
4
Monitoring and Advanced Diagnostics to Enable Additive Manufacturing Fundamental Understanding
The third sessions of the workshop discussed in situ monitoring and advanced diagnostics to enable additive manufacturing (AM) fundamental understanding (e.g., metrology). AM provides a fundamentally different way from conventional manufacturing to build components. In contrast to conventional manufacturing, where metrology is executed after all material is removed, AM metrology can occur during the process and corrective actions can be taken in situ. It is expected that in-process metrology will provide a probabilistic result (quantifying quality and conformance uncertainty) instead of a binary result. Thus, metrology for AM will be interpreted and represented differently from classical metrology. Furthermore, AM processes offer the opportunity to quantify errors and correct them in-process by incorporating nondimensional sensors, resulting in significantly different closed-loop process control systems. AM enables the manufacture of multi-material and functionally-graded material components. Such a capability will require a new set of in-process sensor tools to validate material quality, composition, and key performance parameters.
Ade Makinde (GE Global Research Center), Joseph Beaman (University of Texas), Jian Cao (Northwestern University), David M. Keicher (Sandia National Laboratories), Edwin Schwalbach (Air Force Research Laboratory), and Yu-Ping Yang (EWI) discussed the following questions:
- What are the in situ and diagnostics challenges specific to AM and what methods need to be developed?
- What new types of diagnostics and sensors are required to probe AM-fabricated materials?
- What recent advances in experimental methods can be leveraged?
- How is uncertainty analysis integrated into process monitoring and diagnostics capabilities?
- Given that AM enables the realization of both design geometry and multi-material characteristics, how should digitally-compatible computational and design tools be developed to address and integrate multi-material and geometric information into the functional design and manufacturing process?
- How can the overall data collected during the in situ measurements be used for design iteration, analysis inputs, optimization, quality assessments, and post-product delivery?
PROCESS MODELING AND DIAGNOSTIC CONSIDERATIONS
Ade Makinde, GE Global Research Center
Ade Makinde began with an overview of AM at GE. He explained that different laser processes are in use internally, including powder bed (i.e., DMLM and E-BEAM), wire-fed, and powder-fed, and materials being examined include alloys (Al-, Fe-, Co-, Ni-, Ti-, etc.), refractory metals, ceramics, and polymers. GE has an AM development center for aviation—with a high volume AM facility that produces thousands of parts per year—and a corporate facility to drive innovation and implementation of advanced manufacturing technologies across the organization.
Process development, Makinde noted, depends on many different considerations with respect to materials, design, process machines, process planning, heat treatment, and post-processing. These factors are described below, and he cautioned that each of these factors contain uncertainties that need to be understood to avoid propagation throughout the whole system.
- Materials. The mean particle size, particle size distribution, morphology, composition, porosity, flowability, packing density, and material properties are all important to consider for the powder.
- Design. Design constraints exist such as operating and tolerance requirements as well as feature resolution and geometry.
- Process machines. AM machines also have their own specifications such as the laser type (e.g., wavelength, power), laser spot size and
-
variation, atmosphere and inert gas flow rate, preheat temperature and uniformity, humidity, material delivery, layer uniformity, residual stress build-up, and powder handling and reuse.
- Process planning. The process planning specifications include part orientation, path planning, build preparation, scan-paths factors (e.g., pattern, power, velocity, and layer thickness), support structure generation, and others imposed by the operator.
- Heat treatment. There are also metallurgy considerations during heat treatment including the as-built microstructure, temperature, ramp rate, phase formation, hold time, and atmosphere.
- Post-processing. Post-processing to achieve a defined surface finish depends on the process method, final surface finish, material composition, feature fidelity, tolerances, and hot isostatic press.
He highlighted some process issues such as rough edges and sagging on overhangs and particles being ejected from the desired area. Several types of sensors are needed to probe the AM process for errors: high resolution cameras and enhanced sensing for the melt pool, temperature, humidity and moisture, gas flow, and vibration, as well as methods to look into the powder bed, stress cracking detection, and packing density. While there have been several advances over recent years—including improved control of thermal lensing and the melt pool, enhanced information about the melt pool and powder bed, improved powder delivery, and decreased cost of implementation of in situ systems—Makinde highlighted the following in situ and diagnostics challenges in AM:
- High data rate collection is needed.
- Very large data sets need efficient and fast data reduction algorithms.
- Lack of sensors exist to capture the melting process in real time.
- High solidification rate (greater than 100,000 K/s) thermodynamic database does not exist for microstructure modeling.
- Non-uniformity of environmental conditions exists across the build chamber.
- Lack of access to machine process control information.
- Large area with localized high temperature spots exists, which is a challenge for infrared measurement systems.
Makinde discussed some experimental methods for in situ monitoring that are being used, including photodiodes to see variation in melt pool
size and geometry, high-speed imaging of the melt pool, and a closed-loop control interface monitoring module integrated with laser signals. Ultrasound is also used but he explained that porosity and cracking detection in a noisy environment pose challenges. Similarly, infrared and pyrometer can be used but thermography of a large area with localized hot zones is difficult. He also mentioned that high energy X-rays are used in research for fundamental process understanding but are not currently practical in industry production.
Integration of uncertainty analysis into process monitoring and diagnostics is important. Makinde noted that variability in surrounding conditions (e.g., heat transfer, laser spot size, and thermal lensing) across the build plate and during the build affects the part and deterministic modeling is insufficient. Powder packing varies from machine to machine (e.g., differences in re-coater, speed), as do thermal properties such as absorptivity and conductivity. Powder reuse would also make a large impact on AM viability in industry, he emphasized. He said a Bayesian hierarchical model (BHM) coupled with detailed physics-based models of melt pool is needed to compute and manage variability.
In situ measurements for design iteration, inputs, optimization, and quality can be validated with a high-fidelity physics model and then BHM can be used to manage and control variability for integration into design practices. This could improve the estimates of part life and the understanding of the interaction between the different stages of the process (e.g., powder size and distribution, laser, process parameters, part orientation, support structure, material properties such as surface tension and viscosity, surface finish, distortion and residual stress, and microstructure). He concluded by emphasizing that BHM could be used to develop fast, reduced-order models incorporating new build and legacy data to update the uncertainty models for use in real-time computations with integration into process monitoring.
BARRIERS TO WIDESPREAD ADDITIVE MANUFACTURING
Joseph Beaman, University of Texas at Austin
Joseph Beaman explained that the original goal of AM was to go directly from a CAD model to part manufacturing, avoiding the usual part-specific tooling and human intervention. He and his collaborators pioneered voxel manufacturing, or layered manufacturing, to make parts
more quickly without fixtures or supports. They approached this by building machines that use a powder bed to support the structure implicitly. He commented that there are several market differentiations that fall within the umbrella of AM, and each balances strength and accuracy differently:
- Concept models, where form and fit are important but strength is not essential (e.g., architectural models);
- Patterns, where accuracy is essential and surface finish is important but strength requirements are low (e.g., casting applications);
- Machining forms, where strength is essential but accuracy is less essential because the part will be machined after it is built;1
- Prototyping, which aims to balance moderate accuracy and moderate strength to achieve a durable snap-fit part; and
- Manufacturing, which achieves high strength and high accuracy, is the ultimate goal of AM.
To get to widespread manufacturing, Beaman noted that several barriers need to be overcome, including those related to surface finish, production speed, cost of machines and materials, variation from part to part (mostly due to inadequate process control), and materials availability.
Several AM processes were discussed. The first process he introduced was stereolithography, which is a photopolymer process useful for patterns because the liquid process results in a smooth surface finish. The fused deposition modeling process currently dominates the hobby market. Inkjet systems can be good for patterns with limited applications for structural parts. He explained that the laser deposition process has many potential applications (e.g., multiple materials) but can be prohibitively expensive.
Process control is currently limited to nylon polymer structures because they can be processed without support structures. Beaman gave a quick overview of the history of selective laser sintering (SLS) thermal process control for direct polymer laser sintering (DPLS). In 1990, the process was to use a thermocouple temperature sensor in the part bed in conjunction with heaters in the part bed and the feed. Within a couple years, an infrared sensor on the part bed replaced the thermocouple sensor and made the process much easier to control. By 1994, three infrared sensors were being
___________________
1 Beaman noted that these have an advantage over conventional production in that less machining is required, and therefore less material is wasted. However, the machining process can still be time-consuming.
used, including two in the feed cylinders and one on the part bed, which allowed for warm-up and cool-down profiles to be developed. By 2001, control was further improved by employing infrared sensor drift correction, a physical flapper to control convective currents, and heater spatial variation correction. In 2004, multi-zone heaters and door sealing were utilized. The commercial SLS thermal process control for direct metals has no thermal control, Beaman explained. Instead, structures are built on a plate using support structures to help control thermal warping. Heat treatment is used to anneal parts with support structures and then the supports are then machined off, and the parts are machine finished. He commented that even though the process is complicated, it can still make complex shapes that cannot be made any other way.
He highlighted two main challenges in manufacturing: the necessary certification of SLS as a manufacturing process and the repeatability of geometry and properties. Improved process control for AM is required for the manufacturing market, Beaman commented. He emphasized that small production lots are often high value but every part needs to be precise and reliable without the advantage of learning on the part. He argued that process control is the biggest roadblock to using SLS but improving it is not an easy problem because the measurement environment is noisy with uncertain control actuation, and the time-temperature window required to process desired materials can be very tight.
Beaman highlighted three enabling technologies for small lot process control today, including advances in high-fidelity multiphysics computer models; advances in modern, nonlinear estimation and prediction; and inexpensive parallel computing. He also commented that modern Bayesian estimation methods can give predictions of the states of the system with characterized uncertainties. He explained that this is a two-step estimation process. The first is to propagate probability density function in real time from the physics-based model starting at t1 and the second is to take a measurement at time t2 and update probability. The difficult part is that probability propagation and Kalman filters are typically used for linear problems, while Monte Carlo is used for nonlinear problems.
Beaman and others are currently developing a laboratory scale system for process control test bed called LAMPS. This is a high temperature polymer system (approximately 350°C) with in situ measurement, open architecture software, and multiple new measurements and control inputs.
In conclusion, Beaman emphasized that the opportunity for layer-by-layer process control (both measurement and analysis in real time) is unique
to AM. He stressed that small lots require new types of process control, including multiple measurements and real-time multiple physics. He stated that AM systems will be changing and newer methods will emerge, but AM is more complicated than most existing manufacturing processes. He cautioned that instituting standards at this point could limit innovation. Lastly, he stated that the cool down is important and should not be overlooked.
DIRECTED ENERGY DEPOSITION AND ELECTROSPINNING
Jian Cao, Northwestern University
Jian Cao began with an overview of directed energy deposition (DED), where powder is fed into a laser path with shielding gas. She highlighted three industrial applications of DED. The first is hybrid additive and subtractive machining used to make prototypes and small series production of complex lightweight and integral parts (e.g., for die and mold, aerospace, automotive, and medical applications). In this application, the flexibility of AM is combined with the precision of the cutting technology, making this process attractive to industry. She explained that a part can be built up in several steps and intermediate machining operations are possible. This hybrid process can achieve large and complex parts. The second application is the repair of worn medical, die and mold, and aerospace (e.g., blade tip) components. The third application is for corrosion and wear-resistant coatings on mold making, offshore drilling, machine tool, and medical parts.
Process parameters affect the quality of the final part, including powder deposition parameters (e.g., powder flow rate, shield gas flow rate, nozzle type, and powder shape, size, and type), laser parameters (e.g., laser spot size, scanning speed, power, and type), geometric parameters (e.g., hatch spacing, layer height, and build geometry and strategy), and substrate parameters (e.g., substrate surface condition, temperature, and size). She gave a few examples of how these parameters can impact results. If the powder flow rate is too low, the excess energy melts the substrate; if it is too high, the bond between layers can be weak (Imran, Masood, and Brandt, 2010). If the shielding gas flow rate is too low, oxidation occurs. If the laser power is too low, the powder will not sufficiently melt and porosity develops (Zhong et al., 2015; Imran, Masood, and Brandt, 2010). On the other hand, if the laser power is too high, trapped gas can lead to another type of porosity (Wolff et al., 2016). Changing the laser type and the corresponding wavelengths (e.g., from an infrared laser to blue laser) can potentially greatly
improve the absorption of laser energy and improve precision.2 However, the cost of the new lasers can be a factor. The scan speed and laser power can affect the underlying microstructure (Kobryn, Moore, and Semiatin, 2000). Different build geometries can also impact porosity (Susan et al., 2006) and deposition direction can impact the microstructure (F. Liu et al., 2011).
Cao mentioned several sensing and characterization methods. Two approaches toward real-time melt pool sensing use either imaging with infrared and visible-wavelength cameras or emission detection with variations of optical pyrometry or spectroscopy (Dunsky, 2014) or acoustic wave (Sherman, Liou, and Balogun, 2015). Two powder delivery rate sensing methods discussed by Cao utilize either an electronic scale to measure the change of weight of metal powders in the hopper or an optoelectronic sensor to decrease laser energy when the powder delivery rate is increased (Hu and Kovacevic, 2003). Techniques to use laser ultrasonics to detect porosity are also being developed (Slotwinski, Garboczi, and Hebenstreit, 2014). In situ X-ray diffraction is being used on rapidly heated and cooled Ti alloys to examine crystallographic phases (Leinenbach, 2015). Neutron diffraction can penetrate deeply into a part and can be used to measure stress (Hoye et al., 2014). A novel submicron X-ray microscopy can be used for subsurface imaging and reveals three-dimensional microstructure (Lavery et al., 2015). Cao noted that process control is difficult but there are ongoing efforts in powder flow control (Tang et al., 2008), layer height control (Song et al., 2012), and heat input control (Mazumder, 2015) that may help.
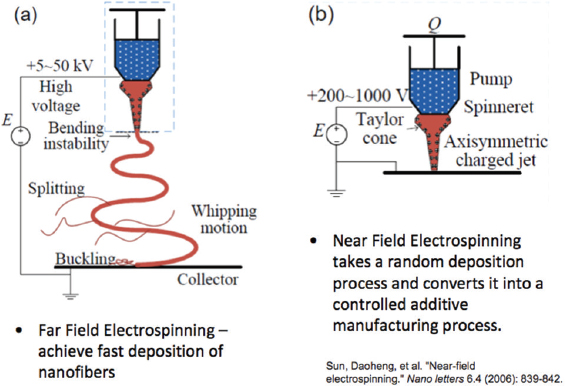
Cao also gave an overview of the electrospinning process, as shown in Figure 4-1, where a high voltage is applied to the nozzle and plate collector, resulting in far-field electrospinning when the nozzle is far from the plate. This achieves fast deposition of microfibers and nanofibers. When the nozzle is close to the plate, near-field electrospinning takes a random deposition process and converts it into a controlled AM process. She emphasized that electrospinning has unique in situ monitoring requirements due to printing via continuous nanofiber and microfiber deposition. The system typically operates using open-loop control, and metrology and characterization are typically done after deposition via a scanning electron microscope. Process parameters for electrospinning include electric field strength, flow rate, deposition speed, and evaporation rate. She explained that the online diagnostic requires high magnification and high temporal resolution of
___________________
2 Nuburu, Inc., for example, makes a high-power and affordable blue laser that could potentially be used for AM.
the deposition process over large areas as the fiber diameters range from approximately 5 nm to tens of microns and the collector speeds range up to hundreds of millimeters per second, with areas of tens of centimeters. The monitoring of the fiber in flight aims to track the diameter, speed, and orientation (Kim et al., 2010; Huang et al., 2003). This monitoring can be a challenge. She noted that current in situ sensing is limited to environmental control (e.g., humidity, temperature), electrical current, and limited optical feedback (D.L. Liu et al., 2011; Samatham and Kim, 2006).
There are several applications of electrospinning, including three-dimensional cell scaffolds for cell growth and drug testing (developed by Electrospinning Company), air filters and battery separators (developed by Elmarco), and AVflo™ vascular access grafts with multilayer structure (developed by Nicast). Cao explained that electrospinning can also be used to produce copper nanofiber webs for use with flexible electronics; their high fiber density leads to resistance reduction, high transparency, and conductivity (Wu et al., 2010; Hochleitner et al., 2015; Zheng et al., 2010; Wang et al., 2012). Efforts are under way to increase process control (Martinez-Prieto et al., 2015). Results show increased repeatability in depo-
sition and increased fiber deposition control when the secondary electrode is used. Other efforts include the proposed stationary electrode ring designs, with either one or four independent potentials, and the electrospray-assisted Langmuir-Blodgett assembly (Nie et al., 2015) to help prevent particle aggregation.
With respect to research needs, Cao commented that more advanced digitally-compatible computational design tools are needed to integrate multi-material and geometric information into the design of manufacturing processes considering uncertainties. She emphasized that many of the limitations of AM can be addressed with predictive simulation paired with equipment innovation, effective process control, and a strong understanding of the processes, materials, and properties involved. In concluding, she acknowledged her funders3 and collaborators4 in these areas.
DISCUSSION
Following their presentations, Ade Makinde, Joseph Beaman, and Jian Cao participated in a panel discussion moderated by Anthony DeCarmine from Oxford Performance Materials. An audience member began by elaborating on the case study Joe Bishop of Sandia National Laboratories presented on the AM titanium preform. He noted that the company that built the AM machine went out of business in part because it lacked process feedback control and process monitoring. It was a gravity-fed powder process with a CO2 laser that resulted in a significant amount of unfused powder particles, and the AM part required substantial machining. This experience led researchers to collaborate in the development of e-beam wire-fed AM with closed-loop process feedback control.
A national laboratory participant suggested two ways to add computational power to the feedback loop. The first is taking a lesson from tomography machines by integrating GPU and other processors into the machines. The second approach is to utilize commercially-available cloud computing on networked machines. Makinde agreed that cloud computing has a lot of potential in this area. Bishop wondered if cloud-based systems are a practical real-time approach and if data security is a concern. The
___________________
3 Sponsors include NIST, NSF, DOD, and DMG MORI.
4 Collaborators include Sarah Wolff, Jacob Lee Smith, Jennifer Lynn Bennett, Fuyao Yan, David Pritchet, Hong-Cin Liou, Nicolas Camilo Martinez Prieto, Ebot Etchu Ndip-Agbor, Zequn Wang, Oluwaseyi Balogun, Wei Chen, Kornel Ehmann, Jiaxing Huang, Greg Olson, Wing K. Liu, Federico Sciammarella, Joseph Santner, and Eric J. Faierson.
participant commented that most of the major cloud computing companies have comprehensive security considerations that may alleviate security concerns and that real-time is approachable, with a potentially higher cost to avoid long wait times.
A participant asked about the effect of vibration sensitivity on part quality. Makinde said that vibration is an issue that has not been sufficiently addressed; he stated that many of the machines available today will only work for prototype applications because industrial applications demand more reliability. Bishop also agreed this is a concern. Cao commented that, to combat this issue, the machine she and her collaborators are building rests on a granite table to significantly reduce vibration impact. An online participant noted that the U.S. Navy attempted to use AM onboard ships but struggled to overcome vibration and machine motion.
An online participant noted that powder-bed processes seem to work well for single-metal AM but wondered how these processes could adapt to the realm of multiple materials. Bishop responded that multiple materials are perhaps too challenging in a powder bed; he believes multi-materials parts will have to be constructed using a deposition process.
A participant wondered about which sources of variability the AM community should be concerned. Bishop and Makinde commented that multiple machine variability is challenging and approaches to minimize it are being pursued actively in industry, including approaches to account for variability in the design process. Cao noted that laser and sensor degradation are contributors to the variation. She suggested that translating functional metrology to AM to combine simulation and experimental data could offer a future approach to part qualification and certification, given potential variation. Another participant asked if it is possible to create standards for machines, control, or process to help improve variability. Bishop said that standards could be created for geometries with specific materials, assuming there are agreed-upon ways to measure compliance, and this could be useful to advance machine manufacturing. Makinde agreed that standards in conjunction with the machine calibration already done could help. Cao emphasized that it is important for users to understand machine idiosyncrasies and learn to calibrate accordingly.
A participant asked about part aging and if there are approaches to sample and monitor parts after they have been produced (e.g., integrating diagnostics into the monitoring). Makinde stated that for metal parts, the as-built microstructure is usually not preferable so the part is then put through a heat treatment to achieve a desired microstructure. Phase fields
are used to understand the thermocycles that need to be implemented. A HIP treatment is also often done to address porosity. Bishop noted that data from the various phases of development could be stored to create a digital thread of each layer of a part to then compare with experimental testing. Makinde said these data are often compared to explore potential areas of concern. This can create a solid understanding of how the part will work now but the technology is not available to reliably reproduce the part on a different machine at a different time.
A participant asked about how to mitigate crack formation when utilizing laser powder-bed diffusion at the lower temperatures at which machines typically work (below 500ºC). Bishop responded that the base plate can be heated (up to 400ºC), but it is difficult and expensive to heat uniformly higher than that. In response to another question about technical advantages needed to build better metal parts, Bishop said that better thermal control is needed to build with fewer support structures and base plates.
A participant from a national laboratory asked Bishop if there is a way to go back to previous voxel efforts to design with uncertainty. Cao commented that this is being explored. Wing Kam Liu agreed, noting that voxel efforts for CAD are utilized but performing the conforming mesh simulation can be prohibitive.
An audience member asked a question about monitoring and calibration: If this is done layer-by-layer, is there a minimum number of layers that has to be calibrated to control quality? How can the resulting data be used for predictive or monitoring purposes? Bishop noted that when many parts are built, one part could be used for calibration without much marginal expense. He suggested that modeling could be used to extrapolate findings from one part to a different geometry. Makinde stated that the emphasis needs to be on the entire process development to determine the correct parameter set for a specific build. He said the data coming out of the process is substantial and difficult to handle and use. Cao said that numerical models rely on design parameters that can be tweaked and it is difficult to make these parameters universal; improvements will come from a better understanding of the underlying physics and the sensors used to capture information. Makinde suggested that Bayesian analyses can be used to incorporate information from past processes to improve future processes.
A participant asked about metal powder recycling and the point at which reuse becomes problematic. Makinde acknowledged this has been studied by some researchers. Bishop said that reuse is often approached by mixing reused powder with new powder.
ENHANCING END-USER CONTROL
David M. Keicher, Sandia National Laboratories
David M. Keicher explained that he and his collaborators5 are looking at how to approach AM differently to improve the experience of the end users. There are a number of unique AM machines and each uses unique black-box software. He highlighted some challenges in AM, including a lack of confidence in the integrity of AM parts, the need to accelerate integration of model-based processing into AM, user-unfriendly equipment, closed architecture of machines, and variations in feed stocks. AM-specific diagnostics challenges include detecting occurrence of build defects, providing a metric for quality control, controlling dimensional accuracy, and enabling platform-independent printing. He emphasized that a combination of process and system diagnostics is needed.
Some examples of potential diagnostics were given. The first possibility was real-time spatially-resolved defect and geometry detection. This can be an open-loop process with data collection and analysis for quality control or a closed-loop process with data collection and analysis for real-time control. Another possibility he mentioned is to use system diagnostics for process transfer, including beam spot size measurements, laser power measurements, and state-of-health monitors (i.e., optics). He discussed a closed-loop process control with the LENS system, explaining that the closed-loop process control enables process consistency but does not move away from empirically-based process development. He also mentioned model results for melt pool control where process modeling is able to replicate real-world behavior of the melt pool with and without closed-loop process control.
Prior LENS research, Keicher explained, has focused on graded composition demonstration and process characterization modeling (e.g., a part heats up during the build and the heat flow changes, resulting in different microstructures and properties across the part) using a variety of LENS metals (e.g., Ti-6Al-4AV, Aeromet 100, stainless 304L and 316L, tool steels, Inconel, and graded NiTi). He emphasized that this approach has a number of advantages but questioned why it is not being used more heavily.
He explained that the current approach to AM disconnects the theoretical and experimental capabilities (e.g., predictive modeling, process knowledge, and diagnostic results) from the end-user application (e.g., process,
___________________
5 Adam Cook, Josh Sugar, Daryll Dagel, Grant Grosseetete, Lauren Beghini, and Arthur Brown.
qualification, reliability, and product assurance). Efforts in both areas are important and opportunities exist to leverage developments in each area to accelerate adoption of AM. Tools are needed to bridge this gap. He highlighted validation as a means to connect and accelerate new process development, noting that model-based experiments lead to new process development for new materials and multi-materials, and fewer experiments are needed to support new process validation.
The traditional manufacturing approach using CAD and computer-aided manufacturing (CAM) is to capture design and material knowledge in the CAD implementation (e.g., three-dimensional modeling, simulation, and design optimization). This information is then transferred to the CAM process, capturing machine process knowledge through toolpath generation, tool selection, and speeds and feeds. The end product is the finished part. This can be done using only a separate CAD post processor and is independent of which CAM system machine is used.
According to Keicher, the goal is model-based feedforward control to provide a path for end users to leverage predictive capabilities to accelerate development in AM. To facilitate this, a process simulator would take the predictive AM CAD modeling—with the corresponding microstructural modeling, thermal and residual stress modeling, multi-material modeling, and multiphysics-based topological optimization—and translate the results into a geometry for the model-based feedforward control tool. This tool generates the toolpaths and embeds controls to validate simulation results. These simulation results can then be iterated with the process simulation (and revised as needed) until the part is made. This part can then be validated to qualify process and parts. He expects that this process could be applied to most of the AM approaches currently used.
The approach for generating toolpaths with embedded toolpath commands is similar to the process for conventional manufacturing. Keicher explained that the part is sliced into layers and toolpath vectors are drawn through each layer. Process conditions need to change as the toolpath approaches a discontinuity to ensure desired behavior throughout the part. Combining process controls with toolpath vectors could create a contour map for smart toolpaths, and this approach could be used for a variety of AM techniques.
To conclude, Keicher described several benefits of integrating CAD and CAM approaches for AM. The first is increased confidence in the integrity of AM parts. Predictive modeling results can be used to generate toolpaths to drive processes, and part properties can also be correlated
to predicted properties. This improved process confidence can lead to a streamlined development and manufacturing as well as enhanced component design space. Another benefit is the accelerated integration of AM model-based processing. He emphasized that there are significant opportunities to advance validity in AM, demonstrate a leadership role in providing certainty in AM, and improve virtual prototyping speed in process development. A third benefit discussed related to improving usability for otherwise user-unfriendly equipment. This approach can provide process knowledge to overcome steep learning curves, and post processors can provide vendor-specific commands to a broad range of equipment. The fourth benefit discussed related to the closed architecture of AM machines. Post processors can adjust for machine differences and provide users with edit capability to enable open-architecture systems. The last benefit discussed related to variations in feedstock properties. He emphasized that model-based prediction can account for feedstock variability, and predictive capabilities accelerate with elemental blending of materials and development of gradient structures.
ANALYSIS OF HIGHLY CORRELATED DATA SETS TO ESTABLISH PROCESSING-STRUCTURE-PROPERTY RELATIONSHIPS FOR ADDITIVELY-MANUFACTURED METALS
Edwin Schwalbach, Air Force Research Laboratory
Edwin Schwalbach began by discussing the potential benefits and challenges of AM. Near-term benefits include short lead time and little tooling required, which makes small lot production possible. In the long term, AM can make complex shapes, graded or tailored structure and properties, and hybrid structures not possible via conventional processing. However, there is currently an undeveloped understanding of the links among processing, structure, and property due to process complexity, he explained. The design rules and process specs are lacking or nonexistent. He noted that AM complexity necessitates an integrated computational material science and engineering approach to address challenges, both temporal (e.g., complex energy input and resulting thermal history) and spatial (e.g., wide range of scales, complex build can easily have 10 km of track). He and his collaborators6 are working to develop a research vision with three steps:
___________________
6 Collaborators include Michael Groeber at the Air Force Research Laboratory, and Ryan Dehoff and Vincent Paquit at Oak Ridge National Laboratory.
- Collecting and generating pedigreed process data to capture an accurate and complete description of the process. These data are typically divided into planning and execution data. Planning data relates to the processing intent and includes part geometry from CAD models and process condition maps. Execution data relates to the processing reality, including log files, infrared videos, thermal histories, and in situ imaging for porosity. He noted that both qualitative and quantitative data are useful.
- Conducting an advanced material characterization to describe process outcome. This includes nondestructive characterization (e.g., ultrasound and ray) and destructive characterization (e.g., conventional microscopy and serial sectioning).
- Reducing the data from terabytes of data and conducting data analysis to uncover actionable information. This involves combining and registering the planning, execution, and characterization of data sets and model outputs to establish correlations in properties and zone parts based on processing conditions. Some challenges include the range of data modalities, disparate spatial and temporal scales, and large data sets (e.g., 1 TB per build). He noted that he and his collaborators have been utilizing SIMPL7 (an open-source software library for dynamic, hierarchical management of spatial data) and DREAM.3D8 (an extensive tool suite for analytics of the internal state of materials, built on SIMPL). He emphasized that this infrastructure is useful for other materials problems.
Schwalbach illustrated this framework with a data fusion example using a Ti-6Al-4V cylinder with an intentional pore in the center. They used X-ray CT scans to examine the porosity, the log file to examine the execution and process anomaly, and parameter maps to examine the planning and parameter changes. These data were manually compiled with melt current data to better understand the pore volume fraction and average current throughout the cylinder.
In conclusion, he emphasized that more integrated computational material science and engineering tools are needed for digital data management for AM. These tools would help in the efforts to establish
___________________
7 The website for SIMPL is https://github.com/BlueQuartzSoftware/SIMPL, accessed August 18, 2016.
8 The website for DREAM.3D is http://dream3d.bluequartz.net, accessed August 18, 2016.
process-structure-property links to enable AM design and provide digital data to address process specification challenges.
IN-PROCESS SENSING OF LASER POWDER-BED FUSION ADDITIVE MANUFACTURING
Yu-Ping Yang, EWI
Yu-Ping Yang explained that in-process sensing of laser powder-bed fusion AM is necessary and is being studied collaboratively by researchers at several organizations.9 Conventional material production steps are tightly monitored and controlled to ensure quality, he explained. In contrast, AM is merging materials creation directly into a functional part. Laser powder-bed fusion systems do not possess the same level of quality monitoring that conventional manufacturing systems employ so in-process monitoring is necessary to improve reliability. He explained that each weld is an opportunity for a defect and without process sensing, part developers must rely on process development and post-process inspection. However, post-processing inspection can be too difficult and costly. The incremental approach to material creation allows defects to be sensed as they are created while also accessing difficult-to-inspect areas. If a flaw is detected (e.g., process deviations, geometry, distortion, bed flatness, metallurgical, pores, lack of fusion, and cracking), long builds can be cancelled and restarted, therefore saving time and resources. Advanced sensing could also lead to advances in control, he stated, as more information is known about local and global material and process iterations before, during, and after the part is built.
He described several facets of this technical approach. Yang noted that it is difficult to install sensors in commercial machines so he and his collaborators first developed a laser powder-bed fusion test bed to allow for sensor evaluation without physical or software constraints. He described some of the hardware considerations, including checking positional axes to be within 10 micron resolution, determining laser focus and power calibration, and completing build platform leveling. There were also several control
___________________
9 Collaborators include EWI (Shawn Kelly, Mahdi Jamshidinia, Jake Marchal, Paul Boulware, Connie Reichert, Greg Firestone, and Lance Cronley), University of North Carolina at Charlotte (John Zeigert, Angela Davies, Kyle Zhang, and Will Land), Georgia Institute of Technology (Jaydeep Karandikar, Masouhmeh Aminzadeh, and Thomas Kurfess), Paramount Industries Inc. (Jim Williams), B6 Sigma Inc. (Mark Cola and Matias Roybal), Stratonics (Jim Craig), EOS, and GE Aviation.
decisions, including setting up one computer for sensor test control and another for sensor data acquisition and display, and integrating all motor drives, solenoids, computers, sensors, power, and other components into the control cabinet. Local and global sensors were also installed to monitor the area near the point of material fusion and defect occurrence over the entire bed, respectively. Test sensors can be used to produce thermal and optical images. He explained that an advantage of this approach is the open architecture system, which allows for complete control over toolpath generation (so far restricted to simple shapes), laser power, travel speed, and position of beam. The position of the beam can be tracked to link with sensor data, and users have open access to the beam delivery path.
Local and global sensors can be set up by first integrating sensors into the test bed, then developing the defect-generating build matrix, Yang explained. The sensors can then be evaluated across the build matrix to enhance sensor quality signals. Local sensors (e.g., photodetector, spectrometer, high speed video, two-color optical, and pyrometer) can be used to view the process at the point of fusion and to collect information at and surrounding the melt pool. Global sensors (e.g., high resolution imaging, laser line scan, and global thermal) collect information before, during, and after a layer is scanned. Table 4-1 details the types of defects that can be identified from some local and global sensors.
Improved sensing in conjunction with experimental measurements can help validate numerical models. He elaborated that computational fluid dynamics can be used to predict the fluid flow in the melt pool and optical images can be used to validate their predictions to improve the fundamental understanding of the AM process. Similarly, thermal models used to predict temperature distributions can be validated using thermal images (Jamshidinia, Kong, and Kovacevic, 2013). Sensing can also help validate mechanical models for temperature, stress, and deformation.
Both local and global sensors are evolving, Yang stated. Local sensors are currently collecting data at approximately 10 percent of the desired rate (or once every 10 melt pools). Thermal characteristics can be explored using high-resolution imaging of the melt pool, which currently operates in single-color mode due to software issues. Visual information can be gathered with high-speed video, balancing illumination and focus issues. Spectrometers have slow response times, overall intensity dependencies, and limited analysis of line sensitivity. He noted that photodetectors could prove useful if spectral lines can be related to defects. Global sensors are capable of collecting data at every layer. Global thermal sensors are showing
TABLE 4-1 Sensor and Defect Type
| Process Observation | Sensor | Defect Type | |||||
| Process Deviation | Distortion | Geometry | Bed Flatness | Metallurgical | Volumetric Defects | ||
| Local | High Speed Video | Defect Generation Understanding | |||||
| Thermal Imaging | X | X | |||||
| High Resolution Imaging | X | X | X | ||||
| Global | Laser Line Scanner | X | X | X | |||
| Thermal Imaging | X | X | |||||
| Photogrammetry (UNCC) | X | X | |||||
| Projection Moiré (UNCC) | X | X | X | ||||
SOURCE: Yu-Ping Yang, EWI, presentation to the workshop.
promising results, he noted. Large embedded defects can be seen clearly but may be masked when overhangs are present. Machine vision and laser line scanners are also promising but are algorithm dependent. There are still some technical gaps to be overcome, especially in the area of evaluating sensor effectiveness. He noted big data poses a substantial challenge in terms of dealing with throughput, processing and distillation, and storage.
In conclusion, he emphasized that there is more to AM than the process and it should be treated like any other manufacturing system. Quality control and in-process sensing will be necessary to advance AM. He reiterated that there is a unique opportunity with in-process sensing to inspect layer by layer.
DISCUSSION
Following their individual presentations, David M. Keicher, Edwin Schwalbach, and Yu-Ping Yang participated in a panel discussion moderated by Slade Gardner from Lockheed Martin Space Systems Company. A participant asked if the panelists have advice on statistical approaches for selecting extreme values, spikes, or rare events in sensor data to better
identify defects. Yang responded that EWI is developing the use of a passive sensor to monitor sound within the test bed and detect unusual noises that may indicate a potential defect. Schwalbach agreed that better rare event identification techniques are needed because the current approach of collecting all data is becoming difficult to manage.
A participant commented that results of computational models should not depend on coordinate systems and asked how this can be achieved for AM given that it has many coordinate-dependent operations (e.g., the orientation of the part when it is sliced for analysis, the path the laser travels). Keicher replied that the layering effect can be minimized by modifying the process parameters in a way that increases the grain growth across the deposition layer. Also, doing a HIP treatment can further increase material homogenization. Schwalbach noted that orienting a part to reduce the effect of geometry has become an art but is not systematically conveyed. He mentioned that there is a potential in the future to use materials systems that are less sensitive to geometric orientation or can easily be remedied with post processing. A participant asked Yang if the melt pool monitoring technique to determine delamination can account for porosity. Yang said that the goal is to detect 10 micron pores but EWI is not able to do this yet.
Gardner asked about CAD and CAM for path planning. He noted that CAD models can become very sophisticated and can contain a significant amount of information per volume element (e.g., material properties, vendor source properties), and he wondered if there is a corollary mechanism to pass information in CAM for path planning. Keicher noted that offset surfaces can be put into CAD models to embed information into the geometry. The contour maps represent different processes and intersecting these with the toolpath generator results in the embedded process control toolpath commands. He said this is still conceptual but inserting the offset surfaces into a CAD model should not be too complicated. Gardner asked if in situ diagnostics and sensing can be brought into the process and if software exists to collect these data according to the CAD instructions to record the position. Keicher said they are currently capturing thermal data to correlate with positional data about the system. He said that these efforts are in the beginning phases and additional software would be helpful. Schwalbach added that some groups are working to develop tools but none are commercially available yet.
Gardner noted that the diagnostics and sensing described in this session relate to powder-bed AM processes; he asked if there are other in situ approaches for different AM processes. An audience member commented
that multiple materials are used within polymer AM, and work is being done to characterize the local chemical composition. Schwalbach said that some of the talks in this session discussed tools to examine graded chemistry and microstructures after a build is complete, but tools to examine this during a build are not readily available. Keicher commented that Sandia is working to incorporate a suite of sensors into the process to improve capabilities.
Gardner asked about limitations of sensors and whether advances are needed in sensor technology. Yang said it is currently difficult to measure stress dynamically. An audience member added that almost all the properties needed to assess stress can be measured, though not quickly enough with the low-intensity X-rays. Schwalbach commented that techniques to look deeper into a part (as opposed to just the surface) would be helpful. Keicher said that work is being done to collect data on a block of material to compare with parts made of similar material. This can be used to check part measurements. Schwalbach said the complicated AM geometry may necessitate after-build inspection. The audience member commented that X-ray CTs are being used but they do not provide traceability for quantitative metrology.
This page intentionally left blank.






















