
3
Technical Challenges for the Use of Additive Manufacturing in Space
Additive manufacturing is a technology that is being enthusiastically pursued across many fronts. While there are many technically feasible approaches to additive manufacturing of parts and systems, not all are adaptable to space. Chapter 2 highlighted a vision, along with some specific scenarios, of what additive manufacturing in space may enable. This chapter will outline difficulties the committee sees with reaching the identified scenarios.
Additive manufacturing is widely used but not yet heavily used for production. There is a lot of research and development work aimed at trying to perfect and understand the various additive manufacturing techniques, expand the type of materials and parts that are utilized, and explore the manufacture of a complex, integrated system. However, there are still many questions that need to be addressed before additive manufacturing can be utilized in a production mode for critical aerospace applications. Before moving additive manufacturing technology to the space environment, further development in several fundamental areas needs to be complete and well understood. These areas represent barriers to wider use, even in a ground-based environment. (Figure 3.1 depicts a recent demonstration of the additive manufacturing of a rocket engine thrust chamber.)
MATERIALS DEVELOPMENT AND CHARACTERIZATION
Although a wide range of homogenous and heterogeneous material mixtures are employed in additive manufacturing, there is still a need for developing targeted materials for use with each specific technique. New physics-based models of additive manufacturing processes are needed to understand and predict material properties and help optimize material composition. A better understanding of the basic physics could then potentially lead to predictive modeling, allowing designers, engineers, scientists, and users to estimate the functional properties of the part during design and tweak the design to achieve desired outcomes.
Methods are needed for in-process monitoring and closed-loop feedback to help improve consistency, repeatability, and uniformity across machines. In situ sensors are an area that holds potential for providing nondestructive evaluation and enabling early defect detection, particularly related to thermal control. Of particular importance is gaining a better understanding of the processing, structure, and property relationships to fully understand the characteristics of the final product. Given the same starting material, different processing approaches can affect
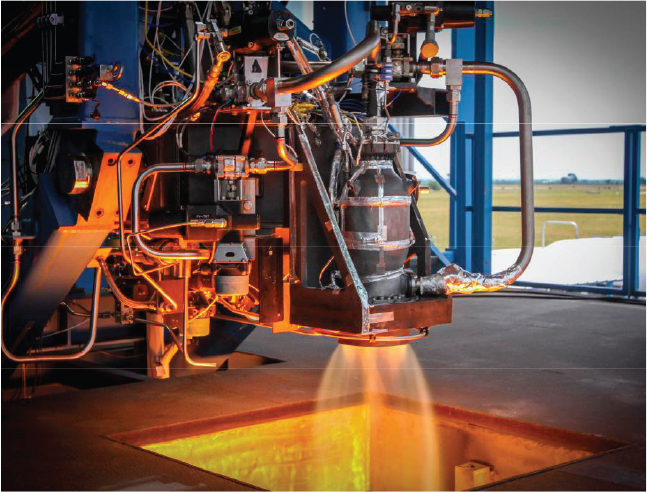
FIGURE 3.1 Test of a SuperDraco rocket engine at full power using an additively manufactured Inconel thrust chamber. SOURCE: Courtesy of SpaceX.
the properties of the final product in different ways. For example, the thermal effects can vary depending on the energy source, energy density, and environment in which the process occurs.
Although some of this report focuses on physical prototyping by additive manufacturing, the role of virtual prototyping by process modeling, simulation, and open-source data simulations is also important. A deep level of 3D planning, simulation, and cross-platform analysis can optimize the to-be-built system prior to the expensive creation of parts by additive manufacturing. The opportunity for NASA and the Air Force is to invest in systems that produce open-system design, planning, simulation, and analysis tools. Some reports indicate that substantial savings can be obtained using a design-flow process: a 30 percent reduction both in overall production cost and time to market; 25 percent savings in plant and facility layout; 30 percent cost savings in labor utilization; 35 percent cost savings in optimized material flow; and 15 percent savings in improved quality from validation of processes prior to production.1 Recently, Boeing designed the 787 aircraft through extensive use of such simulation software. Multi-physics (e.g., computational fluid dynamics and structural) codes were used to replace extensive wind-tunnel testing of proposed physical models. Once the codes produced an optimized design, a physical model was built and tested. The resulting design is fuel efficient (fuel savings of up to 30 percent are expected) because
______________________
1 C. Collier, Improving wind blade manufacturability, Energy Manufacturing, 2011, pp. 61-63.
of the lighter-weight carbon-fiber construction. Boeing also claims that this has resulted in reduced design time, which has undoubtedly resulted in energy and cost savings resulting from fewer wind-tunnel and other physical testing. Additive manufacturing is only one step in the design-flow process (focused on the rapid prototyping step). Significant savings and optimizations should be done prior to additive manufacturing.
While different additive manufacturing technologies can produce different levels of precision and accuracy in the final part, all techniques have limits as compared to more traditional subtractive techniques. Resolution describes the smallest features that the device can print. Resolution is often defined in units of reciprocal length, for example, 20 spots per centimeter. It is useful to think of resolution in unit-less terms, citing the total number of resolved positions over the full range of an axis. A resolution of 20 spots per centimeter over 25 centimeters resolves 500 distinct positions for the print head. This gives a better idea of how clearly a printer can define an object. For contrast, a television image resolves about 720 pixels horizontally, while a xerographic printer can resolve 24,000 spots over a 10-inch page, producing a correspondingly better image.
Accuracy describes how precisely the printer can deposit material in separated places. If the printer is asked to make a cube exactly 10 centimeters on a side, how big will the result actually be? Will its surfaces be perpendicular to each other? Will the diagonals of the cube be equal in length? It is easy to assume that the printer’s accuracy is equal to its resolution, but material shrinkage, axis misalignment, and servomechanism error may affect accuracy. For example, no one expects the image printed by a xerographic printer to faithfully retain the exact size of the original. Paper shrinkage that occurs in xerographic printing limits accuracy but not resolution.
In additive manufacturing, the direction of the beam or the processing direction can induce thermal stresses in the part, impacting the precision of the final part. The resolution of the beam and/or particles also influence heat transfer and internal stresses, thereby influencing the integrity of the final part.
In general, three-dimensional printers create parts in several ways, using solid sheets or fibers or by bonding material using a laser. When the material is added one spot at a time, the time required to print an entire object depends on how many spots the printer must print. The total volume required to print therefore can affect the time of the build process. For example, hollow objects or web-like objects print faster than solid objects because they require fewer spots. The time to print an object also depends on the resolution. Printers with finer resolution have to process more spots for a given output volume than printers with coarse resolution. The trade-off is that the finer resolution produces a smoother rendition of the product at the cost of additional time. Hence, the complexity of the design, and perhaps application of the part, will also play a role in the time required to manufacture it. A requirement for multi-material manufacturing capability will also impact time of construction.
At the current state of the art, CubeSats and similar small satellites can potentially be constructed over several weeks if printing is required for various complex subsystems. However, even simple, monolithic metal objects of masses greater than about 1,200 kg built with additive manufacturing techniques with the finest resolution require a full year to fabricate. Based on data from current additive manufacturing manufacturers, use of other materials such as plastics or composites will require even more time than metals at these resolutions. Design for and construction of an object in space will likely require much less mass, due to the reduced gravity, but it is difficult to predict the corresponding impact on time of construction without knowing the resolution required and the impact of other environmental effects on the process. Laying down a lot of material for metals or plastics can be done in a short period of time at relatively coarse resolutions; however, the higher resolutions required for satellite components would result in longer fabrication times.
Solid-modeling software and computer-aided design (CAD) are required to use additive manufacturing technologies. Along with appropriate design software comes the need for standardized file formats for communication between the design and manufacturing environment. The STL (stereolithography) format is now the standard for communication across additive manufacturing machines. However, new CAD tools are needed that can simultaneously optimize both shape and material properties and design complex lattice structures that optimize reductions in material and weight.
MACHINE QUALIFICATION, CERTIFICATION, AND STANDARDIZATION
Machine qualification standards could help machine-to-machine and part-to-part repeatability. Along with a standardized material properties database, qualification at a machine or process level could help assist with the final product qualification and verification requirements.
As important as the contributions and prospective technical improvements associated with additive manufacturing may be, the technology will not be comprehensively deployed for production purposes without intensive study and approval of definitive standards. Space hardware must undergo stringent certification processes due to the complexity of operations, the strenuous environmental conditions that hardware must operate in, and safety considerations. Thus, space system engineering is a very mature, complex discipline with conservative approaches to all programmatic and technical changes.
Certification is of critical importance to the progress of additive manufacturing for use in the aerospace industry. The aerospace industry cannot yet leverage the potential benefits of additive manufacturing until stringent qualification and verification requirements are met. Robust, well-understood certification approaches will need to be developed for additive manufacturing technologies. Currently, material properties and structural design are not yet uniform or standardized. Testing the final products, which is the current method of quality assurance and verification, requires additional time and resources. A more efficient, systematic part-certification process is needed. Closed-loop process-control systems can quantify inconsistencies allow for real-time quality control. New sensors used in conjunction with closed-loop control systems can document in situ data on precision, surface finish, porosity, melt pool size, and other parameters. Methods for inspecting the build environment during processing may also be required in order to make corrections as needed.
Finding: There are some fundamental issues that need to be resolved concerning additive manufacturing and its utilization for terrestrial purposes before a space-based application can be derived.
- A clear understanding of structure-property relationships and their dependence on processing techniques needs to be established to ensure consistency in production. The production process can also benefit from standardization of design software, file formats, and processing and equipment parameters. Most importantly, a verification and certification methodology will have to be defined that guarantees the quality of the additively manufactured parts.
- Aerospace systems have critical missions and have to meet rigorous standards for quality and reliability, with standards that are set to ensure mission success.
- In order to benefit, even terrestrially, from additive manufacturing approaches, the issues of qualification and certification will have to be addressed. A standard approach to qualification and certification of finished parts will simplify the application of additive manufacturing to the space environment and also enable more widespread application on Earth.
ADDITIVE MANUFACTURING AN ENTIRE SPACECRAFT ON THE GROUND
Current approaches to complex, multi-material, and multi-functional additively manufactured parts can involve embedding a circuit board, motor, or other subassembly into the process when and where it needs to be integrated.

FIGURE 3.2 Lockheed Martin Advanced Extremely High Frequency communications satellite built for the Air Force. Many satellites constructed for operational military and civilian missions are large and complex. Although they may incorporate additively manufactured components, the next major challenge will be additively manufacturing major subsystems on the ground. SOURCE: Courtesy of Lockheed Martin Corporation.
(See Figure 3.2.) This can be done easily for ground-based, human-tended systems: The process is halted, the sub-part is introduced to the environment, and the manufacturing process restarted. Complex final parts are thus achieved in a cost-effective and efficient manner. To manufacture a complete functional satellite on orbit in an environment that may not have the same level of human tending, it is likely that a strong “pull” from the government would be required to encourage research in additive manufacturing in these areas.
Efforts are currently underway on the ground to apply additive manufacturing to the production of a spacecraft. The briefings to the committee on the state of the art revealed two categories of effort currently under way, including (1) additively manufactured spacecraft structure and (2) additively manufactured structure with embedded electrical conductors and components. The committee did not see any evidence that companies are considering a complete, monolithic, additively manufactured spacecraft on the ground. This would be an objective that requires significant development work.
The most advanced ground-based work is focused on the manufacture of structural components to reduce costs. Commercial companies such as Lockheed Martin Corporation, Aerojet Rocketdyne, Orbital Sciences Corporation, and others are working to expand the use of additive manufacturing beyond just structure to a broader number of components, and there is promising work in the development of an integrated structure and propulsion system at machine scales (a cube 0.5 m on a side). The work at the component level is an important step to understanding the application of additive manufacturing to full spacecraft manufacturing.
Lockheed Martin, Northrop Grumman, Stratasys, RP+M, University of Texas, El Paso (UTEP), University New Mexico, and Youngstown State University together funded by America Makes, are undertaking laboratory work to additively manufacture structures with embedded electric conductors, providing a way to integrate and connect electromechanical subsystems into the assembly. The integration of a wiring harness within the structure represents a significant technological step beyond structure manufacture, and when this technology is fully developed, it will be one of the keys to the complete manufacture of a spacecraft and its subsystems using additive manufacturing. Government research and development investment spanning decades has been required to advance this capability. Building wiring harnesses and distribution networks integral to space structures has been an ongoing Air Force Research Laboratory (AFRL)/Space Vehicles Directorate endeavor since the 1990s, with the most recent program being the PnPSat platform. The challenge of combining multiple elements into a monolithic build has typically resulted in higher costs, more complexity, and more risk. Coupling two subsystems or functions together results in interdependencies where a single manufacturing defect or anomaly in one function results in the overall failure of the combined system (during satellite assembly). For example, an acceptance testing failure of an embedded wire would result in scrapping the entire part, not just replacing a wire, even though the strength and stiffness of the structure may be unaffected.
Advancing to the state of producing a complete spacecraft on the ground through the additive manufacturing process will require specific developments in each of the spacecraft subsystem areas. The following sections describe some of the technical challenges in advancing additive manufacturing with the ultimate goal of manufacturing a complete spacecraft. Significant new technologies will be needed to do so, particularly in electronics and optical manufacture where mirrors and optics are fabricated using photolithographic and surface figure techniques at scales that are orders of magnitude better than the most refined of additive manufacturing processes.
Work is currently under way in four subsystem areas: structure, thermal, propulsion, and power. Spacecraft structures are being constructed, and most importantly, a repository of knowledge of how to create structural components using additive manufacturing is currently being developed. Commercial interests to accelerate production, while realizing cost economies, are driving advances in this area. Characterization of the thermal performance of materials (thermal conductivity) as well as optical properties (solar absorptivity and infrared emissivity) is being carried out as part of the structural design development process. Additively manufacturing an external spacecraft thermal control system, using radiatively coupled surfaces, will benefit from the further development of metallic and nonmetallic materials. The development of propulsion system components that include nozzle parts, as well as tank and fuel feed systems manufactured as one component, are currently being produced at CubeSat and larger scales. The development of electromechanical valves will be required to fully manufacture a propulsion system (absent propellant). Spacecraft power system work is proceeding in printing photon-to-electron conversion devices (solar cells), power storage devices (batteries), and electrical conductors embedded in the additive manufacturing
process. Based on briefings presented to the committee, the development of these four subsystems is proceeding, and as separate subsystems, the use of additive manufacturing is being explored. Combining the manufacture of these individual systems into an integrated unit will be one of the next significant steps.
The remaining three subsystems—attitude determination and control, command and data handling, and telecommunications—hold significant technical challenges if they are to be produced through the additive manufacturing process. The control of spacecraft attitude at modest levels of performance requires the use of optical, photosensing, and magnetic sensing systems. Materials development for these purposes is largely unexplored in the additive manufacturing processes. In optics fabrication, surface figures measured in parts of wavelengths of light would have to be developed. Developing additive manufacturing technology for sensors to replicate current capabilities to view the Sun, stars, and infrared signals will be important in this subsystem area. Momentum management devices that include either magnetic coupling or rotating mass will require the development of motors (currently employing rare earth materials) and rotational support structures (currently ball bearings) of sufficiently high precision. Manufacture of ball bearings with an ABEC (Annular Bearing Engineering Committee) quality rating of 5-7 requires precision grinding of balls and bearing races to achieve the necessary surface finish. This quality is not achievable with current additive manufacturing processes (Figure 3.3). The ability to attain precision satellite pointing as a function of frequency (jitter) will be directly affected by the developments in these areas.

FIGURE 3.3 Ball bearings are mechanically and physically simple devices that play important roles in many spacecraft. Nevertheless, they cannot currently be additively manufactured because the technology cannot achieve the required precision. SOURCE: By Androstachys (own work) [CC-BY-SA-3.0 (http://creativecommons.org/licenses/by-sa/3.0) or GFDL (http://www.gnu.org/copyleft/fdl.html)], via Wikimedia Commons.
Current spacecraft command and data-handling systems (the spacecraft computer) are an outgrowth of the development of semiconductor technology, coupled with an understanding of the design of electronic components to survive in the radiation environment of space. Physically replicating electronic components (currently produced by photolithography at scales of 35 nanometers) at currently common additive manufacturing resolution (>50 microns) would produce components 1,000 times larger than the physical size of currently available parts. Due to geometry alone, the power consumption and processing speed would be inferior to current technology. Perhaps more importantly, the development of materials in additive manufacturing that replicate those used in semiconductor processing remains largely unexplored. Advancing from the current state of additive manufacturing of primitive electronics (conductors) with embedded prefabricated components to the development of “thinking” materials (i.e., semiconductors) for logic and memory, at scale sizes small enough to fit within a spacecraft, will be a significant development challenge. Although lesser capabilities may be acceptable for some applications (and can be traded-off for other benefits, such as cost), they will likely not be acceptable for critical or high-value applications. This may prove to be one of the most intimidating technology areas. The ultimate solution may be to use additive manufacturing to produce what is reasonable and place or integrate components produced by other means.
On the other hand, a valuable field of research might emerge from attempts to replace such precise mechanical components with mechanisms suitable for additive manufacture. For example, flexures requiring far less precision might replace bearings. Consider also electric motors such as those required to actuate valves or to position antennas. Motors require a combination of materials with vastly different properties. The coils must have both good conductors and good insulators. No additive manufacturing process has yet been able to mix metals with insulating materials. Motors also require magnetic materials. Little is known about the magnetic properties of materials placed by additive manufacturing, although there is some new development work in this area.2 As an example, the University of Texas, El Paso has demonstrated 3D printing a brushless direct current motor in a single build sequence, but this approach required placing previously fabricated electronic components during the build.
While additive manufacturing seems well suited to the manufacture of telecommunication antennas, other parts of this subsystem will need development and face challenges similar to those in the command and data-handling system.
Finding: Considering that the present state of manufacturing focuses on new types of individual components of specialized shapes, composition, and materials, it is clear that the task of additively manufacturing a complete scientific or military satellite of the complexity of current spacecraft is far in the future. This situation is unlikely to change unless major, very-long-term changes are made in this nation’s space systems design, engineering methodologies, and infrastructure at all levels.
TRANSITIONING ADDITIVE MANUFACTURING TECHNOLOGY TO THE SPACE ENVIRONMENT
There are many fundamental questions that need to be answered before additive manufacturing can become widely applicable for routine Earth-based manufacturing. Once ground-based additive manufacturing technology has matured enough to be a viable process for aerospace applications, a logical step forward is the transfer of the technology to the space environment. However, even with a defined, consistent, qualified additive manufacturing process, new issues will have to be addressed when transferring the technology to space. Not only will some fundamental process-related questions need to be readdressed, driven by the space environment, but questions relating to infrastructure, platforms, and the overall manufacturing approach as a whole need to be answered.
A manufacturing capability in space can be placed in a pressurized, climate-controlled environment or located on an unpressurized platform in the vacuum of space. In either event, the microgravity environment will be a factor. Depending on the location of the capability, the impact of vacuum and thermal environments on the additive manufacturing technology will also need to be considered.
_______________
2 Doug Hofmann, “Lightweight and Multi-Functional Materials & Structures,” presentation to the committee, November 12, 2013.
Space Environment: Gravity and Vacuum
Depending on the technique of interest. the placement of an additive manufacturing capability in the vacuum of space may present either barriers or opportunity. The technique using electron beams for the energy source, for example, is designed for operation in a vacuum. Additional research is needed to prove the concept.
The most fundamental technical issue that will have to be dealt with when moving the additive manufacturing capability to space is the effect of zero-gravity or reduced gravity on the manufacturing process and hence the properties of the final product. Each technology will have different challenges in adapting the processes to an environment where gravity is not available as a control variable. In the absence of gravity, surface tension forces become important determiners of system behavior, and processes that rely on the control of fluid or flow conditions will need further research. The reduced- or zero-gravity environment will not only have an effect on the process parameters and techniques, but will also potentially have an effect on the final mechanical and functional integrity of the finished part.
The lack of gravity will also be a factor in the design of handling and support systems for the product. Current additive manufacturing systems employ linear XYZ drives delivering both accurate and precise motion, and generating this motion on Earth in a 1 g, thermally controlled environment is well understood. In addition, designs for drive, bearing, and lubrication systems that yield consistent geometry and predictable feature size are also well understood in 1 g. Translating and understanding the required system performance into reduced gravity as well as in a vacuum is critical to controlling the manufacturing process. In addition, in zero gravity, floating debris can damage the product, and the machine, and will have to be controlled. Potentially, the absence of gravity could be advantageous, allowing for more creative and flexible positioning systems. It may be that an entirely new approach to positioning (for example, movement from Cartesian to polar coordinate systems) for part production is needed, with linear motion systems being replaced by rotary (harmonic drive) systems. Robotic interaction with the additive manufacturing process may be required in the absence of gravity to position and constrain the geometry of the developing part.
At the same time, the lack of gravity presents possibilities for additive manufacturing in space not available to ground-based machines. The lack of gravity might permit a printer to work on the “bottom” and the “top” of an object at the same time. Imagine a printer for use in space that has multiple print heads and works on all six sides of an object resting in the space between the heads. Air jets or electrostatic attraction might be used to keep the growing object in place, or even to move it to the orientation most suitable for printing. Put another way, instead of thinking of lack of gravity as a constraint or an environmental problem to overcome, it may be possible to think of microgravity as an opportunity to explore entirely new techniques.
Thermal Environment
The thermal environment of space will pose challenges to any additive manufacturing technique. Thermal effects related to the lack of convection will impact many of the targeted processes, whether the system is internally or externally located. In addition, an externally placed additive manufacturing system operating in Earth orbit will experience similar thermal loads of solar, albedo, and Earth infrared during an orbit, as would a spacecraft. Both the operation and performance of the manufacturing system and the dimensional accuracy of the product being produced will be impacted. For example, maintaining accurate physical dimensions throughout the day/night cycle and subsequent thermal fluctuations will be challenging. However, there are potential solutions, such as shielding the equipment behind a sunshade, as is done for some space-based telescopes.
Quality, Verification, Validation, and Functional Testing
On-orbit manufacture of hardware will require techniques for part quality assurance, process verification, and functional validation that can be executed in space, either with or without human intervention. This part-certification process has to be verified in space where adverse conditions of remoteness and visual impairment due to unique white-light conditions have to be taken into account. It is likely that autonomous inspection of the manufacturing
process in situ will be a promising methodology. In situ monitoring of flaw detection will help inform decisions about final material properties, part performance, part quality, and recovery on the fly, and in rare cases, the need to scrap the part and start over. Process sensitivity to the space environment, which includes microgravity and thermal conditions, will have to be fully characterized to ensure repeatability and thus part quality. Because the degree to which these various factors influences additive manufacturing is still being investigated in 1 g, appropriate measurement and testing will be required for space applications.
A database of effects of objects will have to be developed to calibrate the quality assurance methodology and to set part acceptance criteria, including whether a part is inspected in situ or post production or at some intermediate state, and to establish a non-destructive inspection methodology. Cost-benefits trade study data will have to be produced and analyzed. The level and type of validation and verification required will depend heavily on the complexity of the product being produced. Approaches designed for qualifying simple parts may not be scalable to an additively manufactured complex system. These are some key gaps that need to be filled.
Infrastructure
Additive manufacturing machines do not operate without numerous ancillary systems. The facility provides shelter from the elements as well as a stable environment, power is delivered, human beings provide means for machine preparation and post processing and qualification of parts as well as clean up and reset of the process for the next production run. When considering the transfer of any additive manufacturing technology to the space environment, some attention will have to be focused on what level of infrastructure will have to be constructed to support the manufacturing capability.
The level of required infrastructure will depend to a great extent on the type of processes used and the design of the equipment. It is not hard to speculate what some of the common denominators may be across the potential techniques. For example, to develop any kind of space-based manufacturing capability, a platform stable enough to meet the limitations of the processing technique, that is, minimizing any external forces due to rotational or vibrational forces, is required. Another important part of the required infrastructure that will have to be created is a power collection, storage, and distribution system. A further requirement will be some level of data and telemetry exchange with a remote control station located on Earth. The need for avionics will drive the introduction of a thermal control system to help regulate the thermal environment that the electronics will be subjected to. Some level of autonomy, above and beyond that utilized in terrestrial processes, will be required for a manufacturing process based in space.
Other considerations, beyond those of infrastructure, will have to be addressed when designing a platform for additive manufacturing in a remote, hostile environment, including manufacturing process parameters such as material handling, pre- and post-processing, quality control, final product disposition, and so on. Ancillary manufacturing activities, which involve human engagement on Earth, have to be fully automated when implemented on an orbiting platform. Trade-offs will have to be made when choosing between an additive manufacturing facility design to host humans versus an autonomous facility requiring no human presence.
Stable Manufacturing Platform
Many additive manufacturing techniques monitor flow and flow control parameters to control the build process. It is likely that any externally induced rotational or vibrational forces can negatively impact the integrity of the final part. Vibrational loads induced by the activities of crew members, the background “white noise” of operating machinery, or the occasional attitude control adjustment can all affect the integrity of a part manufactured with additive technologies. A vibrational isolation system coupled with a stable platform design will be important for ensuring high-quality manufacturing. The potential need for a stable platform implies some level of dynamic control system, the complexity of which will depend on the level of stability required. The fundamental components of a motion-control system include the stabilization system, gyroscopes, and sensors capable of indicating rate and direction of motion. Dynamic control based on a propulsion-type subsystem may or may not be optional. In addition, the attitude control system must be capable of managing angular momentum during the manufacturing
practice to counter a combination of solar, gravity gradient, magnetic, and atmospheric drag effects. Once NASA and the European Space Agency begin conducting experiments on the ISS, they will begin to define the acceptable forces for these processes.
The manufacturing process itself could also potentially create demands on the design and deployment of an attitude control system. During the course of building a system via additive manufacturing, material (mass) is constantly being deposited, creating a dynamically changing geometry. As parts grow in cross section, disturbance torques may change, forcing a control system to compensate. These effects will be pronounced in the development of large cross-sectional areas.
The creation of a stable on-orbit manufacturing platform is required. Extensive experience exists both in the design and engineering of systems that have to survive and operate in a space environment. The main concern with the creation of a platform for locating additive manufacturing in space is determining requirements necessary for ensuring a quality product.
Communication: Data and Telemetry
Communications will be required for control process, file transfer, quality control and final product analysis, in addition to likely characterization during the manufacturing process. The nature of the type of information that has to be transmitted back and forth (data and video, bandwidth, number of simultaneous transmissions) will drive the complexity of the avionics system and the computer and software control system. Further data exchanges will likely be necessary to monitor the health and status of the manufacturing platform itself. The choice of orbit (altitude and inclination) will drive the requirements for a thermal control system, active or passive, to ensure system functionality across a potentially dynamic thermal environment.
Power
Not only will additive manufacturing equipment need power for manufacturing operations, but the platform itself will require power to support the manufacturing process and subsystems involved in maintaining the platform. Power systems readily available to operate in a space environment include solar and nuclear. Storage batteries that function in space are also available.
Present day additive manufacturing machines use electric power at various rates, depending on specific deposition processes and the type of heating (i.e., plastic being heated by a laser or metallic powder energized by an electron beam). The deposition power levels vary from several hundred watts for electric heaters and lasers working with polymer materials to several kilowatts for electron beam systems. However, the total energy and build time for additive manufacturing of an artifact depends on the time required to heat and deposit the requisite amount of material as well as the overall efficiency of the machine. Using a relative measure of power—the number of kilowatt hours per kilogram (kWh/kg) of deposited material—can highlight the challenges or compatibility of different additive manufacturing processes for use in space.
Three studies of the energetics of current commercial additive manufacturing machines have been published over the past 15 years for different additive manufacturing lay-down processes. The results show energy consumption rates ranging from 17 kWh/kg (electron beam melting of vanadium alloy) to more than 40 kWh/kg for laser sintering. The wide range of results is typical of the varying efficiencies of the melting and deposition of the build stock, as well as the mechanical dissipation of complex machinery needed to accurately move the deposition head across the bed of the device. According to Wohlers,3 there are presently 14 global and 23 regional additive manufacturing equipment manufacturers producing hundreds of different machines. In addition, major aerospace and other companies have developed their own additive manufacturing devices. All of these have differing energy profiles.
Table 3.1 shows the differences between different additive manufacturing processes in terms of materials, typical system power, and energy consumption rates.
__________________
3 T.T. Wohlers, Wohlers Report 2014, 3D Printing and Additive Manufacturing State of the Industry, Annual Worldwide Progress Report, Wohlers Associates, Inc., Fort Collins, Colo., 2014.
TABLE 3.1 Energy Consumption of Five Additive Manufacturing Materials
| Process | Material | Average Power (kW) | Energy Consumption (kWh/kg) |
| Stereolithography | Photopolymer | 0.88 | 20.7-41.4 |
| Selective laser sintering | Polyamide and typically other semi-crystalline thermoplastic polymers | 0.3 | 29.8-40.1 |
| Fused deposition modelling | ABS, PLA, polycarbonate and typically other amorphous thermoplastic polymers | 1.3 | 23.1-346 |
| Selective laser melting | Stainless steel, SAE 316 L | 0.4 | 31 |
| Electron beam melting | Titanium, Ti-6Al-4V | 3 | 17 |
NOTE: ABS, acrylonitrile butadiene styrene; PLA, poly(lactic acid) or polylactide; SAE, SAE International.
SOURCE: Data from M. Baumers, C. Tuck, R. Hague, R. Wildman, and I. Ashcroft, A comparative study of metallic additive manufacturing power consumption, pp. 278-288 in Proceedings of the Solid Freeform Fabrication Symposium 2010, University of Texas, Austin, 2010, http://utwired.engr.utexas.edu/lff/symposium/proceedingsArchive/toc.cfm; Y. Luo, Z. Ji, M.C. Leu, and R. Caudill, Environmental performance analysis of solid freeform fabrication processes, in Proceedings of the 1999 IEEE International Symposium on Electronics and the Environment, Institute of Electrical and Electronics Engineers, 1999, http://ieeexplore.ieee.org/, doi:10.1109/ISEE.1999.765837; R. Sreenivasan and D.L. Bourell, Sustainability study in selective laser sintering—An energy perspective, in Proceedings of the 2009 Solid Freeform Fabrication Symposium, University of Texas, Austin, 2009, http://utwired.engr.utexas.edu/lff/symposium/proceedingsArchive/toc.cfm.
These data are important in assessing the ability of a remote facility to construct various types of space hardware, including complete satellites. The power needed by the additive manufacturing machines listed in Table 3.1 are within the expected norms of ground-based facilities, which are able to draw significant electric power from terrestrial grids. For example, 6.6 kW (30 A of 220 V a.c.) power is readily available in any industrial facility, 7 days per week, 24 hours per day. In space, electric power is an expensive commodity, most often derived from arrays of photoelectric cells exposed to solar radiation. In space, the power requirements of several additive manufacturing machines each averaging 3 kW, plus supporting local infrastructure, may place significant strains on overall platform designs using currently available, commercial solar power arrays.
State-of-the-art solar arrays are available with output powers up to about 25 kW, along with large battery systems needed for periods of orbital darkness. This latter requirement depends on the specific orbit, both altitude and inclination, of the manufacturing platform. The design of an appropriate-sized power generation and storage system will, in turn, drive the mass of the platform and influence other subsystem design. Of course, the choice of orbit will also have major operational impacts that will have to be considered in the cost-benefit equation. For example, if the completed product has to be transported to a different orbit, that will require fuel and a transfer spacecraft.
The level of autonomy that is necessary in a space-based manufacturing platform designed to build a satellite using additive manufacturing techniques will obviously depend heavily on the operational concept derived for the factory. This raises important considerations.
Use of a Platform
A platform required for only a unique, one-time use will have different design drivers than a platform that will act as a base for a longer-term, space-based manufacturing capability. A one-time-use system will likely have a fairly integrated subsystem design across the required infrastructure and the manufacturing-related subsystems. In this case, for example, the raw materials can be designed into the system, providing a more “turn-key” manufacturing process. The appropriate characterization, analysis, and quality control sensors have to be designed and built as part of the manufacturing equipment. Any desired post-processing steps will also have to be built into
the equipment as well, yet another factor in determining the complexity of the design. At the completion of the project, the product will have to be disengaged from the platform, deployed, and the platform disposed of. (Space debris is fast becoming a major issue, and it is likely that any evolving space manufacturing systems will have to consider their disposal plans as an important factor in their designs.)
A single-use facility, designed for a custom, one-time construction project, will be more complex in design than a general-purpose facility targeted at establishing generic additive-manufacturing capability in space. The exact level of complexity in any platform will be highly dependent on the desired complexity in the final product. The level of autonomy required for a single-use facility is quite high and will further impact the design complexity because the manufacturing platform will have to be designed to launch, commence operations, and deploy with no direct intervention by humans.
If the operational goal is to build an on-orbit facility capable of manufacturing either multiples of one type of satellite or a variety of different types of satellites, the complexity in design and operations increases. A multiuse facility will have different requirements to consider than a single-use platform. Conceivably a multiuse facility will be desired to provide a more “plug and play” environment and will be designed as such. Hence, the platform infrastructure can be designed as separate and distinct subsystems and therefore support a wide variety of projects, both from a material and functional aspect. A crucial piece of infrastructure needed in a multiuse platform, however, is a docking system or some method of delivering raw materials and material related to maintenance and upkeep of the facility. The exact design and level of autonomy required in a multiuse platform will be determined by the operational concept regarding potential human interaction.
Human Presence
Additive manufacturing, as it is practiced today on the ground, depends heavily on the active presence of human operators for system preparation with software loading, system checkout, verification of settings, verification of quality of lay-down construction, verification of metrology, removal of supports (if any), and other features of the desired mechanical and material features of the object under construction. Additively manufactured parts also require post-processing steps that humans currently fulfill as well as cleanup and reset of the equipment for the next production run.
A concept of operations assuming a limited human-in-the-loop requirement will reduce the complexity of autonomy required in a long-term, space-based manufacturing process. Humans can visit the platform between manufacturing runs to manually complete and close out the just-completed process while additionally setting up for the next production. This includes delivering and loading the raw materials, disposing of the waste, final post-processing, testing, or quality check of the manufactured craft, and even deployment. Even just a limited human-tended capability will simplify the platform design and minimize the required automation. The inclusion of humans as part of the process, although simplifying the design and production of the platform, will add complexity to the operations, however. Considerations such as transportation and the working environment are significant, even though solutions can be built on experience and existing knowledge bases.
The lack of human tending will drive requirements for automation in areas related to rendezvous and docking, materials handling, equipment set-up, final processing or product deployment, and waste handling, among other things. The complexity of the automation systems will be largely determined by the required flexibility and the nature of the processes and products. Investments in human telepresence and robotics, at a minimum, will be required. NASA is already conducting research on both human telepresence and robotics on the ISS. For example, the Robonaut program and a telepresence experiment conducted on the International Space Station (ISS) in 2013 are examples of technology that can potentially have applications to in-orbit manufacturing and assembly.
The use of multiple material components typical of all satellite systems could impose continual inspection and verification requirements during and after additive manufacturing production processes—in other words, additive manufacturing may require much greater monitoring during production than other forms of production. As previously mentioned, verification of physical and electrical continuity of electric power and digital communication links are critical in establishing the quality of the final product. Furthermore, present-day satellites require fast, radiation-resistant digital processors and dedicated chips. Considerable engineering effort will be required
to integrate and test electrical components produced with additive manufacturing. Finally, the state of the art of other operational equipment, such as optical, infrared, and radio sensors, is of such sophistication as to require not only very careful preflight verification and calibration, but also needs in-flight testing capabilities that are likely to challenge additive manufacturing processes with respect to materials, resolution, radiation hardness, and other features for many years.
Finding: Autonomously meeting all of the requirements can be daunting; even on Earth, no fully autonomous manufacturing and verification process for producing a satellite exists.
Finding: Production of additive manufacturing components on the ground currently requires extensive human presence and participation. Automated manufacturing capabilities on the ground are currently under development. However, significant further development will be required for automated space-based additive manufacturing, and much of this development is likely to require government support.
CHALLENGES RELATED TO ADDITIVE MANUFACTURING ON THE INTERNATIONAL SPACE STATION
The ISS provides a convenient and natural platform for the evolution of additive manufacturing to a space-based environment (Figure 3.4). Not only does the ISS provide a place to study the effects of the unique aspects of the space environment on additive manufacturing (microgravity, thermal environment, etc.), but it also is a potential customer of additive manufacturing, and its ability to create parts on demand for maintenance and repairs and thus can provide immediate technology demonstration and operational impacts. There are several steps in the

FIGURE 3.4 Microgravity glovebox on the International Space Station (ISS). The ISS has equipment that can be used for additive manufacturing experiments. Any such experiments will naturally have to compete with other research priorities. SOURCE: Courtesy of NASA.
evolution of the additive manufacturing capability that can be tested on the ISS, both in the basic science area as well as examining potential engineering adaptations of the processing equipment itself.
Internal
Adapting additive manufacturing for operations in the internal volume of the ISS requires attention to several issues not present for ground-based processing. Besides the examination of the effects of microgravity, some engineering challenges related to equipment design and operation in a human-tended closed environment will need to be addressed. NASA has specific requirements that spaceflight hardware has to comply with in order to be compatible, not only with the environment and resources available on the ISS but also safety-related areas that deal with the human presence. While none of these are insurmountable, they impose an added layer of complexity on the design of an additive manufacturing system for placement on the ISS.
Initial investigations in a location that can be tended by humans are very useful, however, because there are several aspects of additive manufacturing production methodologies that require human interaction. At this time, the loading of the feedstock and the setup, preprocessing, and any required post-processing of the parts all require human intervention. In the initial investigative and development stages, having humans in the loop to assist in the characterization and quality of the final part is also very helpful.
External
The exterior of the ISS is available to perform experiments and technology demonstrations in the natural environment of space and is a natural place to conduct the research leading toward an independent space-based manufacturing capability (Figures 3.5 and 3.6). Moving the capability external to the ISS, however, introduces some additional basic technology challenges. One of the main technical issues with additive manufacturing is induced thermal stress during the processing. Placing the processing in the extreme thermal environment in space will only exacerbate thermal issues. Some basic science and engineering studies will need to be done to increase understanding of the process and the effect of the vacuum of space and a thermally dynamic environment on finished parts. Likely some engineering design alterations to the manufacturing equipment itself will also have to be considered. There is already a lack of information related to material properties, and the added complexity of a dynamic thermal environment will create further complications. It is likely that additional research and parametric studies will be required beyond those needed on Earth in order to achieve a clear understanding of what additive manufacturing in space can achieve.
One major step that will occur as the process is moved externally on the ISS is a decrease in the availability of human interaction with the equipment during the various stages of processing. The level of autonomy of the equipment will have to increase. A human-tended capability via spacewalks or robotic interface will be available, but by definition, it will be much less flexible and available as compared to an internally based system. The preparation of the feedstock can be done internally by humans and readied for insertion into the machine. Ideally, the equipment could be designed so that humans could insert the feedstock, again either manually or robotically, and retrieve the final sample for post-processing and analysis (or a return to Earth where this can be done). The system, however, would have to potentially become more autonomous than an internal system and would require self-sufficiency for the complete process, any material changes (in the case of a multi-material system), or handling requirements. This includes the disposition and management of waste material, thermal management techniques that are determined to be necessary not only for the process but also for the equipment components, in situ observation and recording, and data handling and transmission.
The experience gained from the development of an additive manufacturing technique for use on an external platform on the ISS will be directly applicable toward the development of a fully autonomous stand-alone, free-flyer-based capability, one that could potentially be used to manufacture a spacecraft on orbit.
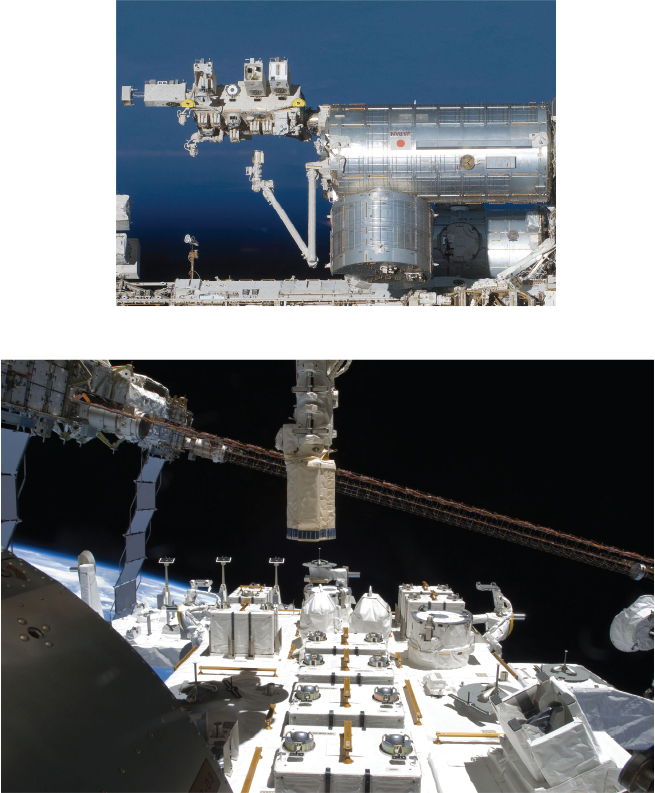
FIGURE 3.5 The Japanese Experiment Module, also known by the nickname Kibo, features an exposed facility that can serve as an experiment platform for additive manufacturing. SOURCE: Courtesy of NASA.
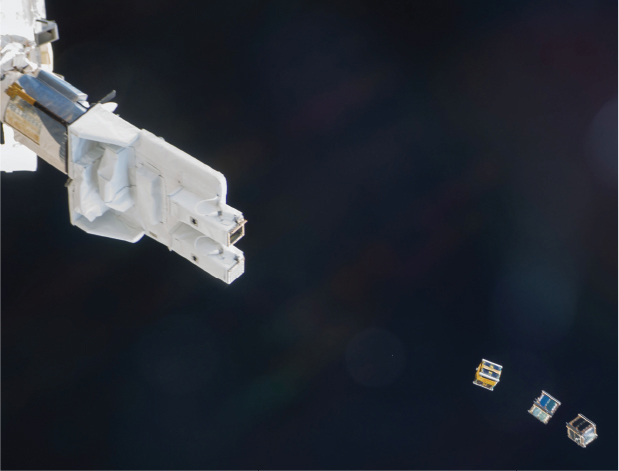
FIGURE 3.6 CubeSats being deployed from the International Space Station after being removed via the airlock in the Kibo module. SOURCE: Courtesy of NASA.
ADDITIONAL CHALLENGES RELATED TO FREE-FLYER PLATFORMS
As mentioned earlier, there are several steps that additive manufacturing evolution needs to complete terrestrially before moving to space. Being able to integrally build a system with multiple material systems and integrated capabilities is a critical technology development that terrestrial additive manufacturing needs to advance through. Once the many terrestrial-based problems have been solved, and after the subsequent completion of a development program that adapts additive manufacturing techniques to an external platform on the ISS, the fundamental technology, process parameters, and basic equipment design required to build a space-based manufacturing capability around additive manufacturing should be well understood and demonstrated. The level of further development that is required to fully use additive manufacturing to build a spacecraft on orbit is more related to the required autonomy necessary to support the complete manufacturing process. Even though various levels of complexity can be foreseen, depending on the exact spacecraft specifications, the manufacture of any satellite in space requires certain support equipment and fundamental resources. On Earth, this infrastructure exists as part of the normal background. In space, all necessary resources will have to be delivered and built to support a manufacturing capability. In addition, the need for regular maintenance and repair of the space-based manufacturing facility is also an important aspect to take into account.
There are several free-flying spacecraft that are either currently available or will probably become available within the next decade that could serve as a point of entry for free-flying test beds for additive manufacturing in
space. These include SpaceX’s Dragon and its planned free-flying Dragon Lab, Orbital Science’s Cygnus, and Bigelow Aerospace’s inflatable structures (Figure 3.7). In addition, Sierra Nevada is currently developing its Dream Chaser space plane, and the U.S. Air Force operates the Boeing X-37B space plane. These vehicles offer small volumes, both pressurized and unpressurized, which could serve as free-flying platforms for experiments targeted at understanding the requirements for developing a sophisticated additive manufacturing capability in space. Several of these vehicles can also provide a human-tended capability, outside of the ISS, that would allow independent operations and the capability to dock or re-dock experiments for retrieval.
Although these platforms have potential for research use, they also have limitations that would preclude them being used for a permanent manufacturing facility. While these vehicles do have dynamic control systems, communications, and telemetry capability, the available volume is a concern—their internal volumes are quite small. The size of a manufacturing facility in orbit is dependent on the scale of the products for manufacture. Whether a small vehicle free flyer or a Skylab-sized orbiting facility is necessary will be driven by satellite requirements. In addition, power needs will be a major factor, as will the level of automation needed to conduct the manufacturing process. It might be possible to design free-flying experiments that could operate out of the space station, but that will add complexity to the ISS missions. In any event, the design, construction, and operation of any free-flyer platform for the support of an established manufacturing capability on orbit is a major undertaking.
ADDITIONAL CHALLENGES RELATED TO IN SITU-BASED PLATFORMS
Many of the technological hurdles associated with moving additive manufacturing from a terrestrial environment to a space-based environment will also facilitate the adaptation of this technology to other space uses. A natural use of additive manufacturing techniques for the purposes of human exploration is for in situ resource utilization on planetary bodies where humans want to establish a presence. This will present additional challenges, as the goal will be to use resources on the planetary body in additive manufacturing machines, and their suitability may be difficult to determine. The slow build up of technology, experience, and knowledge gained from adapting and developing additive manufacturing to on-orbit operations provides a solid foundation for developing equipment and techniques for use elsewhere. The evolution of the infrastructure systems and platforms needed to support additive manufacturing equipment and processes, the level of autonomy developed to manage on-orbit untended operations, and the creativity in designing additive manufacturing devices that can build something bigger than they are will all facilitate in situ resource technologies and techniques.
Additive manufacturing in space is much more of a systems engineering and industrial logistics problem compared to additive manufacturing on the ground. In addition to the constraints imposed by the space environment, issues such as supply-chain logistics, integrated processes, minimal human interaction, and quality control are more pronounced. Supporting infrastructure and environment, which are relatively straightforward and easy considerations on the ground (i.e., rent factory space, connect to the local power grid), are not simple for space. Nevertheless, NASA has already taken major steps to develop a technology and infrastructure base that can support at least initial experimentation.
Finding: Additive manufacturing techniques and processes require supporting infrastructure in order to be successful. This infrastructure includes a reliance on human intervention for important steps to achieve a final product. Transplanting an additive manufacturing capability to space requires consideration of how the supporting infrastructure, including the applicability or desirability of maintaining humans in the loop, needs to be evolved to operate in the new environment.
Recommendation: Actual costs of the reproduction of components or spacecraft should not be the sole criterion for evaluation of the benefits of additive manufacturing; criteria should also include the value of creating structures and functionalities not feasible before.

FIGURE 3.7 Cygnus (top) and Dragon (bottom) are two spacecraft that could be used as free-flying research platforms for additive manufacturing experiments. SOURCE: Courtesy of NASA.
Recommendation: As the technology evolves and as NASA and the Air Force consider projects utilizing this technology, they should jointly undertake a cost-benefit analysis of the role of space-based additive manufacturing in the construction of smaller, more reliable, less massive satellite systems or their key components.
Such an analysis will not be simple, nor is it likely to be complete. Based on evidence that a basic analysis along these lines was already attempted within the Air Force, the committee believes that further coordinated work could potentially help clarify research funding decisions.
Recommendation: When considering moving additive manufacturing technology to the space environment, any person or organization developing plans should include in their planning the infrastructure required to enable fabrication processes based on additive-manufacturing, such as power, robotics, and even human presence. Studies examining the types of infrastructure should be undertaken in tandem with the development of the additive manufacturing technology itself.




















