
5
Innovation Opportunities
Research and development of specific innovation opportunities have the potential to significantly advance the reliability of subsea fasteners in critical service. Opportunities are divided into various categories such as those that address the materials, the design, or the handling and usage of fastener materials and involve human factors. Specific opportunity areas include the following: new testing protocols (forensic evaluation of decommissioned fasteners, damage tolerant analysis using computational methods, and robust understanding of rare failure events), in situ fastener measurements during service (in situ bolt load measurement, in situ bolt defect identification, in situ assessment of hydrogen contents in steels, in situ analysis of hydrogen and hydrogen-assisted cracking (HAC) susceptibility using surrogate and “canary” materials, fatigue monitoring system, and monitoring of connector integrity), improvement of the hydrogen-assisted cracking resistance of bolt alloys (uncovering sources of embrittling hydrogen in fastener materials and 21st century metallurgical design of hydrogen resistant alloys), coating technologies for bolts (Nitrided 4130, 4340 bolts for improved corrosion resistance; multifunctional and smart coatings; coating design for blowout preventer (BOP) bolts; hydrophobic coatings; and nano-laminated metallic coatings), new fastener designs (alternative thread designs and other connector geometries), and enhanced human systems integration.
Some of these innovations can be investigated and qualified within a few years since they leverage work done in other industrial sectors. Other opportunities will require a long-term development effort. Key for each of these activities is the issue of qualification for subsea service.
TESTING PROTOCOL
Forensic Evaluation of Decommissioned Fasteners
Nondestructive testing of newly manufactured fasteners is an important quality assurance practice. Destructive testing of newly manufactured bolts to evaluate mechanical properties (e.g., tensile properties and hardness) and microstructure is a common quality assurance practice for selected samples before fasteners are put into service.
Some destructive testing has been done on failed fasteners and on adjacent intact fasteners used in applications where fasteners have failed. This has provided valuable information on the root cause of fastener failures and has given some insight into the breadth of problems that have led to failures in the past.
Another opportunity exists for destructive testing on fasteners removed from BOP stacks when they are reconditioned. Selected fasteners could be tested to determine if they have been weakened or otherwise damaged in use. To take into account environmentally assisted cracking (EAC) propensities, including hydrogen embrittlement, it will be necessary to hydrogenate parts before testing to reproduce conditions that might have occurred in service. Also, for maximum effectiveness, it will be necessary to institute rigorous bookkeeping on installed heat and lots to have traceability as might occur in aerospace, naval, or nuclear sectors. This rigorous bookkeeping could start with those fasteners securing the pressure boundary.
Decommissioned connector testing can occur in a number of ways, as a metallurgically based failure analysis centered investigation aimed at identifying root causes of failures, fracture assessment using fracture mechanics and damage tolerance approaches, or by better hydrogen analysis and re-creation of embrittlement conditions under known hydrogen levels above and below those in service.
Material is usually only tested to determine whether it meets specifications and failure analysis from field retrievals is rudimentary. There is no new systematic HAC test of the failed material to see whether it possesses enhanced susceptibility in a controlled lab test that mimics service. Near misses (or any alternate bolts) are never or rarely studied in comparison. Despite tens (if not hundreds) of millions of dollars spent by the industry recalling thousands of bolts in the Transocean Discoverer India failure discussed in Chapter 2, the postulated root cause failure mechanism was apparently never replicated a single time on a single bolt in the laboratory.
A purely fracture and damage tolerant approach is also of value (see below). In connection with this, the population of subcritical crack lengths in a population of bolts and hydrogen levels is a topic of keen interest but rarely assessed. Fasteners close to those that crack and those in similar applications could be removed and sectioned or otherwise examined for cracks. This information has tremendous
value to find cracks and is well worth the modest costs of such high throughput studies. Given information on worst case and average crack lengths as well as geometry and combined loading, stress intensity factors in service can be estimated for various possible scenarios such as whether high torque, fit up, or bending would produce conditions for cracking. Rough indications of crack growth rate are also possible based on service life, crack length (if detected) and various possible scenarios regarding crack initiation time. First and foremost, this type of analysis settles the question of the presence or absence of more widespread slow cracking and the presence of small cracks in field retrievals in contrast with a complete lack of crack initiation claimed in unfailed fasteners. If there is no crack initiation in intrinsically susceptible high strength materials, one key question is what is keeping fasteners of known susceptibility from cracking in service and what can be done to ensure that such favorable conditions prevail for all fasteners? This guides an alternative way to think about the problem and mitigation strategies. If susceptibility is blocked effectively in most fasteners, this points to the need to understand measures that preserve this state. That could include low applied stresses and low stress intensity factors or lack of hydrogen production and uptake perhaps due to intact coatings that prevent hydrogen production and uptake or lack of wetting.
In one analysis reported to the committee by an oil company,1 a population of bolts was allegedly assessed for existing cracks. It was declared that there was no cracking present in unfailed bolts based on strain gauge analysis of fasteners subjected to torque via assessment of their compliance, but typically this measure is only sensitive to significant cracks. It was unclear what the minimum crack length needed to be for detection and/or how many cracks needed to be present in order to detect a change in compliance. This conclusion and its veracity are important. Were small cracks missed based on the method of detection or were they absent? The conclusion that cracks were not present in unfailed bolts distinctly impacts the future directions to be taken. This would imply that worst case metallurgical conditions (mechanical, unusual event, or special environmental conditions) causes a small population of connectors to fail amongst generally somewhat benign conditions.
Alternatively, a fracture mechanics based assessment of crack initiation and growth could be conducted at various controlled hydrogen concentrations, and stress intensities in the lab. This would create a data base of hydrogen cracking data as a function of cathodic protection level, SIF, material, heat etc. that could be used to assess whether cracks will initiate and grow and the future crack length given certain service conditions. One output would be Kth versus diffusible hydrogen or
___________________
1 T. Fleece, BP, “Mitigating BOP Failures,” presentation to the Workshop on Bolting Reliability for Offshore Oil and Natural Gas Operations, April 11, 2017.
crack velocity, da/dt versus hydrogen content.2 Best case and worst case heats could be examined much as done in a previous study of HY-130 steel where hydrogen embrittlement of welds were examined in this manner.3 Using this as a data base, the susceptibility under selected field conditions could be assessed by comparing operational conditions (stress state, stress intensity, crack or flaw length, hydrogen levels in service), etc. The real challenge here is to define the field conditions and construct scenarios that could lead to failures.
Value Proposition
The metallurgical analysis of decommissioned bolts would lead to a database that includes service conditions along with any discovered fastener property degradation. Such a comparison would be valuable in predicting cases where connector failures were probable. The database would also shed light on what factors might or might not be important as current evaluations are lacking and vague correlations are the basis for decisions (i.e., blanket prohibition of banding in continuous cast fasteners). If hydrogen uptake susceptibility is analyzed versus carefully controlled hydrogen content (including analysis of crack path and morphology), then a more complete picture of impactful factors in materials as well as “windows of susceptibility”4 might emerge. Finally, with such population data some defensible probabilistic risk assessments could be performed, which is impossible now considering industry’s lack of data.
Feasibility
As discussed above the techniques suggested are available and many are well established. Other industries employ such approaches. Such testing must be coupled
___________________
2 Note that slow diffusional egress of H from reversible traps is required and may underestimate diffusible hydrogen in low strength steels. The period of life assessment of a bolt has been addressed in Figure K.1 in Appendix K and in R.P. Gangloff and R.P. Wei, Gaseous hydrogen embrittlement of high strength steels, Metallurgical and Materials Transactions A 8(7):1043-1053, 1977, where a bolt geometry was considered and crack growth rate versus applied potential can be used to obtain lifetime to failure.
3 P.A. Klein, R.A. Hays, P.J. Moran, and J.R. Scully, “Hydrogen Cracking Initiation of a High-Strength Steel Weldment,” pp. 202-222 in Slow Strain Rate Testing for the Evaluation of Environmentally Induced Cracking: Research and Engineering Applications (R.D. Kane, ed.), ASTM STP 1210, American Society for Testing and Materials, Philadelphia, Pa., 1993.
4 Window of Susceptibility—a common logic in the stress corrosion cracking and hydrogen embrittlement community is that some dependency space exists, usually define by metallurgy, chemistry, and fracture mechanics conditions where cracking occurs and other regions where cracking does not occur. This has been made popular by a Venn diagram of overlapping circles but it is clear that conditions are more complex.
with the previously discussed record keeping of manufacturing history and past service for connectors.
Damage Tolerant Analysis Using Computational Methods
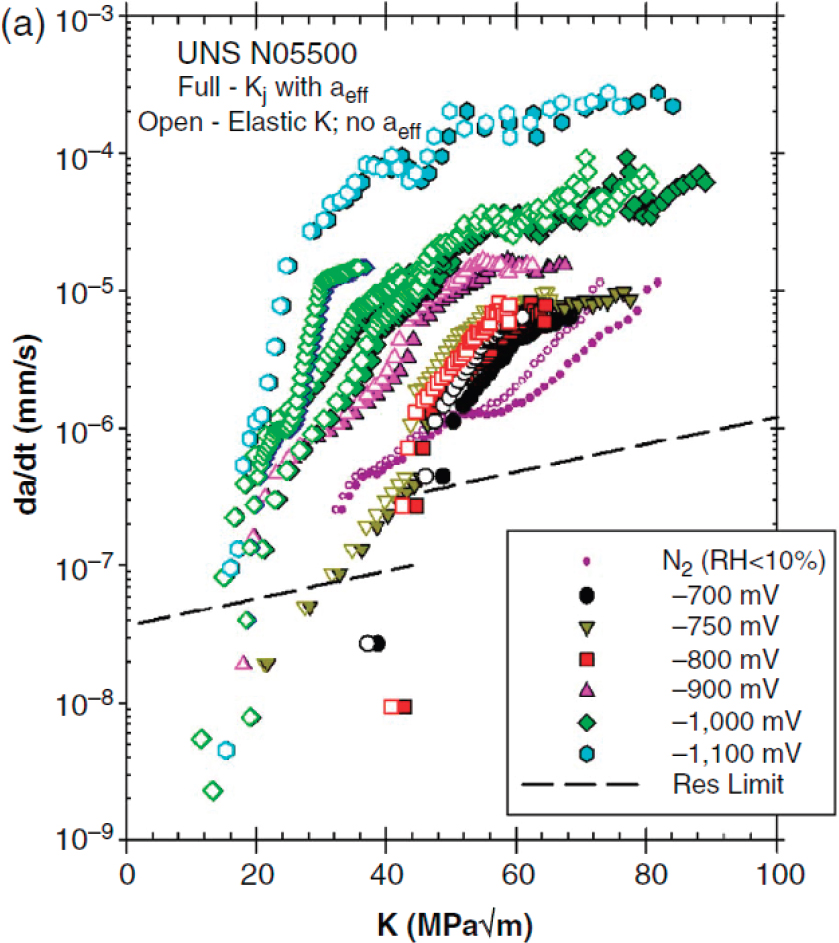
There is commercially available software that accepts crack growth rate and threshold stress intensity as a function of hydrogen concentration.5 This software can assume a given flaw in a fastener material, perhaps ascertained from analysis of harvested bolts (see above), along with environment, load and geometry to compute a stress intensity factor. The model considers a probabilistic spread in crack length over some time interval, stress level, environments (such as diffusible hydrogen), and crack growth rates as a function of these variables. The code then runs a fast Monte Carlo analysis to predict HAC lifetimes as life in each run will be distributed based on variable conditions such as stress and hydrogen level. The code then assesses future crack length as well as whether KIC is exceeded. This allows various conditional scenarios to be considered to ascertain the impact of variables on lifetimes. For example, Figure 5.1 (from experimental data) demonstrates the relation between crack growth rate and applied cathodic potential controlled in a laboratory test. Crack growth rate (da/dt) increases with cathodic potential and the threshold stress intensity for environmental cracking KIscc, decreases.6 It can be seen that at potentials more negative than −800 mV SCE that crack growth rates are significantly enhanced above a Kth of about 15 MPa(m)1/2. Figure 5.2 shows the life time or time to failure (ttf) of a bolt subjected to various stress intensities indicated on the vertical axis (a combination of applied and residual stress with initial flaw length yields a SIF) given a distribution of cathodic potentials ranging from −714 to −946 mVSCE. Recall that the most negative potentials results in a greater diffusible hydrogen concentration. This range of potentials might be typical of service under cathodic protection. For each simulated initial K (vertical axis in Figure 5.1) the shortest ttf (left red symbols) corresponds to the most negative potential with the highest da/dt (Figure 5.1) while the longest life corresponds to a lower da/dt at a more modest potential (Figure 5.1). Note the four orders of magnitude change in lifetime. The lifetime approaches an extremely long time as the
___________________
5 R.P. Gangloff, Probabilistic fracture mechanics simulation of stress corrosion cracking using accelerated laboratory testing and multi-scale modeling, Corrosion 72(7):862-880, 2016. P.M. Scott, M.C. Meunier, D. Deydier, S. Silvestre, and A. Trenty, “An Analysis of Baffle/Former Bolt Cracking in French PWRs,” pp. 210-223 in Environmentally Assisted Cracking: Predictive Methods for Risk Assessment and Evaluation of Materials, Equipment, and Structures (R.D. Kane, ed..), STP 1401, American Society for Testing and Materials, West Conshohocken, Pa., doi:10.1520/STP10220S, 2000.
6 The fracture toughness (KISCC) is the stress intensity factor (SIF) at a crack tip under simple uniaxial loading. The subscript I stands for Mode I loading (unixial), while the subscript SCC stands for Stress Corrosion Cracking.
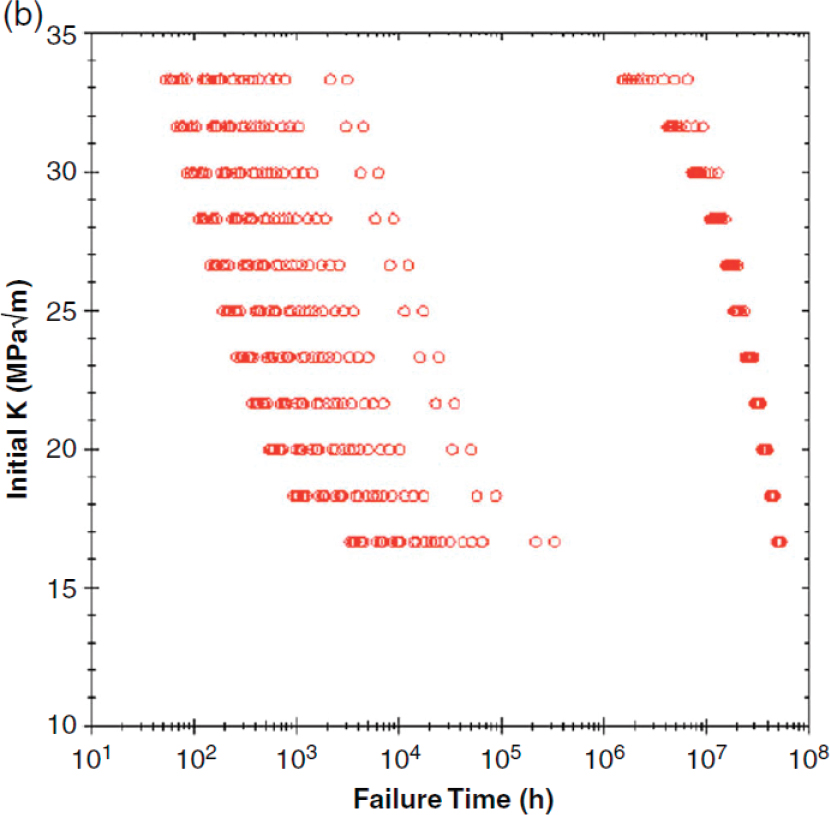
hydrogen level produced by the cathodic protection is reduced. At the threshold stress intensity as indicated in Figure 5.1, the lifetime approaches infinity, especially for materials with fast crack growth rates once HAC is initiated. The focus of this type of software might therefore have to be on the threshold conditions for onset of HAC. The best utility might be to answer questions like; what are the range of field conditions (that are captured in the model) that can avoid crack initiation. In this regard, there may be gaps in the capabilities of existing software to meet the needs of oil and gas application. At the threshold stress intensity indicated in Figure 5.1, the lifetime approaches infinity.
Value Proposition
Such tools can be a valuable adjunct to other methods in predicting lifetimes of undersea bolts in environments where hydrogen uptake is likely. The value of the tool is to run various possible scenarios; not in its precise ability to predict life as the model cannot capture everything in the field conditions that might be important. However, the sensitivity to a field variable can be assessed if that variable can be captured in the model.
Feasibility
These computational codes are commercially available now.7 There are companies and federal agencies that utilize these tools now especially in the aerospace fatigue community where AFGROTM and NASGRO TM8 are routinely employed in the case of fatigue.9 The nuclear industry is another example.10 The challenge here is to replace dry fatigue data with stress corrosion and HAC data from da/dt vs. K (SIF) and incorporate environmental factors such as cathodic potential and hydrogen content which AFGROTM does not easily accommodate, and to replace the data base approach with mechanistic data. Programs should be undertaken to develop the fidelity of such a model including physical, environmental metallurgical and electrochemical factors. Models could be greatly improved via a multi-year study with an entity that can develop the software coupled with an entity that un-
___________________
7 VEXTEC Corporation, VEXTEC, 2015, http://www.Vextec.com.
8 Southwest Research Institute, “NASGRO Fracture Mechanics and Fatigue Crack Growth Analysis Software,” NASGRO, Ver. 8.0, 2015, http://www.swri.org/4org/d18/mateng/matint/nasgro.
9AFGROW.net, “AFGROW Fracture Mechanics and Fatigue Growth Analysis Software Tool,” AFGROW, Ver. 5.01, 2010, http://www.afgrow.net.
10 B.A. Young, S.M. Lee, and P.M. Scott, “Sensitivity Analyses for a PWR SCC Case Using the Probabilistic Loss-of-Coolant-Accident (Pro-LOCA) Software,” Paper No. PVP2016-63085 in Proceedings of the ASME Pressure Vessels and Piping Conference 2016, Volume 6a, 2017, http://proceedings.asmedigitalcollection.asme.org.
derstands the mechanisms and the theory as well as acquires the data. However, the simple models are deployable now without this added sophistication.
Robust Understanding of Rare Failure Events
One of the challenges of bolt failures in the oil and gas drilling industry is the reported extremely low failure rate a product of the rare reported failures. Until an industry wide fastener inspection program finds more failures what is needed is a robust understanding of the causes of rare failure events in a large population of fasteners, which pending more thorough analysis might not have much HAC damage seen in the form of subcritcal cracks. It is imperative to understand what detailed factors are the drivers for HE and which are not. The first step is to obtain a better definition of failure and then analyze the failure rate. Voluntary reporting of failures has been a major challenge in the past, and lack of such reporting is a severe shortcoming; since mandatory reporting of identified failures is now required, over time this challenge will be met.
Moreover, if a failure is defined by separation of a single fastener, the presence of cracks beyond an equivalent initial flaw size in many fasteners that did not separate, or the loss of a pressure boundary may not be adequately captured in the failure database. The definition of failure for legal and warranty purposes differs from the definition of failure that is the most useful to the understanding of such rare events. The first step in developing this understanding is the availability of a more complete data set to enable such a data driven analysis. Assuming the suggestion of rare events, there is a shortage of data on the condition of a large population of fasteners under substantial similar conditions as those of the failed fasteners. Industry is encouraged to harvest a large number of fasteners before the next time separations are detected as is done in the nuclear community.11 The conditions for the actual separation event are likely due to a complex multi-variable process where the combination of low probability conditions sum in some unknown way to trigger cracking. However, it should be recognized from Figures 5.1 and 5.2 that EAC is an extremely non-linear process. Figure 5.2 vividly illustrates that a seemingly routine change in cp level can change ttf by 104 hours or more while stress reduction can have high impact as well Currently, the interactive effects of several adverse variables are unknown. Similar conditions may lack one key variable and thereby evade cracking or crack at an extremely low rate and remain undetected. This status is unclear and needs to be understood.
The complexity associated with evaluating and identifying low probability failures is similar to the challenge faced in the issue of steam generator tube cracking in nuclear pressurized water reactors (PWRs). Cracking by stress corrosion cracking (SCC) is one of the most significant corrosion problems along with denting of
___________________
11 Scott et al., “An Analysis of Baffle/Former Bolt Cracking in French PWRs,” 2000.
tubes in commercial nuclear reactors. Reliability issues in steam generators have been studied by Scott, Steahle and Gorman12,13,14 among others using holistic, deterministic and probabilistic approaches.15 Scott examined identical heats of alloy 600 (of a type used in a few nuclear generating plants) and found no major differences in the metallurgical conditions of heats which underwent SCC and those that did not. The fact that SCC was observed in multiple heats leads to a challenge that requires scrutiny of approaches used to analyze other rare events. A root cause analysis combined with a fault tree type of analysis might be in order. The approach utilized in the Aerospace and Nuclear communities can serve as an example. Presentations by DNV suggested Bayesian approaches.16,17,18,19
Value Proposition
Bolt failures are rare events and any insight into the causes will allow the design of better bolts and more robust connections
Feasibility
Examples have been provided showing how such methods are used. For the needed broad data set, cooperation in reporting bolt failure events will be needed.
___________________
12 R.W. Staehle and J.A. Gorman, Quantitative assessment of submodes of stress corrosion cracking on the secondary side of steam generator tubing in pressurized water reactors: Part 1, Corrosion 59(11):931-994, 2003.
13 R.W. Staehle and J.A. Gorman, Quantitative assessment of submodes of stress corrosion cracking on the secondary side of steam generator tubing in pressurized water reactors: Part 2, Corrosion 60(1):5-63, 2004.
14 R.W. Staehle and J.A. Gorman, Quantitative assessment of submodes of stress corrosion cracking on the secondary side of steam generator tubing in pressurized water reactors: Part 3, Corrosion 60(2):115-180, 2004.
15 P.M. Scott, 2000 F.N. Speller Award Lecture: Stress corrosion cracking in pressurized water reactors—Interpretation, modeling, and remedies, Corrosion 56(8):771-782, 2000.
16 J.A. Gorman, 2015 Frank Newman Speller Award: Stress corrosion cracking and nuclear power, Corrosion 71(12):1414-1433, 2015.
17 S. Jain, F. Ayello, J.A. Beavers, and N. Sridhar, “Development of a Probabilistic Model for Stress Corrosion Cracking of Underground Pipelines Using Bayesian Networks: A Concept,” pp. 615-625 in 2012 9th International Pipeline Conference, Volume 4: Pipelining in Northern and Offshore Environments; Strain-Based Design; Risk and Reliability; Standards and Regulations, American Society of Mechanical Engineers, New York, N.Y., 2012.
18 F. Ayello, S. Jain, N. Sridhar, and G.H. Koch, Quantitive assessment of corrosion probability—A Bayesian network approach, Corrosion 70:1128-1147, 2014.
19 G. Koch, F. Ayello, V. Khare, N. Sridhar, and A. Moosavi, Corrosion threat assessment of crude oil flow lines using Bayesian network models, Corrosion Engineering, Science and Technology 50:236-247, 2015.
IN SITU MEASUREMENTS
In Situ Bolt Load Measurement
Currently industry does not measure actual bolt tension in situ—either real time or recorded. At least two companies who have exhibited at past Oil & Gas Innovation Showcases potentially have the ability to do this.20,21 Both systems were originally developed for accurate pre-tensioning of studs and bolts. In the aerospace community instrumented fasteners have been developed and utilized as well.
Value Proposition
If such a system could be modified for deep water environments and deployed on a ROV, pressure boundary bolt inspections could be done on deep water riser system without having to pull the riser and BOP to the surface. Such a system could detect incipient failure and greatly enhance system reliability.
Consider the flange bolts beneath the BOPs themselves. These bolts are ultra-critical because their failure could lead not only to loss of well fluids, it could lead to loss of well control. Consider also that the Failure Analysis portion of a riser design as described in Appendix I is intended to ensure that any riser system failure would occur above the BOPs, and that the riser design effort itself assumes “as new” condition of all riser system components.22 The ability to inspect such bolts while in service could greatly reduce the likelihood of catastrophic events.
Feasibility
These base technologies are well-developed and fully commercialized. Modification to in situ bolt tensioning monitoring and reporting would likely require some development. Adaptation of this technology to subsea environments is probably not developed and therefore significant development would be required.
In Situ bolt Defect Identification
The Nuclear Regulatory Commission has experience with, and has qualified, existing technology that enables ultrasonic crack detection on underwater bolts
___________________
20 See the Load Control Technologies website at http://www.loadct.com, accessed October 11, 2017.
21 See the Sensosurf website at http://sensosurf.de/en/home, accessed October 11, 2017.
22 Kenneth Bhalla discussions with Willard C. Capdevielle on July 13, 2017; presented to the committee on September 28, 2017.
in situ.23 The technology consists of an ultrasonic transducer (UT) probe that is remotely placed on a (small. 5/8”) bolt head. The probe sends an ultrasonic pulse and analyzes the return signal to detect small cracks.
Value Proposition
If such a system could be modified for deep water environments and deployed on a ROV, periodic bolt inspections could be done on critical fasteners in a deep water riser system without having to pull the riser and BOP to the surface. Such a system could detect incipient failure and greatly enhance system reliability. Also, this ability to inspect bolts while in service may allow greater in-service time for a drilling riser system.
Feasibility
The basic technology is already deployed for underwater use but not for deep ocean environments. Therefore, considerable development would be needed to design new systems or adapt existing systems for larger bolts in high pressure saline environments.
In Situ Assessment of Hydrogen Contents in Steels
During service, hydrogen can enter steel from the environment as modified by cathodic protection systems, interactions with corrosive environments (e.g., sea water), and other potential sources. Assessment of accurate hydrogen contents present in steel connectors during service, based on measurements on bolts removed from service is very challenging as hydrogen will diffuse24 out of the steel. Hydrogen contents in steels are usually considered as two types, diffusible and trapped hydrogen. As discussed in the sections above, diffusible hydrogen is the primary source of HAC including embrittlement. Several laboratory techniques are
___________________
23 Jack McHale, Bureau of Safety and Environmental Enforcement Bolt Forum, September 29, 2016.
24 Diffuse is used here with respect to hydrogen that desorbs at temperatures up to 200°C, which includes weakly trapped and lattice hydrogen.
available to determine both diffusible and total hydrogen contents in steels.25,26,27,28,29 However, to date, no technique has been developed to evaluate steel connector hydrogen contents in situ. Recently advanced nondestructive techniques have been developed to assess hydrogen contents during service in pipeline steels.30 It is recommended that a critical assessment of potential methods to evaluate hydrogen contents in off-shore connectors during service be undertaken to identify potential innovative techniques for further study.
Value Proposition
The availability of an innovative hydrogen measuring technique that could accurately assess the hydrogen contents of connectors in service would be an extremely valuable tool to help ensure safety of off-shore connectors that are susceptible to HAC. With such a development, essential data on the actual hydrogen contents in bolts as a function of time could be determined. The hydrogen concentration results compared to similar data obtained on laboratory samples failed under controlled conditions with known hydrogen contents, could potentially be used to assess the probability of failure in installed connectors and guide planned maintenance.
Feasibility
Development of a technique for in situ hydrogen measurements will require significant effort as it has low probability of yielding near-term results.
___________________
25 M. Smialowski, Hydrogen in Steel—Effect of Hydrogen on Iron and Steel During Production, Fabrication, and Use, Pergamon Press, Oxford, U.K., 1962.
26 T.D.A.A. Senadherra, “Accurate Measurement of Hydrogen in Steel,” Ph.D. Thesis, University of Calgary, Calgary, Alberta, Canada, April 2013.
27 LECO, “DH603: Residual and Diffusible Hydrogen Determination by Hot Extraction,” https://www.leco.com/products/analytical-sciences/total-hydrogen/dh603, accessed May 2017.
28 TWI, “How Do I Measure the Diffusible Hydrogen Level in My Ferritic Steel Weld?,” http://www.twi-global.com/technical-knowledge/faqs/material-faqs/faq-how-do-i-measure-the-diffusiblehydrogen-level-in-my-ferritic-steel-weld/ (accessed May 2010).
29 Z. Feng, L.M. Anovitz, P. Kironko, A. Duncan, T. Adams, and P. Sofronis, “Permeation, Dif fusion, Solubility Measurements: Results and Issues,” presentation to the 2007 Hydrogen Pipelin Working Group Workshop, September 25, 2007, https://energy.gov/sites/prod/files/2014/03/f10/pipeline_group_feng_ms.pdf.
30 G2MT, “Oil and Gas,” http://www.g2mt.com/technologies/oil-and-gas/, accessed May 2017.
In Situ Analysis of Hydrogen and Hydrogen-Assisted Cracking Susceptibility Using Surrogate and “Canary” Materials
Another approach to testing for local area of susceptibility is to deploy surrogate materials instrumented for in situ hydrogen sampling or even direct evidence of HAC. In one instrumented test rig produced under DOD sponsorship,31 a compact EAC sensing device was designed to provide insightful early warning capability, alerting engineers to environmental conditions which produced cracking susceptibility in a surrogate material. The primary sensing element employs a circumferentially notched tensile sample of similar material as the structure of interest. An alternative is to use a “canary” material32 with slightly greater susceptibility than the material deployed. The idea is that the canary material with undergo environmental cracking before the deployed material in service and serve to give early warning and indication of potentially problematic conditions. The sample is preloaded to the nominal stresses in the structure. Electrically coupling the sample to the structure places it under similar electrochemical conditions as seen in the field such as cathodic polarization level. An onboard Ag/AgCl reference electrode provides a secondary indicator of the cracking potential. Crack propagation is monitored by observing preload shedding with an embedded load cell. Analysis of hydrogen concentrations in high carbon strain wire for use in prestressed concrete has demonstrated that correlations to hydrogen concentrations can be made. For this example, a commercially available low carbon steel permeation sensor was used.33,34 A related approach could measure hydrogen content through exploiting the resistance change in a wire electrode as a function of hydrogen content or using another novel in situ hydrogen measurement method. The approach discussed above has been developed and an example is shown in Figures 5.3 and 5.4. Figure 5.3 shows such an instrumented bolt that is open on the sides to the marine environment of service environment of interest.35 The bolt is instrumented with a
___________________
31 N.K. Brown and F.J. Friedersdorf, Luna Innovations, Inc., “LUNA, Compact Fracture Mechanics-Based Sensor for Monitoring Environment Assisted Cracking,” paper presented at the DOD Allied Nations Corrosion Conference, 2011, http://lunainc.com/wp-content/uploads/2013/04/Luna-EAC-sensor-DoD-Corrosion-2011.pdf.
32 The term “canary” comes from an analogy with the use of canaries to sense and provide early warning of dangerous gases in underground mines.
33 D.G. Enos, A.J. Williams, Jr., G.G. Clemena, and J.R. Scully, Impressed-current cathodic protection of steel-reinforced concrete pilings: Protection criteria and the threshold for hydrogen embrittlement, Corrosion 54(5):389-402, 1998.
34 D.G. Enos, A.J. Williams, Jr., and J.R. Scully, Long-term effects of cathodic protection on prestressed concrete structures: Hydrogen embrittlement of prestressing steel, Corrosion 53(11):891-908, 1997.
35 Brown and Friedersdorf, “LUNA, Compact Fracture Mechanics-Based Sensor for Monitoring Environment Assisted Cracking,” 2011.
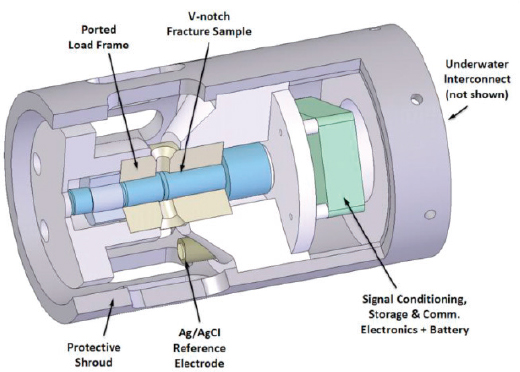
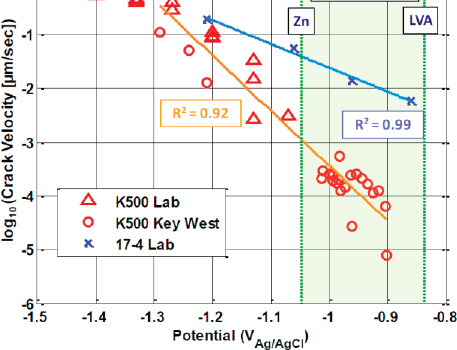
reference electrode to monitor cathodic potential. Figure 5.4 shows the measured crack growth rate as a function of applied cathodic potential for two materials; Monel K-500 and 17-4 PH precipitation aged hardened stainless steel. The galvanic couple potential to Zn and low-voltage anodes (LVAs) is shown. The target potential of −0.8 V SCE is seen to lower the crack growth rate of the MK 500 to at or below 10−5 µm/sec.
Value Proposition
This is another method which could provide early warning of incipient failures, such as those that would only be otherwise discovered at the worst possible time—that is, during a catastrophic well control event. Such a system has the potential to
prevent serious environmental accidents caused by bolting failures by providing an early warning. The use of canary alloys can be exploited to provide an alarm that warns of conditions that warrant extra scrutiny. The sensitivity to changes in operations or the impacts of one-time events may be detectable with current technology.
Feasibility
This technology has been developed for undersea applications. The LUNA bolt was developed under an Office of Naval Research (ONR) initiative for subsea applications. The most immediate challenge is to develop the methodology for oil rig applications with robust durability in the field and measurement longevity. It also would be useful to gain an understanding of where on a BOP to deploy such a “high value” sensor. Another challenge is to develop a calibration curve to relate the canary alloy hydrogen concentration to the concentration in the fastener material itself. Finally, methods would be needed to supply this information to the surface vessel or platform.
Fatigue Monitoring System
A fatigue monitoring system is an instrumented system capable of monitoring vibrations of risers to better estimate fatigue, and communicate results to the surface.36,37
Value Proposition
Even though fatigue failures have not been noted in riser/BOP systems to date, fatigue is a critical design parameter for subsea equipment such as drilling risers that are exposed to cyclic loads from wind, waves, currents, and flow; vortex--
___________________
36 A prototype of such a system has reportedly been developed by Stress Engineering. This system reports the existence of vibrations. See Stress Engineering Services, Inc., “Riser & Wellhead Fatigue Monitoring,” http://www.stress.com/capabilities/upstream/instrumentation-and-data/riser-wellhead-fatigue-monitoring.
37 Additional references and further reading for this section include the following papers submitted for Offshore Technology Conferences, all available at http://www.onepetro.org/conference paper: D.J. Kluk, S.I. McNeill, K. K. Bhalla, T. Saruhashi, I. Sawada, M. Kyo, E. Miyazaki, and Y. Yamazaki, “Development of a Real-Time Riser Fatigue Monitoring System,” OTC 24216, 2013; P. Agarwal, S. McNeil, K. Bhalla, and K. Walker, “Validation of Global Riser/Wellhead Analysis Using Data from a Full-Scale Measurement Campaign,” OTC-27808-MS, 2017; S. McNeill, P. Agarwal, D. Kluk, K. Bhalla, R. Young, S. Burman, S. Liapis, S. Jain, V. Jhingran, and S. Hodges, “Subsea Wellhead and Riser Fatigue Monitoring in a Strong Surface and Submerged Current Environment,” OTC-25403MS, 2014; S. McNeill, P. Agarwal, D. Kluk, K. Bhalla, “Exploring the Benefits of Wellhead Fatigue Monitoring,” OTC-25677-MS, 2015.
induced vibration (VIV). The ability to measure actual fatigue loads on a riser system can provide data to better:
- Ensure the integrity of the riser system and its components,
- Calibrate fatigue models used in the design process, and
- Understand post mortems on failed and un-failed equipment.
Feasibility
At least one prototype system has been developed and was subjected to field trials. Other systems may exist in development. Questions such as long-term reliability, accuracy, and wireless communication capability would also have to be proven, as well as the value proposition of cost versus benefit.
Monitoring of Connector Integrity
While the holy grail of connector integrity, real time monitoring, is achievable in the laboratory, the harsh undersea conditions make this ideal approach difficult as discussed in the examples above. A less ambitious monitoring approach that might still produce a tangible warning that connector integrity is at risk should be considered. Such a warning would then warrant further targeted connector inspection, perhaps by a remotely operated vehicle (ROV) using a crack detection technology such as ultrasound (discussed above), that could be applied in situ before employing more difficult and expensive means. Since many of the pressure boundary critical connectors are also the load bearing elements between the riser and the well head, it is a reasonable hypothesis that the compliance of the BOP and LMRP in response to the continuing tension from the riser system would measurably change at some point as its structural integrity was reduced by cracking or failures of these critical connectors. The same circuitry used to monitor the yellow and blue pods, running from the lower marine riser to the surface, could be utilized to transmit this additional monitoring information to the surface. This particular application would appear to be well suited to the current advances in artificial intelligence, which are highly useful in distilling vast amounts of incoming data to information of interest. If this processing were collocated undersea with the sensors (strain gages, accelerometers, microphones, etc.), the data bandwidth demand to the surface would be small. Properly executed machine learning could improve the accuracy of the system with time.
Value Proposition
This proposal would likely be faster to implement and less costly to develop than the more specific in situ testing of individual bolts.
Feasibility
Much of this proposed technology is well established and the remaining task is that of deploying it undersea with the associated communications needed.
IMPROVING THE HYDROGEN-ASSISTED CRACKING RESISTANCE OF BOLT ALLOYS
Uncovering Sources of Embrittling Hydrogen in Fastener Materials
One of the shortcomings that plagues a root cause analysis is unequivocal sourcing of damaging hydrogen that enters fasteners. Past fastener failures have been blamed on hydrogen not baked out in manufacturing. In situ it is common to assume that the dominant and most long-lasting source of hydrogen in deep seawater exposure is cathodic reactions supplied by sacrificial anode based cathodic protection, impressed current cathodic protection or a sacrificial coating. Cathodic protection (CP) systems are favored as the likely source because the seawater and CP systems are open systems with an infinite supply of hydrogen. In contrast, plating results in a finite amount of hydrogen entry during processing and then the process is terminated unless exposed in a corrosive environment. Then the coating functions like the cathodic protection system to cathodically polarize the bolt until it reaches its coating lifetime at which point cathodic protection from the coating ceases. The presence of finite hydrogen contents due to plating may be true broadly speaking, however, recent bolt failures reported to BSEE have occurred in bolts that were zinc plated, not baked to remove hydrogen and then exposed to marine service.38 and those that were baked well beyond the requirements.39 Thus, whether the observation of cracking in plated bolts is indicative of combined sources of hydrogen from coating deposition or service remains to be seen. Few studies have combined prior plating and partial or incomplete baking with subsequent exposure to cathodic protection to sort out and assess the importance of damaging sources.40 That thousands of reportedly unbaked bolts were returned from undersea service with no reported cracking certainly throws doubt on the RCA that blamed the lack
___________________
38 TransOcean Failure report is the reference here.
39 Seadrill WC Failure report.
40 H.E. Townsend, A study of the entry and removal of hydrogen during coating and thermal-treatment of steel, Corrosion 37:115-120, 1981.
of baking. The fate of hydrogen during surface preparation, processing, coating, interim storage and then service with cathodic protection is complex.41 This is especially the case in high strength materials where hydrogen sourced from plating is only partially outgassed (and may be enhanced by improper baking) except at very high temperatures precluded by tempering effects which are to be avoided.42
As background, internal hydrogen repartitions to traps and tensile stress fields at second phases and at crack tips. The amount of hydrogen remaining after baking may seem to be small in comparison to the field supply. However, if intermediate strength traps retain hydrogen even after baking this hydrogen can then redistribute to sharp crack tips with high triaxial tensile stress, then a critical hydrogen level might be attained. This is due to the combination of residual hydrogen from the coating that is repartitioned and service exposure to cathodic protection. Other sources of hydrogen should be mentioned such as greases and lubricants that might contain hydrogen recombination poisons that acerbate hydrogen uptake. The complexity regarding the viable sources of hydrogen continue to rise as harsh service conditions expand and as deep seawater service become more prevalent. It should be noted that iron corrosion is thermodynamically possible during coupled water reduction in the absence of any cathodic protection. Therefore, a thorough study of hydrogen sources and quantification may be warranted.
Value Proposition
A comprehensive understanding of the sources of embrittling hydrogen would be the first step in permitting control of the sources and potentially prevent hydrogen induced cracking in bolts. This would also allow a process of elimination in root cause analyses that might otherwise offer misguided advice on the source of hydrogen and culprit in failures; these incidents do not help move safety and reliability forward.
Feasibility
As outlined above there are many possible sources of hydrogen for undersea bolting. A research program is needed to separate and quantify the importance of these sources. In the studies of Townsend and Scully herein, different sources and the benefits of outgassing steps were identified. The laboratory instrumentation exists now to conduct a step by step analysis only requiring harvested bolts and a
___________________
41 H.E. Townsend, Effects of zinc coatings on stress-corrosion cracking and hydrogen embrittlement of low-alloy steel, Metallurgical Transactions A 6:877-883, 1975.
42 H. Dogan, D. Li, and J.R. Scully, Controlling hydrogen embrittlement in precharged ultrahigh-strength steels, Corrosion 63(7):689-703, 2007.
program to make such investigations. Well controlled studies in a laboratory setting would remove uncertainty over outgassing during retrieval.
21st Century Metallurgical Design of Hydrogen Resistant Alloys
The knowledge exists today to optimize the design of connector alloys with improved intrinsic resistance to HAC cracking. An issue is always whether all fastener materials property requirements can be met. Alloys may be designed to (1) resist hydrogen production and uptake, (2) trap and sequester hydrogen away from fracture sites like grain boundaries, (3) provide improved fracture resistance (or a higher critical hydrogen concentration) through interface engineering or/or grain boundary and texture engineering to render the material less susceptible to a given hydrogen level. The chart below illustrates some of the strategies. A recent survey of possible alternative fastener alloys using off-the-shelf materials was compiled by Raymond.43 In this case, empirical screening was used. Precipitation aged hardened variants of Cu-Ni and Ni-Cr-Mo alloys were explored and found to exceed the hydrogen resistance of steels when subjected to cathodic polarization. Gangloff recently explored some martensitic stainless steels that would not require zinc plating, organic coatings, or cathodic protection.44 These alloys were invented using the CALPHAD approach of ICME45 with empirical intuition. The alloy was optimized via the Rice-Wang approach to interface engineering.46
Amongst the measures available for intrinsic improvements in alloy resistance are segregation control such as by adding rare earth elements for gettering of deleterious elements like sulfur,47 trap control, alloy cleanliness and other measures
___________________
43 L. Raymond, Fracture and Stress Corrosion Cracking Resistance of C465, BioDur 108, SpT 13-8, K-Monel 500, and Zeron 100, Report #CTC’071024, L. Raymond and Associates, Newport Beach, Calif., 2008.
44 G.L. Pioszak and R.P. Gangloff, Hydrogen environment assisted cracking of modern ultra-high strength martensitic steels, Metallurgical and Materials Transactions A 48:4025-4045, 2017.
45 G.B. Olson, Genomic materials design: The ferrous frontier, Acta Mater 61:771-781, 2013.
46 J.R. Rice and J.S. Wang, Embrittlement of interfaces by solute segregation, Materials Science and Engineering: A 107:23-40, 1989.
47 C.L. Briant, Grain boundary structure, chemistry, and failure, Materials Science and Technology 17:1317-1323, 2001; C.L. Briant, Solid solubility and grain boundary segregation, Philosophical Magazine Letters 73:345-349, 1996; C.L. Briant, Sources of variability in grain-boundary segregation, Acta Metallurgica 31:257-266, 1983; N. Bandyopadhyay and C.L. Briant, Caustic stress-corrosion cracking of NiCrMoV rotor steels—The effects of impurity segregation and variation in alloy composition, Metallurgical Transactions A 14:2005-2019, 1983; H.K. Birnbaum, B. Ladna, and E. Sirois, Hydrogen segregation to grain-boundaries and external surfaces, Zeitschrift für Physikalische Chemie 164:1157-1164, 1989; D.H. Lassila and H.K. Birnbaum, Intergranular fracture of nickel—The effect of hydrogen-sulfur co-segregation, Acta Metallurgica 35:1815-1822, 1987; D.H. Lassila and H.K. Birnbaum, Hydrogen embrittlement of nickel—The effect of hydrogen segregation at grain-boundaries, JOM: Journal of The Minerals, Metals and Materials Society 36:61, 1984.
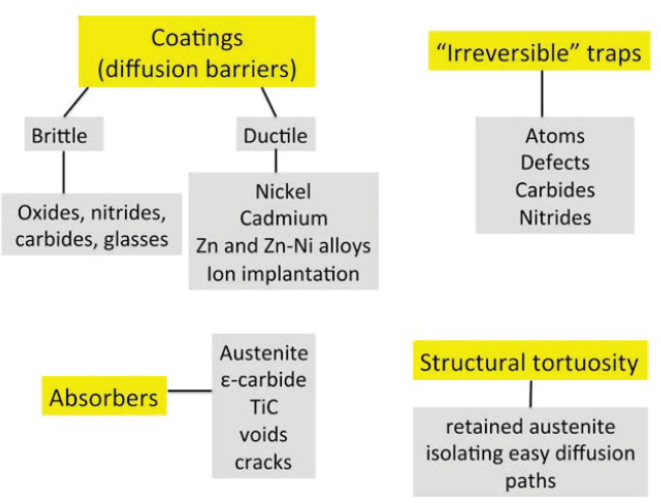
to increase resistance to cracking for a given hydrogen level.48 In some materials, boron has been added as a bond promoter. Computational material design enables rapid through-put screening of alloying elements that are bond promoters. Similarly, screening of elements that change the kinetics of the hydrogen evolution may be undertaken. Figure 5.5 shows a number of strategies. Many models of HE proposed that stage II crack growth rate is a direct function of hydrogen diffusion rates.49 A series of benign traps such as vanadium or molybdenum carbides can be engineered to slow diffusion. The trap binding energy needs to be strong enough so that hydrogen is not supplied to the stress field of the crack tip.50 Pd added to PH 13-8 Mo operated in a similar manner.51 A PdAl precipitate was formed that sequestered hydrogen and minimized partitioning of hydrogen to the crack tip. Other trap engineering concepts could sequester hydrogen permanently through strong irreversible trapping at sites which do not trigger boundary cracking such as TiC.52
Caution is warranted in oil and gas systems where the open system (continual hydrogen production) can lead to saturation of such traps and subsequent EAC. Different measures may be utilized to decrease hydrogen production, uptake and trapping with the goal of bringing about a lower diffusible hydrogen content. The goal is not to change intrinsic susceptibility but to lower the hydrogen content or getter the hydrogen at innocuous trap sites. It should be noted that trap site control is complex and may not be feasible in open systems (see Box 5.1) allowing continual hydrogen production and uptake where trap filling and saturation may occur. There are also new emerging compositionally complex alloys which might experience reduced hydrogen transport rates such as high entropy alloys or HEAs. These materials might enable more resistant fastener materials.
Value Proposition
A high strength fastener material with high HAC resistance exhibited by high fracture toughness and high threshold stress intensity in the presence of hydrogen
___________________
48 R.P. Gangloff, “Hydrogen Assisted Cracking of High Strength Alloys,” pp. 31-101 in Comprehensive Structural Integrity (I. Milne, R.O. Ritchie, B. Karihaloo, eds.), Vol. 6, Elsevier Science, New York, N.Y., 2003.
49 R.P. Gangloff, “Diffusion Control of Hydrogen Environment Embrittlement in High Strength Alloys,” in Hydrogen Effects on Material Behavior and Corrosion Deformation Interactions (N.R. Moody, A.W. Thompson, R.E.. Ricker, G.S. Was, and R.H. Jones, eds.), The Minerals, Metals and Materials Society, Warrendale, Pa., 2002.
50 H.K.D.H. Bhadeshia, Prevention of hydrogen embrittlement in steels, ISIJ International 56:24-36, 2016.
51 J.R. Scully, J.A. Vandenavyle, M.J. Cieslak, A.D. Romig, and C.R. Hills, The influence of palladium on the hydrogen-assisted cracking resistance of PH 13-8 Mo stainless-steel, Metallurgical Transactions A 22:2429-2444, 1991.
52 Internal trapping in TiC does require high temperature and high thermal energy but the interface may trap hydrogen or be engineered to trap hydrogen in seawater near room temperature.
would be very beneficial to design and deployment of HAC “immune” or “highly resistant” materials that would have a low probability of HAC in service. This would lessen pressures to optimize cathodic protection such as with low voltage anodes or other measures aimed at controlling the environment and allow a larger margin of error concerning accidental non-baking and cathodic protection hot spots. The margin of error due to over torque or bending loads would also be increased.
Feasibility
A major challenge in many commercial industry sectors is the need for high strength materials with excellent resistance to hydrogen. The goal of a >1 GPa (145 ksi) yield strength materials with excellent resistance to intermediate level of diffusible hydrogen is now likely realizable if all the principles of ICME are harnessed. These include grain boundary and interface engineering, use of bond promoters, use of gettering agents such as rare earth treatments perhaps integrated with a choice of an alloying element which forms an oxide film that functions as a permeation barrier. Computational approaches now exist for high-throughput searching for the best combination of alloying elements to achieve the above goals while maintaining desirable strength and toughness. The state of the art is ripe for achieving this goal.
COATING TECHNOLOGIES
Nitrided 4130, 4340 Bolts for Improved Corrosion Resistance
Bolts made from medium carbon martensitic steels, such as 4130, 4140 and 4340, can be interstitially hardened with nitrogen to a shallow case depth (e.g., 0.15 mm, 0.006 in.) for the purpose of providing a surface layer resistant to corrosion.53,54
___________________
53 D. Pye, “Practical Nitriding and Ferritic Nitrocarburizing,” Chapter 2 in Why Nitride, ASM International, Metals Park, Ohio, 2003.
54 P. Weymer, “Principles of Gas Nitriding, Heat Treating Progress,” Heat Treating Progress, ASM International, Metals Park, Ohio, July/August 2009.
Value Proposition
Nitriding has reportedly been useful in reducing the corrosion rate of steels. It is a well-developed, relatively low-cost process.55 Since nitriding is a gaseous process, it is capable of diffusing into the threaded area without requiring special tooling, so the coverage can be uniform. Nitriding does not affect surface finish or part dimensions.
Feasibility
The nitriding process itself is mature. For example, GE Aviation, after an extensive qualification program, started nitriding M50 steel used in mainshaft engine bearing races and rolling elements. The motivation was to increase surface hardness and reduce susceptibility to spallation of the race. Surface residual stress is about −700 to −1050 MPa (−100 ksi to −150 ksi) to a depth of 0.15 mm (0.006 in.) have been reported. Since instituting nitriding 5 years ago, there have been no bearing failures.56
There are no reports of nitrided bolts being employed in subsea critical applications, so it is an immature technology, but with significant promise. The qualification process could be used to mature the technology.
Key development risks that would need to be investigated include the following:
- The susceptibility of the nitrided bolt to standard aqueous corrosion (when the bolt is out of the seawater) needs to be determined. There are literature reports that nitrided surfaces are less susceptible to aqueous corrosion but quantitative data is not presented.57
- Process control of the kinetics of nitrogen diffusion is critical. A uniform diffusion zone is most desirable, minimizing the formation of a brittle “white layer” which is composed of iron nitrides.58,59 For the selected nitriding
___________________
55 J. Darbellay, “Gas Nitriding: An Industrial Perspective,” MSE 701 Seminar, Department of Materials Science and Engineering, McMaster University, March 22, 2006 coursenotes.mcmaster. ca/701-702.../2005.../701_JeromeDarbellay_March_2006.pdf, accessed June 16, 2017.
56 M. Rhoads, M. Johnson, K. Miedema, J. Scheetz, and J. Williams, Introduction of Nitrided M50 and M50NiL Bearings into Jet Engine Mainshaft Applications, STP1580, ASTM International, Washington, D.C., June 2015.
57 Ibid 168 and 169.
58 E.J. Mittemeijer, “Fundamentals of Nitriding and Nitrocarburizing,” in ASM Handbook, Volume 4A, Steel Heat Treating Fundamentals and Processes (J. Dossett and G.E. Totten, eds.), ASM International, Metals Park, Ohio, 2013.
59 K.-M. Winter and J. Kalucki, “Gas Nitriding and Gas Nitrocarburizing of Steels,” in ASM Handbook, Volume 4A, Steel Heat Treating Fundamentals and Processes (J. Dossett and G.E. Totten, eds.), ASM International, Metals Park, Ohio, 2013.
- method, process parameters will have to be established for each bolt size and material. Slow nitriding is a low temperature process, performed around 450°C (840°F).60,61 Nitriding is the last processing step, unless a coating is applied on top of the nitrided surface. The bolt must be austenitized, hardened, tempered, and fully formed before nitriding.62
- Demonstrate no loss of fracture toughness or loss of ductility in the nitrided bolt.
- Demonstrate that a nitrided steel bolt will not fail by HAC within the time period of interest. The surface residual stress may have to be tempered, but there is some evidence that nitriding can be beneficial in forestalling hydrogen embrittlement.63,64,65
- The resulting surface will be hardened to 55 HRC or greater. This will require change to the specifications that currently require final hardness value much lower than this. Hardness checks should be made pre-nitriding and post-nitriding.
- Qualify nitrided bolts for subsea critical applications.
Multi-Functional and Smart Coatings
Oil and gas fasteners are produced from high strength quenched and tempered steels. Coatings used to date for fasteners are mostly focused on general corrosion, friction, and galling concerns. Organic coatings such as Xylan66 resist corrosion through functioning as a barrier and serve to reduce make-up and breakout torque. Sacrificial anode based coatings such as zinc are often electroplated to protect against general corrosion especially prior to deployment. Many of these coatings may not last beyond interim surface storage before offshore service. However, hydrogen baking is still necessary since zinc is electroplated and requires baking to remove hydrogen co-deposited with metal. A study with Cd indicated that baking
___________________
60 D. Pye, “The Power of Pulsed Plasma Ion Nitriding,” Heat Treating Progress, ASM International, Metals Park, Ohio, July/August 2009.
61 D. Pye, “Practical Nitriding and Ferritic Nitrocarburizing,” Chapter 1 in Introduction to Nitriding, ASM International, Metals Park, Ohio, 2003.
62 Ibid 169
63 X.F. Li, J. Zhang, M.M. Ma, and X.L. Song, Effect of shot peening on hydrogen embrittlement of high strength steel, International Journal of Minerals, Metallurgy, and Materials 23:667-675, 2016.
64 A. Turnbull and S. Zhou, Residual stress relaxation in shot peened high strength low alloy steel and its implications for hydrogen assisted cracking, Journal of Materials Science and Technology 26:824-832, 2010.
65 U.S. Patent 20120298262 A1, “High Strength Steel and High Strength Bolt Excellent in Delayed Fracture Resistance and Methods of Production of Same,” issued November 29, 2012.
66 Whitford, “Industrial Coating Guide,” http://whitfordww.com/industrial/oil-and-gas.html, accessed October 11, 2017.
can result in both some hydrogen ingress and some greater hydrogen uptake into the material from the co-deposited hydrogen and cadmium. This needs to be a controlled aspect of baking practice and not subject to vendor variability. Moreover, older baking standards have rarely considered baking followed by cathodic protection (the real service conditions).
Several objectives are required for the ideal fastener coating that functions to reduce HAC susceptibility; these include corrosion protection, minimization of hydrogen uptake and production, and some ability to protect scratches, defects or flaws. From a probability standpoint (each layer may fail or cease to perform its function over its service life), deployment of several of these strategies at the same time would be attractive. Some newer commercial metallic coatings seek to tune the metallic galvanic couple behavior to be less aggressive than zinc based coatings. Inhibitor type coatings are also possible that release chemical inhibitors that inhibit cracking. These are prevalent in aerospace but might lack the lifetime necessary for offshore service. Moreover, there are hydrogen permeation barrier coatings such as metal oxides that have low hydrogen diffusion rates; but these are often brittle.67 Oxide permeation barrier coatings are common today but provide no active protection mechanism for scratches which expose bare metal.68,69,70
There are a few multi-functional coatings for HAC resistance that are designed to serve several hydrogen resisting functions at the same time, perhaps in a multilayer format. Moreover, an outer hydrophobic layer could be designed with an inner permeation barrier and/or another buried inhibitor layer. Coatings could control potential and promote hydrogen recombination even in the case of high cathodic currents. Moreover, chemical inhibitors may be deployed which inhibit cracking. Chemical inhibitors released from a coating and transported to the crack tip could be designed to interfere with the steps leading to hydrogen uptake and ultimately limit hydrogen accumulation in the thread root of a fastener. For instance, inhibition of the hydrogen evolution reaction kinetics has been investigated with selected inhibitors that chemically precipitate under the alkaline conditions at the crack tip such as when subjected to cathodic polarization. The inhibitors’ effect on lowering hydrogen absorption was also determined. Steels were hydrogen charged under conditions representative of crack tips. Absorbed hydrogen was quantified with and without the inhibitor as a function of hydrogen overpotential and found
___________________
67 Possible coatings would most likely be a multi-functional coating with several delaying strategies, all that would contribute to a longer lifetime.
68 T. Fukai and K. Matsumoto, Surface modification effects on hydrogen permeation in high-temperature, high-pressure, hydrogen hydrogen-sulfide environments, Corrosion 50:522-530, 1994.
69 A. Aiello, G. Benamati, and C. Fazio, “Hydrogen Permeation Barrier Development and Characterisation,” pp. 145-155 in Nuclear Production of Hydrogen, Paris, France: Organisation for Economic Co-Operation and Development, Nuclear Energy Agency, 2001.
70 T. Tanabe, Surface-barrier for tritium permeation, Fusion Technology 28:1278-1283, 1995.
to be reduced. Experimentally determined threshold stress intensity (KTH) and da/dtII were improved with the inhibiter at intermediate cathodic potentials. The coating might have barrier, potential control, and chemical inhibition capability all built into one coating. Each of these functions may be challenged in open systems exposed for long time periods, but the concept would be to severely delay hydrogen accumulation in fasteners, not necessarily to eliminate it. Even self-healing of bare spots is a common technology today in the case of organic coatings used71,72,73,74 in aerospace applications. It seems that a multi-functional coating could be perfected that serves several functions with proven technologies used in other applications.
Value Proposition
Current understanding of the possible use of coatings in undersea bolting applications is not well developed. This has sometimes led to the avoidance of coatings because it was not clear whether they would be helpful or harmful. An understanding of the utility and benefit of these multifunctional and smart coatings could lead to more robust bolting for undersea applications.
Feasibility
While there are examples of the use of sophisticated coatings in other industries, research and development is needed to determine the value of multifunctional and smart coatings in the undersea drilling industry.
Coating Design for BOP Bolts
A new approach could be to design a new type of coating for bolts. Components for high temperature applications have been used with coatings with Al2O3 to resist oxidation for extended periods of time. However, at temperatures above
___________________
71 S.B. Ulaeto, R. Rajan, J.K. Pancrecious, T.P.D. Rajan, and B.C. Pai, Developments in smart anticorrosive coatings with multifunctional characteristics, Progress in Organic Coatings 111:294-314, 2017.
72 F. Presuel-Moreno, M.A. Jakab, N. Tailleart, M. Goldman, J.R. Scully, Corrosion-resistant metallic coatings, Materials Today 11(10):14-23, 2008.
73 P.C. Dodds, G. Williams, and J. Radcliffe, Chromate-free smart release corrosion inhibitive pigments containing cations, Progress in Organic Coatings 102:107-114, 2017.
74 H.C. Qian, D.K. Xu, C.W. Du, D.W. Zhang, X.G. Li, L.Y. Huang, L.P. Deng, Y.C. Tu, J.M.C. Mol, and H.A. Terryn, Dual-action smart coatings with a self-healing superhydrophobic surface and anti-corrosion properties, Journal of Materials Chemistry A 5:2355-2364, 2017.
800°C they tend to spall off unless the surface contains addition of rare earth elements such as Y and Hf.75,76,77,78,79 In subsea applications, corrosion is the biggest challenge along with erosion from continuous flow of seawater. Cr2O3 is known for its corrosion resistance. Use of oxides with high corrosion resistance as well as high adherence to the base material should be explored. Stainless steel is often used for some subsea applications, which has Cr2O3 oxide protection but they also fail under subsea condition. The challenge will be to identify elements such as Y and Hf, which help the protective oxide adhere to the surface and also to not be porous.
Cathodic protection practice adds further complication. The challenge will be to identify elements, which will improve the adherence of the oxide for corrosion resistance under mechanical loading and an electric field.
Value Proposition
This is another example of coatings which may protect bolts used in undersea applications. If successful, these could prolong the life and increase the reliability of bolted connections.
Feasibility
As discussed, these coatings have been successful in some applications. Development work is needed to determine effective coatings for the alloys used and for the subsea conditions.
___________________
75 J. Singh and J. Mazumder, Microstructural evolution in high energy helium implanted nickel—I. Room temperature (t − 100°C) implantation, Acta Metallurgica 35: 1929-1941, 1987.
76 I.M. Allam, D.P. Whittle, and J. Stringer, pp. 103-117 in Corrosion and Erosion of Metals (K. Natesen (ed.), Metallurgical Society of AIME, Warrendale, Pa., 1980.
77 J.G. Smeggil, A.W. Funkenbush, and N.S. Bornstein, A relationship between indigenous impurity elements and protective oxide scale adherence characteristics, Metallurgical Transactions A 7:923-932, 1986.
78 D.P. Whittle and J. Stringer, Improvements in high temperature oxidation resistance by additions of reactive elements or oxide dispersions, Philosophical Transactions of the Royal Society A 295:309, 1980.
79 C. Ribaudo and J. Mazumder, Oxidation behavior of a laser-clad nickel-based alloy containing hafnium, Journal of Materials Science and Engineering A 121:531-538, 1989.
Hydrophobic Coatings for Bolts80
Low energy (hydrophobic) and high energy (hydrophilic) coatings with high wear resistance are well-developed technologies being used in many industries. The oil and gas industry is just beginning to use these alternate coatings in the field. One potential application would be to coat flange bolts in hydrophilic “paint” to prevent exposure to water, even at depth.
Value Proposition
The potential value would be to reduce or eliminate exposure of the base material to water. This could mitigate the exposure of equipment to elemental hydrogen and salt water. Additionally, it could mitigate conventional corrosion of the material when exposed to salt air.
Feasibility
While this is a proven technology, key development risks exist for this application that would need to be investigated. These include the following:
- The application method could be conventional painting or electrodeposition. Confirmation of coating thickness and coating durability with each method is required. Additionally, the ability to bake out hydrogen using existing standards needs to be confirmed.
- The ability of the coating to remain effective after multiple thread make-ups and break-outs needs to be assessed.
- The ability of the coating to exclude water—to the point of mitigating corrosion—under extreme (5,000 psi) pressure and other harsh environmental conditions for extended periods of time needs to be proven.
___________________
80 For more information, see J.F. Heathman, R. Taylor, G.A. Fuller, G. Arumugam, P. Sullivan, S. Thapa, and V. Veedu, “Development of Nanotechnology Pipe Treatment to Improve Acoustic Cement Evaluation,” Paper OTC-27893-MS, Offshore Technology Conference OTC 2017, 2017, http://www.onepetro.org/conference paper; E.P. Brown, S. Hu, S. Wang, J. Wells, M.A. Nakatsuka, V. Veedu, and C.A. Koh, “Low-Adhesion Coatings as a Novel Gas Hydrate Mitigation Strategy,” Paper OTC- 27874-MS, Offshore Technology Conference OTC 2017, 2017, http://www.onepetro.org/conference paper.
Nano-Laminated Metallic Coatings81
Nano-laminated metallic coatings are electro-deposited nickel, zinc, or other alloy coatings that are designed to have specific properties that have been shown to be very effective in preventing surface-type corrosion. There is a patented electrochemical controlled deposition process that produces precisely-defined configurations of nanometer-scale layered metal alloys that can be applied to various substrates.82 These nano-scaled layers are designed to enhance a number of material properties, including:
- Corrosion resistance
- Elastic modulus
- Strength
- Hardness
- Fracture toughness
- Wear resistance
- Damping
- Stiffness
Value Proposition
The potential value would be to have the nano-laminated coating exposed to the water rather than the base metal. Because the nano-lamination process is “self-leveling” there may also be an anti-galling potential due to the option to have an exceptionally smooth finish. Additionally, it could mitigate conventional corrosion of the material when exposed to salt air.
___________________
81 For more information, see M.W. Joosten, J. Vander Laan, S. Lomasney, C. Lomasney, L. Collinson, and J. St. Clair, “Nano-Laminated, Metallic Coatings for Corrosion and Abrasion Resistance,” NACE Paper 5735, NACE Corrosion 2015, 2015, https://www.onepetro.org/conference-paper/; O. Paz, B. Chaloner-Gill, N. Yamali, S.M. Taha-Hussain, C. Lomasney, S. Lomasney, and D. Casioppo, “Nano-Laminated Alloys for Improved Return on Oilfield Assets,” SPE Paper 179923-MS, SPE International Oilfield Corrosion Conference and Exhibition, May 2016; Nano-Layers in metallic coating enhance its corrosion resistance, Material Performance, Vol 54, No. 5, May 2015, pp 14-19; C. Lomasney, “Nanomaterials Aid Corrosion Resistance,” Hart Energy E&P, December 1, 2014, http://www.epmag.com/nanomaterials-aid-corrosion-resistance-761816.
82 Modumetal, Inc., “Products: Corrosion-Resistant Alloys,” https://www.modumetal.com/pages/products-corrosion-resistent-alloys, accessed October 24, 2017.
Feasibility
The technology is field-proven with the nano-laminated coating currently commercialized for studs and nuts. However further work is warranted, including the following:
- Clarifying whether the new API Spec 20E for Alloy and Carbon Steel Bolting, which prohibits zinc plating with 100 percent zinc, would allow a lesser percentage of zinc
- Assessing if any of the other non-zinc containing nano-laminated products (for example, nickel-based) could be used and be effective as a corrosion barrier for studs and nuts.
- The ability of the coating to withstand deepwater environments for extended periods of time needs to be tested
- The ability of the coating to exclude water under extreme (5,000 psi) pressure and other environmental conditions—to the point of mitigating corrosion—needs to be proven.
- A further innovation would be to evaluate the feasibility of electroplating a superhydrophobic coating83 over a nano-laminate coating.
NEW FASTENER DESIGNS
Alternative Thread Designs84
The 8-round thread design has been used successfully in oil and gas applications for years. This old technology may not extrapolate well to the extreme service requirements for deepwater drilling riser bolts. With 8-round thread, as with many thread designs, the root of the first thread takes 65 percent of the tensile load. Better thread designs could be developed or sourced from other industries.85 Future research could also consider methods for spreading the load out to all the threads in a connection, such as stress relieving grooves in nuts and threaded flanges.86
___________________
83 Oceanit, “Anhydra,” https://www.oceanit.com/products/anhydra, accessed October 24, 2017.
84 For more information, see H. Stafansson, “Controllable Pitch Propeller Blade Bolt Design,” presentation to the Workshop on Bolting Reliability for Offshore Oil and Natural Gas Operations, April 11, 2017.
85 For example, Cameron uses a stub Acme thread for parts of their BOP. This is a coarse square-profile thread that is harder to cross-thread and a square shoulder. One example of a potentially applicable thread design is the Rolls Royce’s Moregrip technology used by the U.S. Navy for propeller attachment.
86 S. Venkatesan and G.L. Kinzel, Reduction of stress concentration in bolt-nut connectors, ASME Journal of Mechanical Design 128:1337, 2006.
Value Proposition
A thread design that more evenly distributes the tensile load across the treads will reduce point loading and should make the treads less susceptible to stress-induced cracking.
Feasibility
Incorporation of alternate thread designs is a well-established technology, available as needed.
Other Connector Geometries87
API Flange connectors are used exclusively in BOP stacks. This is a time-tested technology; it is well understood, and specifications exist for them. In addition they are relatively lightweight and small. However, they do put the flange bolts in the direct (tensile) load path albeit the additional tensile loads on the bolts are minimal until the flange preload is exceeded.
Industry has considered the idea of using a different connector, such as clamps. Clamps (such as Greylock clamps) have been used in the oil and gas industry. There is some interest in further evaluating their use. However, clamp systems are very large, heavy, and expensive. They do take the bolts out of the direct load path, but tensile load is still imparted but on fewer bolts. Additionally, there is concern about the ability of clamped connections to handle significant bending moments.
Value Proposition
The value of a different type of connector would be making the connector less susceptible to (pressure and structural) failure.
Feasibility
Development issues are not insignificant. Any new connector configuration, even for proven technologies like clamps, would require extensive evaluation and testing before being accepted by the oil and gas industry for such critical and demanding service. Finding or developing a better connector system for deepwater drilling risers would require a significant industry-wide impetus to start and maintain such an effort. This having been said, there is probably a better connector
___________________
87 For more information, see J.M. Bednar, W.P. Dixon, and W.H. DuMay, “Effect of Blowout Preventer End Connections on the Pressure Integrity of a Subsea BOP Stack Under Riser Loads,” Paper OTC-2649-MS, Offshore Technology Conference, May 3-6, 1976.
technology already developed that could benefit the deepwater drilling riser application if the requirement is made known and there is promise of a development program to qualify the successful solution.
Human Systems Integration88
Considering that humans contact bolts through every step of the bolt life cycle, they are important in innovating solutions to overcome bolt failure. Attending to each of the dimensions of human systems and to the larger system in which they work will result in a system in which the human system is well-integrated with other system components and one that is resilient to perturbations coming from within or outside of the system.
Solutions can be identified that involve training humans (e.g., tensioning training), design of tools (e.g., heat treating basket of US Bolt) or processes to redesign work to reduce or eliminate human system failures. Other solutions involve organizational changes such as reporting procedures or communication protocol. Though such interventions may seem inconsequential, they have the potential to eliminate much of the variance associated with human activity and reduce bolt system failures.
-
Design Innovations. There are examples of re-designing the work process to make it resilient to human error. For instance, in one example the bolt manufacturer did not pay proper attention to the forging temperature; this eventually caused microcracks that then failed after over-tightening. As a result, 60 of the 600 bolts were defective. Because of this incident, the manufacturer instituted an automatic fail-safe system to prevent overheating.89
In another example, furnace loading can cause uneven heating. There is a tendency to put as many bolts in the basket as possible to lower the cost of
___________________
88 For further reading, see D.A. Boehm-Davis, F.T. Durso, and J.D. Lee, APA Handbook of Human Systems Integration, Washington, D.C.: American Psychological Association, 2015; S.C. Peres, R. Bias, N. Quddus, W.S. Hoyle, L. Ahmed, J.C. Batarse, and M.S. Mannan, Human Factors and Ergonomics in Offshore Drilling and Production: The Implications for Drilling Safety, Technical Report by the Ocean Energy Safety Institute, 2016; National Research Council, Human-System Integration in the System Development Process: A New Look (R.W. Pew and A.S. Mavor, eds.), Washington, DC: National Academies Press, 2007; R. Flin and G. Slaven, “Introduction,” pp. 1-6 in Managing the Offshore Installation Workforce (R. Flin and G. Slaven, eds.), Tulsa, Okla.: PennWell books, 1996.
89 L. Burgess, “Bolt Manufacturing—A Look at Critical Operations,” presentation to the Workshop on Bolting Reliability for Offshore Oil and Natural Gas Operations, April 10-11, 2017.
- heat treating. To fix this baskets have been designed with individual vertical slots for bolts and adequate separation and furnace load diagrams. This new design prevents poor loading practices.
- Training Innovations. Current training for personnel who assemble BOP and riser components focuses on safety issues, but often not on specific procedures such as bolt tightening. Further, even if operators are trained in procedures, the rationale behind the procedure is often lacking. This type of training may work well under nominal conditions, but once an exceptional event occurs, the operator will have little basis for deciding on alternative procedures.
- Organizational Innovations. Reporting systems of failures and near misses have worked very well in other industries such as nuclear and aviation. Such systems allow patterns of failures to be detected early and mitigated before a disaster occurs. Established protocol for sharing this information within and across organizations is also essential for system-wide effectiveness, and other industries, such as aviation, have already developed protocols for anonymously sharing information of a sensitive nature. Most important, however, is rewarding those who constructively participate in a failure reporting system.
- Action Plan. Establishing an industry function to review all nonproprietary aspects of the design, manufacturing, installation, operation, and maintenance of drilling riser systems and their components would allow non-technical, human-systems experts to have a “cold-eyes” look at these systems and suggest improvements.
Value Proposition
Humans are essential components of the bolt system. Preventing bolt failures requires considering the integration of the human system with other system components and considering multiple dimensions of the human system. Work processes can be re-designed at relatively low costs to make them more resilient to system failures while increasing productivity and product quality. Training and failure reporting systems can similarly increase the effectiveness of human systems.
Feasibility
Human systems integration has been incorporated successfully in other industries such as aviation, nuclear power plants, and space.
SUMMARY AND RECOMMENDATION
These innovation opportunities have the potential to significantly advance the reliability of subsea fasteners in critical service. Some of these innovations can be investigated and qualified within a few years since they leverage work that has been commercialized in other industrial sectors. Other opportunities will require a long-term research and development effort.
Finding: Numerous innovative concepts for potentially reducing failures of connector bolts in undersea exploration for gas and oil have now been identified. These range from procedures and technologies that could be quickly implemented to concepts that require a long-term development effort; some may result in significant incremental improvement, some a large step-change improvement and others may never be practical to implement in the deep ocean environment.



































