
Implementation Projects: Decisions and Expenditures
H. KENT BOWEN
Measures of the quality, cost, timeliness, dependability, flexibility, and innovation of a manufacturing system are based on customers' views of the product and service. The customer's view is determined by what happens in the other functions such as design, production, and vendor procurement. Absent equations, models, and simulation systems, we look to empirical observations —data, trends, and recurring events—to stimulate fundamental learning. The challenge in determining the manufacturing system outcomes (e.g., enterprise growth, market share growth, profits, or lifetime employment) and their relationship to the system measures will require substantial effort. I have chosen one type of empirical observation in this chapter to indicate the impact that foundations may have, once understood. The case we will consider here is the new product or process introduction project —decisions and their time-related costs.
A knowledge-based work environment and rapid product and process introduction cycles require a close linkage between the planning and designing and the implementation and execution. As products and processes become inherently more complex and technology driven, the absence of clear objectives and of ready-to-access skills, knowledge, and technology results in a search for cause-and-effect relationships. What is the relationship of knowledge gained from previous products and processes to that gained from new products and processes? How do the early decisions (such as product design features, process selection, and work force selection) link to future events once the development and implementation process begins.
In efforts to study new product or process introduction projects, I have made a set of empirical observations that provide understanding of one aspect of the manufacturing system. These observations may allow mental models of how these processes work and thus suggest opportunities for improvements to a key feature of time-based competition —rapid and effective introduction of new products or processes.
The empirical observations seem to be valid for many U.S. manufacturers, irrespective of the particular market or technology. Similar data have been reported for the introduction of products or processes related to commercial aircraft, computer workstations, high-density information storage systems, cellular phones, and advanced materials and components.
The details of each example are less important here than are the trends. The starting point, t = 0, of a commercialization project occurs after initial research and development have determined a significant value to, and acceptable risk for, moving the development into an implementation or commercialization phase. The technical feasibility of the product or process has been verified, but there are still uncertainties that require refinements, integration functions, and pilot developments. The project gets a title, resources are allocated, and someone is assigned to track the expenditures; most often there is a carefully constructed schedule with gates, hurdles, or phase reviews.
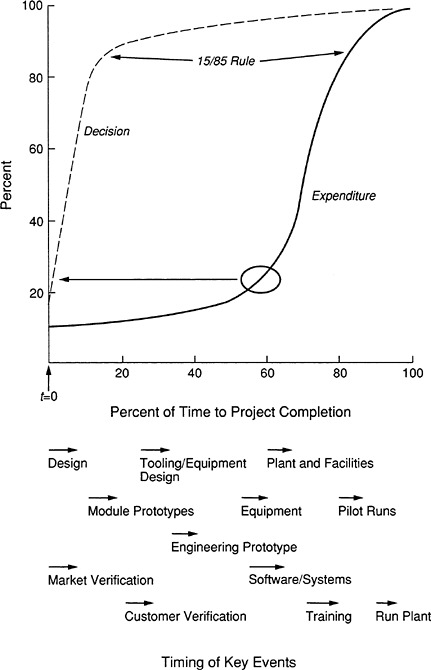
For many of these commercialization projects, the schematic representation of the accumulated expenditures shown in Figure 1 is universal. A slow ramping of expended dollars or engineering hours occurs during the initial 40–70 percent of the elapsed time. The early period is mostly expenditures of people on design and primitive prototypes. The later rapid rise is associated with purchases and installation of equipment and facilities and the training of the operators. The rates are quite different in these two periods. The teams involved in these projects perceive the actual time of the decisions that triggered the expenditures as occurring very early in the process. This perception is shown schematically in Figure 1 , and I have found that within 15–20 percent of the total elapsed time, 80–85 percent of the key decisions about future expenditure have occurred. Complex processes involving numerous variables and elements of subsystems (such as information, technology, human, financial, and marketing) result in longer than anticipated execution consequences and, thus, strongly influence feedback loops in the manufacturing system. We will call this observed relationship between essentially sunk costs and decisions the 15/85 rule.
The 15/85 rule poses many questions about how projects are managed:
-
When is the appropriate time for senior management to become involved in new product and process projects? tunities to change leaders midstream?
-
What should the leadership of such teams be, and are there opportunities to change leaders midstream?
-
How much of the loss due to engineering change orders, redesigns, and the like is due to the long cycle times (decision to implementation), and how much is a result of uncertainty about the component part and system that is being designed, built, or implemented?
-
What is the value of knowledge (know-how and know-why) at the early stages, that is, before 15 percent of the time has elapsed?
-
How should project teams be staffed, organized, and managed to promote organizational learning as well as to accomplish project objectives?
There have been numerous recent examples of a large disparity between companies doing similar projects. Plain paper copiers, workstations, or automobiles are product examples for which careful studies have shown as large as twofold differences in the elapsed time and the engineering work-hours or expended funds when implementing similar projects. There are suggestions from the cases of the best-of-the-best that the 15/85 rule does not apply; the decisions are much more closely linked to the doing and the expenditures. The feedback and corrections are different in number, timing, and quality. The most comprehensive comparisons of product development projects is that of Clark and Fujimoto (1991), who also link these processes to key manufacturing metrics such as the quality and rate of innovation of the product.
What are the common sources of delays and causes of rework and design changes that result in the 15/85 curves? There are organizational aspects, such as the ineffective working of teams pulled from functional groups. There are systems considerations, such as the lack of standards or a single data set. Other aspects of the problem include procedures and mechanisms for problem solving and structuring of the solutions. In addition, there are infrastructural issues such as lengthy procedures and justification for obtaining resources—people or capital.
All of these sources of delay have been observed to a greater or lesser degree in new product and process introductions. Further analysis of Figure 1 allows us to emphasize another common element in 15/85 style projects. The issue is how uncertainty diminishes with time as the project proceeds.
In an absolute sense the standard for elapsed time in a project is often derived from ad hoc or artificial means, a t = 0 point is assigned arbitrarily when a schedule is articulated. Based on experience and the tasks to be achieved, the schedule anticipates preparation and completion of certain events. These events include milestones and reviews, but most often a scheduled event may trigger other events that cause activation of resources and consequentially expenditures. In many cases the schedule dictates these events rather than the events being triggered by accomplishment.
Figure 2 continues the illustration of the expenditure of effort and deci-
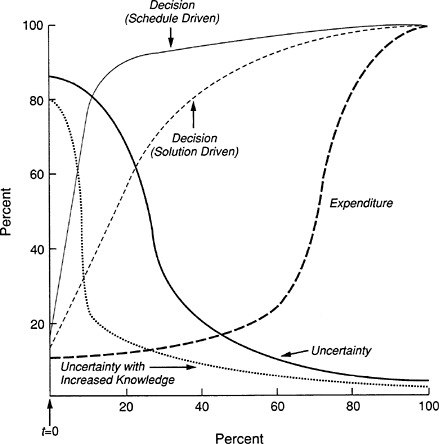
FIGURE 2 Representation of the effects of early knowledge and problem solving (reducing uncertainty) on the changed relationship between decisions and expenditures in projects.
sions but with the added dimension of uncertainty. Here uncertainty includes anything that may cause an element or the integrated whole not to meet the required specifications. The new product may require unproven process technology; and thus without small-scale and production-scale tests of the process, the success of the project is still uncertain. Guesses about facility configurations and yields, for example, become the decisions that will generally require engineering fixes at a later date. Later fixes usually require more time and larger expenditures than corrective actions taken early before other processes, designs, and systems became determined and influenced by imperfect data.
The uncertainty about the new product or process is of course subject to customer and market uncertainties; but let us focus on uncertainties in the
technology (hardware, software, and systems for designing, testing, or making) and in the people, organizations, and structures (knowledge, skills, methods, and systems) directly applicable to the project. In short, individual as well as organizational knowledge and the skill with which problems and opportunities are identified and solved dictate the rate at which uncertainty is reduced. Should “inventions ” be required after t = 0? Since real inventions, as opposed to innovations, cannot be scheduled, commercialization projects in which time is a determinant require that the inventing be done before the start of the project. Thus, the “planned” uncertainty has to do with applying the technology, integrating the elements, and extending or incorporating known aspects from other realms into this particular project.
The schematic diagram in Figure 2 shows what occurs in 15/85 projects when the project is driven by problems solved (uncertainty reduced) rather than dogmatic adherence to a predetermined schedule. A more rapid decrease in the uncertainty of a whole and its component parts for a new product or process allows the decisions to be more closely linked in time to the expenditures —the doing. Projects focused on problem identification and solution to increase knowledge and reduce uncertainty use processes such as project reviews, prototyping, pre-project understanding, cross-functional teams, and benchmarking as drivers for decision making and resource allocation. For example, component prototypes are done early and rapidly. Production-scale engineering prototypes are tested before half the time has elapsed in order to allow for refinements and improvements at the system level.
What is the value of the “right knowledge” early in the commercialization project? Extensive research will be required to quantify the answer to this question, but the nature of the empirical observations represented in the figures suggests multiples of 10, and perhaps as much as 100 to 1,000, in savings. The cost and consequences of early, ill-informed decisions put into place processes (expenditures) that can be measured and judged only much later.
As important as the need for knowledge is the type of knowledge needed. For example, the pre-project knowledge for a new product must come not only from the advanced development lab but also from the factory floor and process development lab. Knowledge about the capability of individual and linked processes and process steps, of machines and process lines, and of integrated production systems is a key to reducing uncertainty because it establishes current and future possibilities for the new product. This understanding sets the agenda for problem resolution when more advanced processes are required.
The special requirements of added process and factory knowledge is exacerbated in time-based competition. The availability of design tools and methods has improved the product design aspects of manufacturing faster
than our knowledge about developing and installing new production technologies. The pacing element is becoming the new product production system and not the new product design—time-based competition is process knowledge competition.
The manufacturing enterprise, the manufacturer, is a system. One central activity, introduction of a new product or process, is itself a system with all the risks and uncertainties of complex systems. When considering the enterprise or any element of it, understanding becomes richer when one looks for the interconnections of activities, functions, processes, and outcomes.
In this chapter we have looked at empirical observations that relate the expenditure of resources for introducing a new product or process to the timing of decisions that eventually caused the expenditures. The system aspects of developing and commercializing new products and processes require linkages and feedback loops to discover and solve problems. This is more than concurrent or simultaneous engineering (Nevins and Whitney, 1989) or quality engineering (Phadke, 1989). The consequences of the empirical observations are many. Experiments to validate cause and effect are suggested, mental models can be conceived and tested through field studies, and quantitative relationships could be estimated. Clark and Fujimoto have shown that the methods and practices of project teams (formal and informal) and the way in which teams are organized affect the performance measures. I see fruitful research, much speculation, and the emergence of a foundation for the manufacturing system.







