
Appendix F
Underground Coal Mining Methods and Engineering Dust Controls
An underground mine consists of the portals (entrance and exits to the mines), mains, submains, panels, and working faces. The panels are the working sections of the production operation. Depending on the mining method, a working section can have one or more working faces.
The mining activities that traditionally take place to advance a working face further into the coal seam, called unit operations, include cutting, drilling, blasting, loading, and hauling the coal from the current position of the face to the planned advance distance position of the face. Supporting the newly exposed roof and extending the ventilation arrangement and other utilities to the new working face are also considered unit operations. Auxiliary operations deal with activities that support the unit operations, include hauling of the coal from the panel to outside the mine; transporting miners and supplies in and out of the mine; maintaining the structural stability of mine openings, mains, and submains; maintaining the main ventilation system to provide fresh air and to dilute and carry away gases, dusts, and other harmful agents in the mine atmosphere; and ensuring water-handling and power systems are in proper operational condition at all times. The health and safety of the miner anywhere in the mine is very much dependent on the adequate planning, design, and operation of both unit and auxiliary operations.
The two major underground methods are referred to as the room-and-pillar method and the longwall method. In both methods, the coal seam is developed by driving entries and cross-cuts to create blocks or pillars of coal by the room-and-pillar method. In the past, separate machines were used for cutting, drilling, blasting, and loading the coal and the method was called conventional room-and-pillar mining. At the present time, in room-and-pillar mining, a continuous miner mechanically cuts and loads the coal onto a face transport vehicle which is usually a shuttle car. In longwall mining, the longwall shearer does the same job, cutting and loading the coal onto a face conveyor on which it rides. The introduction of modern longwall mining in the United States is comparatively more recent, about 60 years ago.
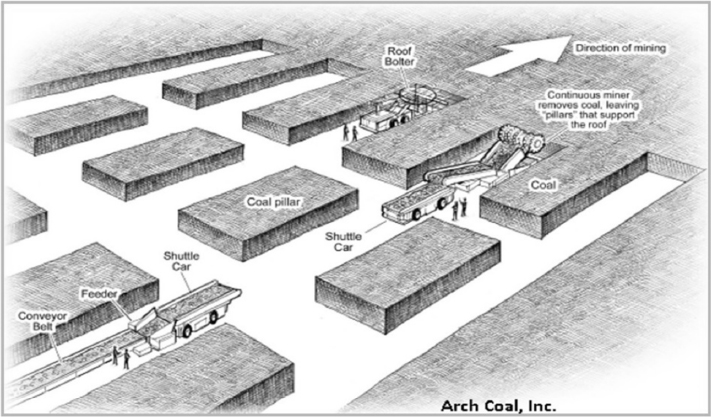
In a room-and-pillar mine (Figure F-1), a panel consisting of four or more parallel entries is driven to the predetermined boundary of the panel. A continuous miner is used for cutting and loading and shuttle cars to transport coal from the miner to the intermediate haulage. Cross-cuts are driven at suitable intervals to connect the entries, creating pillars. The size of the pillar is often determined by the decision as to whether to recover the pillars (called retreat mining or pillaring) or not. If the mining plan is not to recover the pillars, then the pillar size is more often determined by stability and other safety considerations so as to increase the coal recovery during the development of the pillars itself.
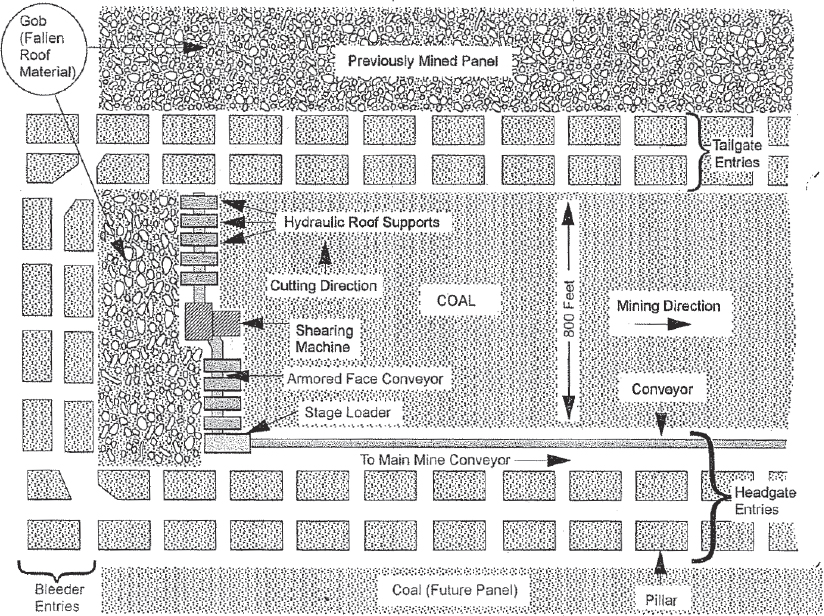
In a longwall mine (Figure F-2), the objective is to develop, in each panel, a wide (600 to 1,200 ft. or more) and long (6,000 to 15,000 ft. or more) pillar in the first stage. This pillar will be recovered by the longwall method in the second stage, allowing the roof to collapse in areas where coal has been recovered. In a typical longwall mine, there may be one or more longwall sections and three or more continuous miner sections that are needed for the development of the mains, submains, and panels (Evans and Ramani, 2006). While the longwall section accounts for the bulk of the production from a longwall mine, the continuous miner sections, depending on mining conditions and practices, can account for up to 40 percent of the total production.
There are several variations of each method. However, ever since the introduction of continuous miners in the late 1940s, room-and-pillar continuous mining has been gaining ground over conventional room-and-pillar mining. In recent years, room-and-pillar continuous mining accounts for more than 38 percent of the underground coal production (EIA, 2017). Room-and-pillar retreat mining currently accounts for a small fraction (less than 10 percent) of this underground production. Longwall mining had a slow growth in the United States in the early years,
contributing to less than 1 percent of the underground coal production in 1970 and to about 10 percent in 1980. However, its growth has been phenomenal in the last 30 years. At the present time, about 60 percent of the underground production comes from longwall mines.
ROOM-AND-PILLAR CONTINUOUS MINING SECTION
The schematic view of a room-and-pillar continuous miner section shown in Figure F-1 is a typical five-entry development where the continuous miner is shown working in entry 2 from the right, cutting and loading a shuttle car. The roof bolter is shown working in entry 3 from the right, bolting the roof. After the miner has advanced to the face in entry 2 to the planned extent, the miner will move to the next designated place. The bolter will move into entry 2 to support the newly exposed roof by inserting bolts in a planned sequence.
For a typical dual-split ventilation system, the intake air is brought through entries 2 and 4 and returned through entries 1 and 5 (see Bise, 2013). The continuous miner will advance the entry by 18 ft. or more in each cut. In general, there are two shuttle cars that cycle between the miner and the feeder-breaker at the conveyor belt for transporting coal. The feeder-breaker serves two purposes: it breaks large lumps of the materials and it evens out the load on the belt. After the planned number of cuts have been made, the power centers, belt, ventilation, and other accessories associated with the panel will be moved.
The specifics of a continuous-miner working section or panel—the number of entries, the cut sequence, the ventilation scheme, the haulage system, and particularly the dimensions of the pillars and entries—can vary from mine to mine, and even within a mine depending on whether the panel is a main, submain, or longwall development, or if pillaring is planned. In particular, the thickness of the seam, conditions of the roof and floor strata, and the gassiness of the seam are major considerations in determining the height and width of entries, the distance between crosscuts, and the number of entries. There are also equipment considerations such as remote-operated miners, battery- or diesel-powered shuttle or ram cars, and dual-boom bolters and such, which may be different from one operation to another and offer flexibility in section layout and cut-plan development. Several mines use a supersection, which uses two sets of equipment and one augmented crew in one section (the supersection) to decrease wait/idle time and increase production time. All these determine the production and the number of personnel employed in the face, their duties, and their locations. The number of personnel in the panel may include a continuous-miner operator and possibly a helper, roof bolter operator and helper, two shuttle car operators, a mechanic, a ventilation/utility miner, and a mine foreman.
Continuous-Miner Section Equipment
The major equipment list for a continuous-miner section would include the continuous miner, roof bolter, shuttle cars, feeder-breaker, panel belt, and utility scoop to carry supplies. Depending on the ventilation system and water problems, there may be other equipment such as auxiliary fans, portable water pumps, and rock-duster machines.
Continuous-Mining Dust Sources
The primary source of respirable coal mine dust (RCMD) in a continuous-mining section is the continuous miner. Dust is generated by the miner during the cutting and loading processes and this dust has great potential to be airborne. Miners who can be exposed to the airborne RCMD include not only the continuous-miner operator but also those who may be working downwind of the continuous miner. RCMD is generated during the drilling of the roof for installing roof bolts and roof bolter operators can be exposed to dust from the drilling process. There may be other sources of RCMD, such as dust from conveyors, dust from intake airways (due to reentrainment of settled dust in the floor and sides), and dust from rock dusting.
The designated occupation (DO), the occupation with the highest RCMD exposure, in a continuous-miner section is the continuous-miner operator. DO is sampled both by the operator and by the Mine Safety and Health Administration (MSHA) for compliance purposes. The second major source of RCMD in a continuous-miner section is the roof bolter. Roof bolter operators are also sampled as other designated occupations (ODOs). Designated areas in an underground mine are sampled for specific aspects, such as the point where coal is loaded onto a conveyor belt or transferred from one belt to another
According to MSHA RCMD sample data for the 4-year period 2001 to 2004 (17,000 personal samples), about 11 percent exceeded the 2 mg/m3 RCMD standard at the continuous miner and roof bolter occupations, and 20 percent exceeded the silica concentration of 100 µg/m3 (Colinet and Listak, 2007).
In the MSHA sample data for the 4-year period (2009-2012) shown in Table F-1, additional information is provided on miners working as shuttle car operators. Clearly, control of RCMD from continuous miner, roof bolter, and other sources is important in a miner section.
Basic Strategies for Dust Control
The basic strategies for dust control are generally sorted into three classes: engineering controls, administrative controls, and personal protection. The aim is to achieve the mandated RCMD standard in the atmospheric mine environment through the application of engineering controls and, where required, through administrative and personal protection measures. In another classification, the strategies for RCMD control are
- Prevention of formation;
- Removing the dust, that is, preventing it from entering the air stream;
- Suppressing the dust from becoming airborne (or decreasing the airborne propensity of the dust);
- Isolating the dust from the miners (keep the dust away from miners and the miners away from the dust); and
- Diluting the airborne dust to concentrations below the mandated levels through adequate ventilation.
While prevention of formation and from becoming airborne are two primary means to reduce the problem of airborne dust, the provision of adequate ventilating air to dilute the airborne dust and carry it away from the workers, and keeping the workers on the outby side of the dust sources, are equally important to reduce exposure to RCMD.
The application of those strategies has been greatly aided over the years by a number of developments in equipment design considerations and operating practices. As additional measures, miners may be provided with respirators but it is necessary to recognize that administrative controls and personal protection cannot be in lieu of engineering controls. Further, monitoring technology and sampling strategies for respirable RCMD measurement have evolved to assist miners, mine management, and mine inspectors in their efforts to comply with the prevailing ambient airborne RCMD standards.
TABLE F-1 MSHA RCMD Samples, 2009-2012
| Occupation/No. of Samples | RCMD > 2 mg/m3 | RCMD > 1.5 mg/m3 | Quartz Dust > 100 µg/m3 |
|---|---|---|---|
| CM Operator/15,237 | 3.7% | 8.8% | 9.7% |
| Roof Bolter/16,632 | 1.1% | 3.7% | 10.6% |
| SC Operator/22,294 | 1.3% | 3.7% | 0.0% |
SOURCE: Organiscak, 2014.
Continuous-Miner Dust Control
In a modern continuous-miner section, combinations of several of the strategies described in the previous section are practiced to control the generation, entrainment, and dispersion of dust. Effective dust control is achieved by control measures that are applied close to the dust sources and are well maintained. Miner education and training is an important part of these measures as well. The ventilation plan for the section needs to ensure adequate air to ensure dilution of the dust and gases to below their mandated concentrations. Major aspects of continuous-miner dust control are associated with
- Design of cutter bits and the cutter head speed;
- Frequent replacement of worn-out bits;
- Use of scrubbers on the machines to capture and remove the dust;
- Appropriate arrangement of water sprays, water flow rate, number of sprays, and the water pressure;
- Use of wetting agents;
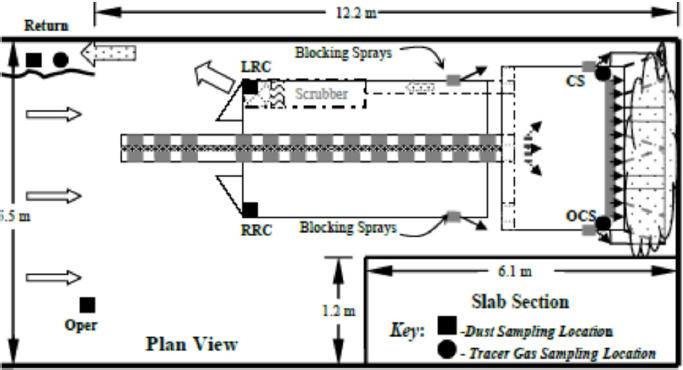
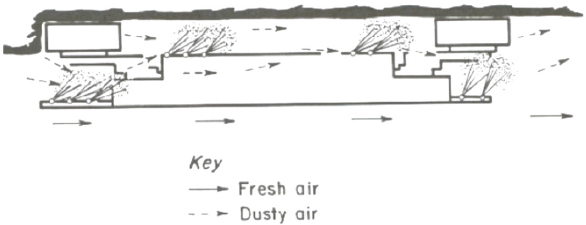
- Use of sprays, fans, and other means to course air currents toward dust sources and to conduct dusty air away from miners (Figure F-3 illustrates a water spray arrangement on a continuous miner);
- Face ventilation alternatives, including several auxiliary ventilation systems;
- Modified cutting practices; and
- Remote control of the continuous miner.
Roof Bolter Dust Control
Roof bolting can be done by wet or dry drilling. In coal mines, it is most common to use dry drilling. In most modern roof bolters, the primary dust control mechanism is the dry collection vacuum system. The drill cuttings are drawn into a dust collector box in the roof bolter through the drill bit, drill steel, and drill head by a vacuum pump. A precleaner collects large drill cuttings before they enter the drill box and deposits them in the mine floor. A filter in the dust box prevents the finer particles from passing to the blower. Proper maintenance of this collection system should prevent leaks of the dust-laden air into the mine atmosphere. A potential source of exposure to roof bolter–generated dust arises when the dust box and the filter are cleaned and replaced.
As with the continuous-mining machine, where worn cutting bits must be replaced, drill bits must also be replaced when worn to prevent excessive generation of respirable-size particles. The frequency of change-out depends on the hardness of the rock through which the bit progresses.
A major source of dust exposure for roof bolter operators is when working downwind of the continuous miner. To avoid such exposures, the canopy of the roof bolter may be so designed with a fan and duct system such that part of the air entering the entry is drawn into it, filtered, and then blown in the breathing zone of the bolter operator.
LONGWALL MINING SECTION
A schematic of a portion of a mine that has been laid out for longwall mining is shown in Figure F-4. As shown in the figure, the first longwall panel has been extracted and the working face is in the second panel. The length of the working face typically ranges from 800 to 1,200 ft. and the length of the panel from about 8,000 to 15,000 ft. In general, the height of extraction is the height required to provide adequate clearance for equipment and personnel. In thin seams and where part of the immediate roof parts from the strata above, this height may include some cutting of the roof strata as well.
Longwall Equipment
The details of the longwall face can be seen in Figure F-2. The major equipment in the longwall system is the longwall shearer, which cuts and loads the coal onto the armored face conveyor (AFC) on which it rides. The shearer slices away about 42 in. of the coal seam every time it travels from one gate to the other. The shearer and the AFC are under a canopy of roof supports, called shields, each either 5.74 ft or 6.56 ft. wide. Shields are self-advancing, powered hydraulic supports that carry the load of the overlying strata that has separated from the main roof. The load-bearing capacity of each of the shields can vary from 800 to 1,300 tons.
In a 1,200-ft.-wide face, there usually will be 209 shields, each equipped to operate either singly or in combination with neighboring shields, or to be activated by the shearer automatically at a predetermined distance after it has cut the coal in front of the shield. After the coal has been cut in front of the shield, the canopy is extended. Then, the shields push the AFC up to the face by fully extending their rams, after which they can pull themselves forward, allowing the broken strata that it was supporting to collapse into the opening behind them. The shearer can travel along the face, cutting and loading the coal, at about 40 to 50 ft. per minute, often limited by both the ability of shields to keep up with it and by the capacity of the outby coal clearance system.
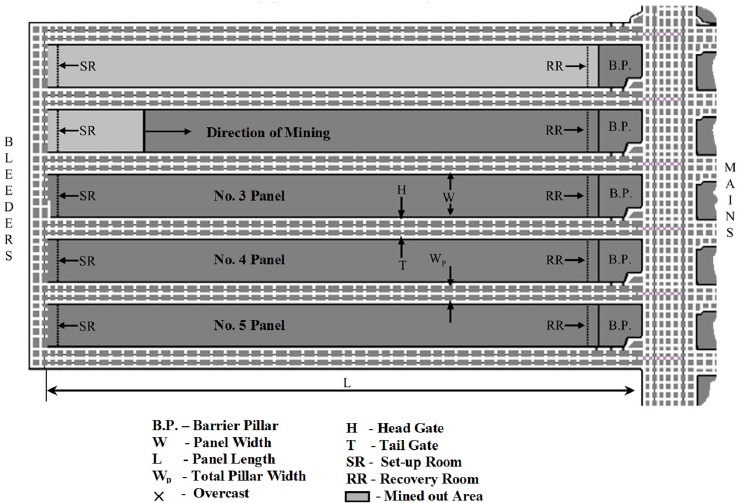
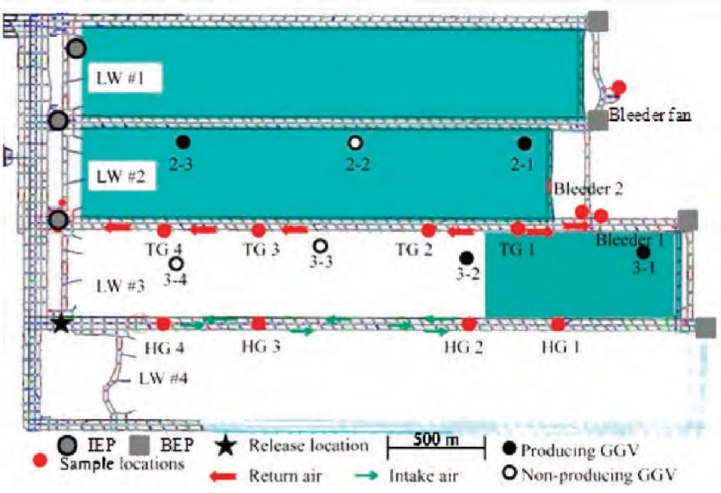
The high production and productivity of a longwall system arise from the truly continuous nature of the mining system and the potential it has for automation. In addition to proper selection of equipment to match the geologic conditions, ventilation planning is critical as the high production demands large quantities of air in the working faces to keep dust and gas concentrations under mandated levels. Shown in Figure F-5 is a ventilation schematic of a longwall mine in southwestern Pennsylvania. As can be seen, two longwall panels have been extracted, the third one is under extraction, and the fourth is under development. The results are from a study conducted by the National Institute for Occupational Safety and Health (NIOSH) to evaluate the performance of ventilation and bleeder system at this mine.
The gob gas ventilation holes to drain methane from the longwall gobs is an indication of the high methane problem in the mine. The bleeder fan, which handles part of the air from the longwall gobs, the active longwall, and longwall development, exhausts about 273,000 cubic feet per minute (cfm). The intake air is brought in through the headgate, where it splits, most entering the face, some returning through the belt, and some returning through the head gate. After ventilating the face, while leaking into the gob all the way through the face, the air again splits at the tailgate, part to the bleeder fan and part to the tailgate returns. The quantity of air entering the section at the release location was 190,000 cfm. The quantity near the headgate end was 150,000
cfm, whereas the quantity at shield 17 was 83,770 cfm, and at shield 186, 73,800 cfm. The quantity in the tailgate entry was 26,000 cfm. While these data represent a point in time, they shows the large quantities of air that are required to adequately ventilate a longwall face. These high quantities in the entrance to the face and along the face lead to high velocities in the face and facilitate entrainment of dust.
The personnel on a longwall face would depend on the length of the face and the level of automatic control and advance. An average face would include two shearer operators, often identified as the headgate operator and tailgate operator, two or more jack setters (shield operators), a mechanic, a headgate miner, and section foreman.
Longwall Dust Sources
The primary source of dust in a longwall face is the longwall shearer. The other sources of dust in a longwall face are shields, the armored face conveyor, and the stage loader. Sources on the intake side of the face include the intake air entry and the belt entry. The longwall shearer cuts in both directions (Figure F-2): with the airflow, when cutting from headgate to tailgate, and against the airflow, when cutting from tailgate to headgate. In either case, part of the shearer-generated dust cloud is entrained into the airstream. As the shields are advanced, broken material from above them falls through the opening between the shields and the dust is entrained into the flowing ventilation stream. The dust that is generated from the components of the material transport system—the AFC, the stage-loader crusher, and the belt—and from the intake airways also traverses from the intake side of the face to the return. In summary, any miner on the longwall face is exposed to dust that emanates from all dust sources that are on the intake side of the miner.
The DOs in a longwall section include the headgate and tailgate shearer. The other occupation sampled generally includes jack setters. Unless required for a very specific reason, such as the shearer operators or jack setters, it is always a good practice to keep all miners upwind of the shearer when it is cutting coal. It is also a good practice to keep the dust that is generated by the shearer confined to the face area and conducted away from migrating into the walkway anywhere near the shearer’s length.
While longwall faces had great difficulty in maintaining compliance with the RCMD standard of 2 mg/m3 initially, the situation improved over the years. During the period 2004-2008, mine operators and mine inspectors collected 6,600 and 1,321 valid samples, respectively, from longwall DOs. About 11 percent of each of these samples exceeded the stated compliance levels (Colinet et al., 2010). In the MSHA sample data for the 4-year period (2009-2012), shown in Table F-2, additional information is provided on miners working jack setters. These data reveal that dust control in a longwall section is more difficult than that in a continuous-miner section.
Basic Strategies for Longwall Dust Control
The basic strategies for dust control discussed earlier are all applicable for longwall dust control. There has been tremendous improvement in the control of dust from every source in the longwall face (Rider, 2016). At the same time, the tremendous increases in production and productivity present great challenges to keep the RCMD concentrations under mandated requirements. The ventilation plan for the longwall section must be so designed to ensure that there is adequate air quantity for ventilating the face—to dilute the dust and gases to below their mandated levels and carry them away.
Shearer Dust Control
The shearer is the major source of dust in a longwall face. The control of dust from the shearer involves a combination of strategies to reduce the production of dust by maintaining the cutting bits and drums in good condition, to capture the dust after it is formed, to suppress it from becoming airborne, and to keep the dust away from the working area or walkway near the shearer where the shearer operators generally position themselves. There are a large number of spray systems associated with the shearer: (1) drum-mounted water sprays, which can number anywhere from 35 to 62, to spray water directly at the point of coal-bit contact, (2) sprays on the top
end of ranging arms, directed toward the face, and (3) a directional spray system which splits the intake air into two splits, one that flows through the walkway and the other along the face and which consists of three distinct components, (a) the headgate splitter arm, (b) the shearer-mounted sprays directed toward the face and downwind, and (c) the tailgate splitter arm or spray manifold. The idea of a scrubber for a longwall shearer—much like a flooded bed scrubber for continuous miner—is under research and development. An arrangement of water sprays on the shearer is depicted in Figure F-6.
Shield Dust Control
In most modern longwall mining, the shields’ advance is automated and is initiated by the advance of the shearer. In general, the shields are advanced within five shields of the trailing drum. Sprays have been mounted on the canopy of the shield to discharge water on top of shields. Shearer-activated sprays have also been installed under the canopy of the shield to direct water from the shield to the tip and the spill plate of the shearer, creating a moving curtain to suppress the shield dust. The maintenance of these sprays in operational condition is key to their effectiveness. Additional sprays (gob side sprays, side sprays, and washdown sprays) are also employed to reduce the dust generated by the shield movement. Application of foam for longwall shield dust control is also being experimented. An image depicting water sprays mounted on shields is given in Figure F-7.
Other Sources
The stage loader/crusher component at the headgate of a longwall is generally completely enclosed. The dust control from this source is addressed by proper design of the transfer/loader/crusher system sprays, adequate construction to eliminate leakage of dust-laden air from the system, adequate airflow in the entry, and good maintenance around the area where coal transfer to the belt takes place.
When the shearer is cutting out near the headgate entry, there is significant potential for dust exposure due to the high velocity of air and the open area. The control of ventilation and the location of the miners are important operational practices to reduce the exposure.
TABLE F-2 Longwall MSHA RCMD Samples, 2009-2012
| Occupation/No. of Samples | RCMD > 2 mg/m3 | RCMD > 1.5 mg/m3 |
|---|---|---|
| LW tailgate operator/755 | 4.9% | 14.1% |
| Jack Setter/1495 | 7.4% | 19.3% |
SOURCE: Organiscak, 2017.

DUST CONTROL PLANS
Every underground coal mining section in the United States operates under a MSHA-approved mine ventilation plan, which contains provisions for methane and dust control, as specified in 30 CFR 75.370. The dust control portion of the ventilation plan is specifically developed by the mine operator for each section in the mine and approved by the MSHA District Manager. Additional requirements for dust control provisions are specified in 30 CFR 90.300 and 90.301 for Part 90 miners, who have been diagnosed with coal mine dust disease. The dust control plan provides detailed descriptions of dust control measures to control miners’ exposures at less than the allowable limit. In addition, it specifies sampling locations for monitoring purposes and serves to assess the performance of the process controls for respirable dust generation, entrainment, dispersion and control. The dust control plan provisions must be measurable and verifiable. Box F-1 provides examples of items included in dust control plans for longwall mining units. Box F-2 provides examples for continuous miner units.
SUMMARY
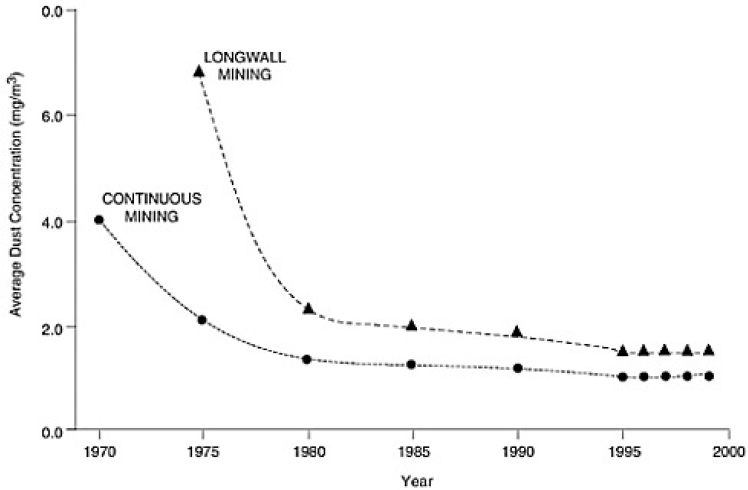
When the 1969 Coal Mine Health and Safety Act was enacted, U.S. coal production was about 600 million tons with about 60 percent underground mining and 40 percent surface mining. Longwall mining accounted for less than 1 percent of the underground production; room-and-pillar continuous mining accounted for about 50 percent of the underground production. By 2015, underground mining accounted for only 35 percent of U.S. coal production. The amount mined was 300 million tons; longwall mining and room-and-pillar continuous mining accounted for about 60 and 39 percent of that production, respectively. The average RCMD concentration in underground coal mines has been decreasing (Figure F-8), albeit rapidly from the 1970 to 1980 and somewhat less so after that. According to Meikle (2017), the average RCMD concentrations in continuous and longwall mining sections were less than 1.0 mg/m3.
REFERENCES
Arch Coal, Inc. 2012. Annual Report Pursuant To Section 13 Or 15(D) Of The Securities Exchange Act Of 1934. Washington, DC: U.S. Securities and Exchange Commission. Online. Available at https://www.sec.gov/Archives/edgar/data/1037676/000104746912001909/a2207536z10-k.htm (accessed May 16, 2018).
Bise, C. J. 2013. Modern American Coal Mining: Methods and Applications. Englewood, CO: Society for Mining, Metallurgy and Exploration, Inc. p. 563.
Colinet, J. F., and J. M. Listak. 2007. Reducing Dust Generation and Optimum Suppression Techniques. Presentation to Controlling Respirable Coal Mine Dust in Underground Mines National Mine Health and Safety Academy, July 25, 2007, Beckley, WV [online]. Available at https://arlweb.msha.gov/s&hinfo/blacklung/ControlDust2007/NIOSH%20PRL%201-97.pdf (accessed April 26, 2018).
Colinet, J. F., J. P. Rider, J. M. Listak, J. A. Organiscak, and A. L. Wolfe. 2010. Best Practice for Dust Control in Coal Mining. Information Circular 9517. DHHS (NIOSH) Publication No. 2010-110 [online]. Available at https://www.cdc.gov/niosh/mining/userfiles/works/pdfs/2010-110.pdf (accessed November 2017).
EIA (U.S. Energy Information Administration). 1995. Longwall Mining. DOE/EIA-TR-0588 [online]. Available at http://webapp1.dlib.indiana.edu/virtual_disk_library/index.cgi/4265704/FID1578/pdf/coal_nuc/tr0588.pdf (accessed November 2017).
EIA. 2017. Annual Coal Report 2016. [online]. Available at https://www.eia.gov/coal/annual/pdf/acr.pdf (accessed August 2018).
Evans, A. M. and R.V. Ramani. 2006. Coal Mining. Encyclopedia Britannica. Online. Available at https://www.britannica.com/technology/coal-mining (accessed May 16, 2018).
Matetic, R. J. 2017. Presentation from Director of NIOSH Pittsburgh Mining Research Division, NIOSH Information for NAS Committee on Respirable Coal Dust to Committee on the Study of the Control of Respirable Coal Mine Dust Exposure in Underground Mines, Washington, DC, February 8, 2017.
Meikle, G. 2017. Presentation from the Chief of Health for Coal Mine Safety and Health, MSHA to Committee on the Study of the Control of Respirable Coal Mine Dust Exposure in Underground Mines, Morgantown, WV, June 29, 2017.
NRC (National Research Council). 2002. Health and safety risk and benefit. In Evolutionary and Revolutionary Technologies for Mining. Washington, DC: National Academy Press, pp. 47-52.
Organiscak, J. 2017. Personal communication.
Organiscak, J. 2014. Controlling Dust on Continuous Mining Operations [online]. Available at https://arlweb.msha.gov/endblacklung/docs/4%20Continuous%20Miner%20Dust%20Control_Beckley%202014.pdf (accessed May 20, 2018).
Organiscak, J., and T. Beck. 2010. Continuous miner spray considerations for optimizing scrubber performance in exhaust ventilation systems. Minerals Engineering 62(10):41-46 [online]. Available at https://pdfs.semanticscholar.org/b132/d1ee660fe7916429c857106b3f14ab00537f.pdf (accessed November 20, 2017).
Peng, S. 2006. Longwall Mining. Second Editon. pp. 621.
Ramani, R. V., M. C. Radomsky, J. P. Flick. 2003. Control of Airborne Respirable Dust Hazards: A Training Program for Underground Coal Miners,” by, The Penn State Miner Training Program. Available at http://miningquiz.com/powerpoints/dust_and_silica.htm (accessed June 17, 2018).
Rider, J. 2016. Sound Practices to Control Respirable Dust on Longwall Operations and Ongoing. Presentation at MSHA Coal Mine Respirable Dust Control Summit, National Mine and Safety Academy, December 6, 2016, Beckley, WV [online]. Available at https://arlweb.msha.gov/endblacklung/docs/niosh-lwdc.pdf (accessed November 17, 2017).
Rider, J. P., and J. F. Colinet. 2001. Reducing worker exposure to dust generated during longwall mining. In Proceedings of the Seventh International Mine Ventilation Congress, June 17-22, 2001, Krakow, Poland. S. Wasilewski, ed., Krakow, Poland: Research & Development Center for Electrical Engineering and Automation in Mining (EMAG), pp. 275-282.
Schatzel, S., R. Krog, and H. Dougherty. 2012. Field study of longwall coal mine ventilation and bleeder performance. Transactions of the Society for Mining, Metallurgy and Exploration 330:388-396 [online]. Available at https://www.cdc.gov/NIOSH/Mining/UserFiles/works/pdfs/fsolc.pdf (accessed November 17, 2017).













