota but for other Japanese firms that adopted variants on the TPS.
________________
1The term “lean manufacturing” appears to have been coined by IT researcher John Krafcik in research published in James Womack, Daniel Jones, and Daniel Roos, The Machine that Changed the World, Harper Collins, 1990.
2Gary Yakimov, Lindsey Woolsey, et al., “Innovation and Product Development in the 21st Century,” MEP Advisory Board white paper, February 2010.
The emergence of the TPS rests on the need for competitive improvement that the Japanese auto industry experienced after World War II. Womack notes that—
“This system in essence shifted the focus of the manufacturing engineer from individual machines and their utilization, to the flow of the product through the total process. Toyota concluded that by right-sizing machines for the actual volume needed, introducing self-monitoring machines to ensure quality, lining the machines up in process sequence, pioneering quick setups so each machine could make small volumes of many part numbers, and having each process step notify the previous step of its current needs for materials, it would be possible to obtain low cost, high variety, high quality, and very rapid throughput times to respond to changing customer desires. Also, information management could be made much simpler and more accurate.”3
The TPS was described in detail in Womack et al. 1990,4 and again in Womack et al. 1996.5 Variations on and components of the TPS approach now underpin many of the lean modalities in use at MEP centers, discussed below.
LEAN MANUFACTURING MODALITIES
Lean manufacturing encompasses a wide range of interrelated improvements in firm processes. Many of these, perhaps most, are found on or near the factory floor itself. However, other aspects include improvements in marketing, in hiring, and in intrafirm communication. This section provides an overview of some of the different kinds of lean manufacturing implemented with the help of MEP centers.
A good description of the multiple modalities that can be applied has been provided by TechHelp, the Idaho Manufacturing Extension Center, which uses the metaphor of multiple building blocks to capture the varied approaches that could be employed (see Figure 3-1).6
________________
3Lean Enterprise Institute, “A Brief History of Lean,”
<http://www.lean.org/whatslean/history.cfm>. Accessed July 1, 2013.
4James Womack, Daniel Jones, and Daniel Roos, The Machine that Changed the World, op. cit.
5James Womack, Daniel Jones, and Daniel Roos, Lean Thinking, New York: Simon and Schuster.
6The House of Lean is a commonly used diagram. See David L. Goetsch and Stanley Davis, Quality Management for Organizational Excellence, 7th Edition, New York: Prentice Hall, 2012. For a description of the terms displayed in the diagram, see
<http://www.techhelp.org/index.cfm?fuseaction=services.lean_tools>.
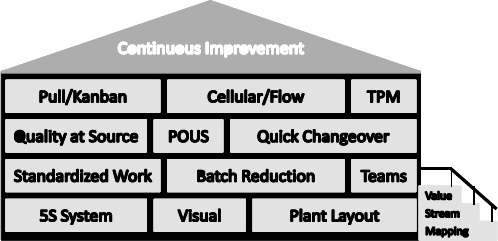
FIGURE 3-1 House of Lean diagram.
SOURCE:: TechHelp MEP center, Idaho.
A given project may use some complement of these tools. The Idaho MEP website lists 14 separate offerings in this area, while the Purdue MEP center claims to offer more than 100 different services.7 Still, implementation of selected tools had a substantial impact for some companies. TechHelp in Idaho for example claims that a typical company benefits from its lean manufacturing services in multiple ways:8
- Reduction in lead time—from several weeks to a few days.
- A 50 percent improvement in floor space utilization (eliminate costly plant expansion).
- A 70 percent reduction in travel distance.
- A 50 percent reduction in inventory levels (boost cash flow and profits).
- An increase in quality and productivity.
IMPLEMENTING LEAN PRACTICES IN MEP CENTERS
Many of the conceptual tools and related training programs used by MEP centers come from consulting companies that serve more than one center. It is important to see that a consulting intervention at a company is usually tightly interwoven with training for both management and workforce. Typically, the process involves discussions with management to set goals, discovery and assessment of the factory environment, introduction of specific tools for
________________
7David R. McKinnis, The Purdue MEP Model, NAS Ohio workshop: “Diversity and Achievements: The Role of Manufacturing Extension Partnerships in the Midwest,” March 26, 2012.
8TechHelp Idaho, Client Services,
<http://www.techhelp.org/index.cfm?fuseaction=services.lean_tools>. Accessed July 17, 2010.
improvement, a blitz focus on effecting rapid change (“kaizan event”), and training both to implement the changes needed and to ensure that they are sustainable and indeed the basis for further rounds of improvement.9
Thus the overlap between lean manufacturing and the workforce development mission of MEP is central. Recently, this has been reflected in efforts by professional groups such as the Society of Manufacturing Engineers to develop curricula leading into specific professional certifications in various aspects of lean production.10 In collaboration with the American Society for Quality and the Association for Manufacturing Excellence, the Society of Manufacturing Engineers has joined the Lean Certification Alliance in an effort to standardize curricula in this area. And these efforts may be gaining traction as local providers adopt them. For example, the Manchester Community College in New Hampshire is now offering a lean enterprise certification program (in conjunction with New Hampshire MEP).11 Many other examples can be found; some are discussed in more detail in the workforce development section below. Consulting companies also provide systemic training programs. Six Sigma (a consulting company focused on quality issues) provides a number of different training programs, some of which have been adopted by various MEP centers (different centers adopt different programs). Among the main Six Sigma processes are:12
- 5S Programs.
- Theory of Constraints.
- The 7 Wastes.
- Toyota Production Systems (TPS).
- Demand Flow.
- Just in Time.
- Value Stream Mapping.
Some of these—notably “5S programs,” the “7 Wastes,” and “Value Stream Mapping”—appear in the offerings of most of the centers reviewed for this report. The more widely known offerings are described in more detail below.
________________
9The impact of lean projects has not been assessed separately by MEP. However, there has until very recently been a close overlap between lean projects and MEP center projects overall. Hence the numerous assessments documented in Appendix A are to a considerable extent an effort to measure the outcomes of lean-oriented interventions.
10Society of Mechanical Engineers, Lean Certification,
<http://www.sme.org/lean-certification.aspx>. Accessed July 17, 2012.
11New Hampshire MEP, Lean Enterprise Certification Program,
<http://www.nhmep.org/lean_enterprise_sep.html>. Accessed July 17, 2012.
12Six Sigma, Lean Six Sigma and Lean Flow,
<http://www.6sigma.us/lean-manufacturing-flow.php?gclid=CImP8ajRgrECFYFo4Aod0CshKQ>. Accessed July 5, 2012.
The 5S’s
Most MEP centers offer a version of the 5S program as a core element of their lean production services.13 5S is based on Japanese words that begin with the letter S, as “5S” references the five elements of this system. The terminology of lean manufacturing is both varied and under continuous change (or perhaps improvement). The 5S methodology overlaps with Kaizen, which is a high-energy short-term effort to implement lean manufacturing principles (especially 5S), while there is substantial overlap between parts of the TPS, value stream mapping, and 5S, as well as other modalities.14
- Sort (Seiri)—The first step focuses on removing all unnecessary items from the workplace. One approach is to red tag all potentially excludable items, which can then be addressed by management or a change team.
- Set in Order (Seiton)—Step two focuses on efficient storage and location methods. Tools involved range from simple tools like marking tape, labeling systems, bins, and peg boards to complex electronic tracking via bar codes and radio-frequency identification.
- Shine (Seiso)—Step three aims to introduce a spotless workplace and to maintain it, so that morale improves and machinery works better with lower downtime. Defects become more obvious, safety is improved, and daily inspections help identify problems before they become critical, as cleaning is itself a form of inspection.
- Standardize (Seiketsu)—Step four is standardization, whereby activities—including both processes and responsibilities—within the factory become standardized, and can therefore be tracked more effectively.
- Sustain—Step five requires that the new processes be sustained to the point of becoming habit, an important if difficult step.
Certifications created by Six Sigma and others now appear to be widely accepted by MEP client companies. A number of center directors have pointed out that their staff participate in “Black Belt” training.
Many centers report success stories related to 5S implementation. For example, in South Carolina, Beneteau Inc. is the American division of the world's largest sailboat manufacturer for models 30 feet and larger, employing more than 450 people. Using the 5S approach (modified here to 6S by adding “Safety”) Beneteau rationalized its production lines to generate $225,000 in
________________
13A search of the MEP success stories database for “5S” generated 131 references for 2009-2011, from 46 different MEP centers,
<http://ws680.nist.gov/mepmeis/SearchSS.aspx?ID=3143>. Accessed July 22, 2012.
14For more details on 5S, see Edward Moulding, 5S, A Visual Control System for the Workplace, AuthorHouse UK, 2010.
annual cost savings and to reduce lead time from 10 weeks to 1 week. This led to further investment of $1.2 million in new equipment.15
In Rhode Island, Walco Electric found that a project focused on 5S with Rhode Island Manufacturing Extension Services generated substantial improvements. In this case, it took two rounds of process implementation with the center, as the first round of improvements were hard to sustain, but the net result was that on-time shipments improved 97 percent and productivity grew 15 percent, in turn generating ongoing cost savings.16
Value Stream Mapping
Value Stream Mapping (VSM) derives from another part of the Toyota Production System, known as Material and Information Flow Mapping.17 Rother and Shook define the value stream as “all the actions (both value added and non-value added) currently required to bring a product through the main flows essential to every product: (1) the production flow from raw material into the arms of the customer, and (2) the design flow from concept to launch.”18
As Rother and Shook observe, this is an ambitious and high-level vision. They recommend companies start by considering the value stream inside the factory, and once this has been addressed expand upstream into product development and downstream into sales and marketing.
The point however is that VSM provides companies with an overview of the production process that can help them to find and eliminate waste, and see opportunities for lower cycle times and lower costs. VSM is part of the training and consulting provided by Six Sigma and many other management consultants. It can include both training in VSM concepts and the provision of tools for generating visual maps of the production flow (e.g., Visio,19 Smartdraw20).
VSM is the process of mapping the flow of materials and the processes needed to deliver goods or services to the customer. VSM is now quite widely adopted; in fact, a number of colleges and universities provide VSM training (e.g., University of Washington21). VSM can be extended to transactional
________________
15MEP Success Stories, “Beneteau Inc.,”
<http://ws680.nist.gov/mepmeis/SearchSS.aspx?ID=2848>. Accessed July 22, 2012.
16MEP Success Stories, “Waco Inc.,”
<http://ws680.nist.gov/mepmeis/SearchSS.aspx?ID=2857>. Accessed July 22, 2012.
17Mike Rother and John Shook, Learning to See: Value Stream Mapping to create Value and Eliminate Muda, Lean Enterprise Institute, 2003, p. 3.
18Rother and Shook, op. cit. p. 4.
19See Visio overview, Creating A Value Stream Map,
<http://office.microsoft.com/en-us/visio-help/create-a-value-stream-map-HA010113024.aspx>. Accessed July 5, 2012.
20See SmartDraw Inc., Easy Value Stream Mapping Software,
<http://www.smartdraw.com/specials/value-stream-mapping.htm?id=328924&gclid=COLxl8nkgrECFQff4AodSxZVhA>. Accessed July 5, 2012.
21See University of Washington, Value Stream Management Course Overview, courses.washington.edu/ie337/Value_Stream_Mapping.pdf, n.d. Accessed July 5, 2012.
Box 3-1
Examples of Successful Value Stream Mapping Projects
There are dozens of examples of successful VSM projects with MEP centers. For example, Caldwell Tanks in Kentucky is a very well established company (founded 1887) that provides water and other storage systems to the water, wastewater, grain, coal, and process power and energy industries. The value stream mapping exercise undertaken by the Kentucky Manufacturing Assistance Center provided current state and future state value stream maps, and creating a prioritized action plan for moving from current state to future state. This was then implemented using a 5S program.
The result was a significant improvement in efficiency. Caldwell Tanks generated increased and retained sales of $4 million along with $180,000 in cost savings leading to $120,000 in additional investment, along with the intangible benefits of a better and leaner process. Barry Geswin, CFO, observed that “We are now more productive, better able to meet customers' demands and our employees are enthusiastic about the changes we've made.”a
aMEP Success Stories, “Caldwell Tanks Inc.,”
<http://ws680.nist.gov/mepmeis/SearchSS.aspx?ID=2755>. Accessed July 23, 2012.
mapping, which can include all company transactions, not just the flow of material and production inside the company—upstream to suppliers and downstream into sales and marketing activities—as well as including a range of office and administrative activities within the company itself. There is some disagreement within the consulting community about whether transaction mapping is entirely different from VSM or can be integrated into it. Beau Keyte and Drew Lochner, for example, argue that there are effective ways to present transactional data within a VSM framework.22
A number of MEP centers provide case studies of successes using this methodology. One example is presented for the Delaware MEP center,23 where VSM was applied to the operations of Pulmonary Associates, a medical office. The owner found that VSM had a substantial impact on the efficiency of his operations, in this case well beyond the factory floor.
- “26 percent decrease in the number of steps in the posting and billing process.
________________
22See Beau Keyte and Drew Lochner, The Complete Lean Enterprise: Value Stream Mapping for Office and Administrative Processes, New York: Productivity Press, 2004, pp. 1-3.
23Albert A. Rizzo, M.D.1, and Heinz J. Dommert, “Value Stream Mapping: A Case Study of One Practice’s Experience,” Del Med J, May 2009, Vol. 81 No. 5, p. 185-187.
- 62 percent decrease in elapsed time (total time) from initial patient contact to collection for services.
- 315 percent increase in first time quality of insurance submissions.
- Dramatic reduction in rework time for the billing and posting staff.”
The Theory of Constraints
The Theory of Constraints24 (TOC) is based on a systems approach that simplifies improvement in complex organizations by focusing on a few physical and logical “leverage” points that constrain the system’s operation as a whole. TOC provides a tool set to address selected “levers” to achieve an order of magnitude improvement in system performance.
The crucial insight of TOC is that only a few elements (constraints) in a business control results for the entire organization. By identifying these constraints, and focusing the entire organization on addressing them, TOC provides opportunities for substantial and often rapid productivity gains. TOC also has a defined methodology and is used by some MEP consultants as an alternative or complement to Six Sigma and/or TPS. The Iowa Center for Industrial Research and Service and South Carolina MEP both appear to have had success using TOC methodologies.25
Just in Time (JIT)
Just in Time refers primarily to the provision of parts and supplies “just in time” for their integration into the manufacturing process. A well-known characteristic of the TPS, this approach is also used by some MEP consultants and centers.
Demand flow management is another lean manufacturing methodology, or toolset, that is highly complementary with JIT: In effect, it seeks to replace traditional schedule-driven production with demand-driven production in which inventory is minimized and actual demand drives production schedules.
While some of the more systemic elements of JIT may not always be applicable, the overall focus on reducing lead and production times can pay substantial dividends. For example, a JIT project led by TechHelp in Idaho allowed Idaho Wrecker Sales Inc. to reduce the lead time on one of its key products from 30 days to 4 days; sales increased by 42 percent as a direct result, according to the company.26 This suggests that the tension between MEP’s traditional lean manufacturing focus and the new innovation-growth approach
________________
24Dave Nave, “How to Compare Six Sigma, Lean, and the Theory of Constraints,” Quality Progress, March 2002, p. 73.
25MEP Success Stories, “Iowa Spring Manufacturing Inc.,”
<http://ws680.nist.gov/mepmeis/SearchSS.aspx?ID=3024>. Accessed July 22, 2012.
26Idaho TechHelp, Idaho Wrecker Sales case study,
<http://www.techhelp.org/index.cfm?fuseaction=about.success&id=64®ion=3>. Accessed July 17, 2012.
maybe be overstressed. Here, at least, Idaho Wrecker found that a successful lean manufacturing project that had no overt innovation or growth component nonetheless drove new sales and rapid growth.
Similarly, Bob Browning, director of supply chain at Savage Arms, describes the project as follows, “This multi-year project is in conjunction with Savage's overall Lean initiative and had the objective to develop a process throughout the supply chain of demand pull signals from the consumer, through distribution, manufacturing, and the supply base. Simply put, when a consumer buys a gun off the rack, we want a signal that goes all the way back to the steel mill to tell them to pour more steel.”27
LEAN MANUFACTURING: CONCLUSIONS
The wide range of possible lean tools and modalities, the large number of centers and the much larger number of providers working out of the centers mean that no simple list of programs and formats can be used to describe the work covered by the MEP program as a whole. Each center has a slightly (or widely) different view of objectives and of the modalities appropriate for addressing them.
And while as each center maintains a list of success stories upon which we draw to help describe various aspects of MEP’s operations, it would be a mistake to believe that simple descriptions can be applied wholesale across the program. Below are a few conclusions drawn from our review of lean manufacturing programs and practices at a number of centers:
- While some centers have a menu of services that they sell to potential clients, other centers act primarily as brokers, identifying needs and connecting companies to third-party service providers (e.g., Oklahoma MEP28).
- While lean manufacturing is often presented via a menu of specific individual tools of training programs, in practice, projects often involve the application of multiple tools (see cases described above, many of which required multiple tools).
- Even where centers appear to be using the same toolset (e.g., 5S training), in practice, there are likely to be significant differences in the way the program is implemented (e.g., the addition of a sixth S for Safety in South Carolina’s version).
- It is therefore very difficult to make claims that specific tools generate specific outcomes, except in individual cases. There are no simple alignments between cause and effect that can be the basis for
________________
27Karen Myhaver, “Savage Sports: Masters of the Supply Chain,” Next Generation Manufacturing Newsletter, Massachusetts MEP, n.d.,
<http://www.massmac.org/newsline/0911/article03.htm>. Accessed July 17, 2012.
28See Oklahoma Alliance for Manufacturing Excellence, Operating Plan Year 19 (FY 2013), p. 3.
generalized conclusions about the effectiveness of particular tools or approaches.
Overall, MEP’s support for lean manufacturing shows evidence of success. Evidence of this overall success is found in academic reviews, as well as in the analysis, case studies and interviews of center directors and company staff conducted for this study. While there have been many success stories from MEP’s 20 years as a lean manufacturing support system, numerous evaluations, center directors have indicated that lean in itself is not a sufficient platform for the growth needed to expand the manufacturing sector, and to turn companies that are sustaining themselves—perhaps through reducing their costs—into local engines of growth that are in a position to expand and hire.
And while some MEP center directors have expressed concerns about the way in which MEP is implementing new approaches and in particular about funding, they nonetheless largely support the objective of expanding offerings beyond traditional lean manufacturing.29
GOING BEYOND LEAN
There is ample evidence that MEP has played a significant role in introducing and spreading lean manufacturing techniques across the U.S. manufacturing base. The modalities and examples described above illustrate these impacts. It is also clear that MEP’s strategy of developing core tools for deployment across the system by different centers was reasonably successful: Different applications of similar tools can be found throughout.
Other services extended by MEP centers have also been important, including those related to ISO quality systems, energy audits, industrial hygiene, web presence, industrial design, industrial marketing, and many others. Although lean manufacturing has been a cornerstone for many centers, most centers strive to be responsive to the needs of their customer base in order to generate sufficient numbers of projects with an increasing number of clients.
Given that lean manufacturing remains at the core of a successful manufacturing support program, MEP should encourage centers to maintain the current capacity in this area and integrate lean manufacturing into new initiatives, including those related to innovation. At the same time, there is evidence—including from the international programs discussed in Chapter 7— that lean is no longer enough. While it remains an important part of the U.S. manufacturing landscape, the growing globalization of manufacturing means that relying on strategies that emphasize service to existing customers and existing products at lower cost are unlikely to be successful in the long run, and are therefore not likely to fuel rapid growth.
For that, approaches focused on innovation and growth will be needed.
________________
29Private conversations, responses to NAS information request (see Appendix B).










