
5
Organizational Learning and Improving System Performance
Transferring philosophy is much harder than transferring technology.
—Donald F. Ephlin, Retired Vice President, United Auto Workers
Corporations that compete successfully with the world's best producers will increasingly find that they have become members of a select group of enterprises that accept and practice the foundations described in this book. Performance at the level that is feasible with these foundations can be expected to become the norm for those enterprises striving to be the best-of-the-best. What then, it might be asked, will be the basis by which any of these firms will find it possible to obtain a competitive advantage over the others—all of which will be performing at a highly competitive level? From this plateau of competitive behavior, how can any firm hope to achieve a differential advantage over any other firm that is making effective use of these foundations?
There are two generally separate but related answers to these questions. The first is the ability of the organization to learn and improve. The organization that can learn more rapidly from its experiences and use that learning to enhance its performance will have a distinct advantage. The second answer is to be found in technology. The enterprise that develops the ability to lead in the effective use of technology will possess a distinct and important advantage over competitors. Both of these areas will be explored in detail in this chapter.
FOUNDATIONS RELATED TO LEARNING AND RENEWAL
The opportunity for manufacturing organizations to achieve and retain a competitive advantage depends to a significant extent on their ability to respond rapidly to changes imposed from the outside and to initiate changes aggressively. Two interpenetrating subsystems that are critical to transforming a firm are those related to learning and to organizational renewal. Mize (in this volume) notes that the environment in which manufacturers operate today is characterized by rapid and continuous change, contrasting with the relative stability of the past. In his view, the quality and effectiveness of the response to changing circumstances is based on the ability of the members of the organization to create realistic visions of the future.
A critical ability supporting this approach will be the systematic capture of the knowledge and wisdom gained by the organization. The successful organization must be capable of learning from its experiences and using that knowledge to respond to its ever-changing environment.
Besides learning from direct observation, the organization gains a further competitive advantage when it understands, and is able to describe formally, the capabilities and limits of its manufacturing processes. Turnbull and his coauthors (in this volume) suggest that an appreciation of past circumstances and performance and an awareness of the theoretical limits of the processes used provide “an upper limit for forecasts of potential process performance, and a framework for clarifying the principles that govern the process.” Understanding the theoretical limits helps manufacturers to establish their priorities for advancing current capabilities as well as defining the threshold beyond which there is little opportunity for cost-effective improvement.
The Learning Process
One theory of learning holds that individual learning occurs when individuals detect a match or mismatch between outcome and expectation. If there is a mismatch, the individual moves to an error-correction mode, while a match reinforces the actions that led to the particular result. Learning is defined as the time when the individual discovers the source of the error and develops a strategy or means for correcting the error to return to the established norms. New strategies must be developed or invented on the basis of new assumptions to correct the error. Error correction, then, is “shorthand for a complex learning cycle” (Argyris and Schon, 1978).
The ability to remain stable in a changing environment is described by Bateson (1972) as single-loop learning. A single feedback loop maintains the level of performance of those organizationally established norms that can be expected to remain largely fixed even within a changing environment—for example, norms that relate to product quality, sales, or task performance.
At the organizational level, the learning cycle includes many of the same features—identification of norms that result from the rules and policies of the organization, attempts to discover what is necessary to modify current performance to achieve the desired state, analysis of the success of actions to accomplish change, and incorporation of the most successful actions into the operating fabric of the organization. For the feedback process to be effective, at both the personal and the organizational level, it is essential that clear measures—the appropriate metrics—of current performance must exist.
Welliver (in this volume, p. 235) identifies the importance of developing appropriate metrics (he calls them benchmarks) and communicating them in policies that members of the organization can use to identify problems at variance from those norms:
A basic element in any TQC (total quality control) effort is communication of data—specifically, statistics and information that describe a problem or establish a benchmark for improvement. Awareness of problems is what maintains the sense of urgency among managers to initiate changes that lead to improvement.
Edmondson alludes to this organizational learning as he discusses “understanding what your customer wants.” An understanding of the customer must extend across a broad range of functional departments in the manufacturing organization. The ability of the organization to integrate these wants with its own strengths, special capabilities, and expertise represents a form of organizational learning.
Single-loop learning is concerned with maintaining assumptions and maximizing effectiveness within the constant framework of norms for performance. In many situations, however, conflicts will arise between desired performance and existing norms and strategies. The response of the organization to these conflicts leads to what has been termed double-loop learning. The organization enters into double loop learning when the system begins to receive signals that the norms themselves need to be examined and perhaps modified (see Argyris, 1991).
Mize (in this volume, p. 200) captures the essence of single- and double-loop learning in the following way:
The control system operates at two levels. First, it monitors a simulation of the future iteratively until an acceptable organizational strategy has been identified consistent with the vision of the desired future state. In a sense, this control structure is a feed-forward control loop.
Second, a feedback control loop tracks actual results, compares them with the planned results emanating from the organization strategy, and determines appropriate corrective action relative to operational performance. It is important to note that this model captures corporate experience and
imbeds the ‘knowledge' accumulated from strategic and operational experience into the ‘corporate memory' for use in future planning.
As we have seen, measures of key metrics must exist in order to assess the current level of performance and the magnitude of actions undertaken in response to the controls. Those metrics must be chosen in such a way that the system can measure its improvement against near-term objectives and determine realistic long-term goals. Addressing the ultimate levels of performance that the system seeks to achieve, Turnbull (in this volume, p. 229) argues that “For each process that is examined, potential actions are considered within the context of such questions as, Can improvement efforts make a significant impact, or is this process nearing its theoretical limit?”
The appropriate metrics can be used to define how fast learning must take place. Compton and coauthors (in this volume, p. 115) discuss the importance of improving quality through the concept of learning curves. They note that “the systematic collection of data on quality . . . [offers] a means of tracking progress on the ‘continuous improvement ' of quality and a means by which realistic expectations can be established for future goals. Above all, the existence of a learning curve for quality should be viewed as one more example of the need for careful collection of systematic data.” The use of knowledge, derived from progress and experimentation, by all members of the organization represents an example of organizational learning. The rate at which an organization improves its performance as a result of learning is perhaps one of the principal determinants of whether it can become best-of-the-best.
The goal of the world-class manufacturer must be to make the information and knowledge available at the right place and time. Too often in manufacturing, sources of information become scattered and isolated. Welliver (in this volume) discusses a situation that is all too common on production lines—wide separation in both space and time between machining operations and subsequent conformance inspection activities. Operators producing parts do not learn about the quality of their work in a timely way. Information that was available to the operator machining the parts is lost once a batch of components leaves the area. The inspection, which was performed only at the completion of all production activities, was historically an industrial engineering function. When parts were rejected—new information was created—no linkage or feedback was established between the operator and the errors. In the new system, the operator collects data on each part as it is machined by measuring it against the criteria previously available to the production inspector.
Welliver also describes a situation in which an effort was made to transfer individual learning to the organization. Information about the performance of the machines was made available to operators on successive
|
Information-Based Organizations The typical large business 20 years hence will have fewer than half the levels of management of its counterpart today, and no more than a third the managers. In its structure, and in its management problems and concerns, it will bear little resemblance to the typical manufacturing company, circa 1950, which our textbooks still consider the norm. Instead it is far more likely to resemble organizations that neither the practicing manager nor the management scholar pays much attention to today: the hospital, the university, the symphony orchestra. For like them, the typical business will be knowledge-based, an organization composed largely of specialists who direct and discipline their own performance through organized feedback from colleagues, customers, and headquarters. For this reason, it will be what I call an information-based organization. The information-based organization requires far more specialists overall than the command-and-control companies we are accustomed to. Moreover, the specialists are found in operations, not at corporate headquarters. Indeed, the operating organization tends to become an organization of specialists of all kinds. Information-based organizations need central operating work such as legal counsel, public relations, and labor relations as much as ever. But the need for service staffs—that is, for people without operating responsibilities who only advise, counsel, or coordinate —shrinks drastically. In its central management, the information-based organization needs few, if any, specialists. Because of its flatter structure, the large, information-based organization will more closely resemble the businesses of a century ago than today 's big companies. Back then, however, all the knowledge, such as it was, lay with the very top people. The rest were helpers or hands, who mostly did the same work and did as they were told. In the information-based organization, the knowledge will be primarily at the bottom, in the minds of the specialists who do different work and direct themselves. So today's typical organization in which knowledge tends to be concentrated in service staffs, perched rather insecurely between top management and the operating people, will likely be labeled a phase, an attempt to infuse knowledge from the top rather than obtain information from below. SOURCE: Drucker (1988a). |
production shifts by publicly displaying it on a large tablet or board. The sharing of information between shifts gradually improved the production process to the point that the variance of the process approached zero.
Individual learning experiences are not automatically converted to organizational memory and made available for all members to draw and build upon. The people with access to new data and information, authority to make changes, and understanding of the proper use of such information should devise appropriate methods to codify their knowledge so that it can be compared with information acquired by others. This requires that the organization's knowledge base be continually changed and updated. In some instances this knowledge may be specific to a machine or process, as Welliver's example shows.
Organizational learning is a broad-based strategy for capturing and making available to members of the organization information and knowledge that enable them to benefit from the experience of others—that build on the knowledge of many members of the manufacturing enterprise. In other cases, the knowledge of individuals and groups can be captured by tools, models, formula, drawings, instruction manuals, and the artifacts of the production process itself. Benchmarking the internal practices of the organization between projects is important.
Formalize Organizational Knowledge with Models
Members of an organization acquire information, analyze situations, react to stimuli, and reach conclusions concerning events. Models are important in capturing the critical variables and the relationships that have been discovered by members of the organization. Models, therefore, offer a broad basis for conveying shared experience and knowledge in manufacturing enterprises. Examples of simulation model applications and appropriate output types are presented by Pritsker (in this volume). These examples include the use of models as explanatory devices, such as animations of the physical production system; as analytic tools for statistical evaluations; and as educational devices when it is not possible or practical to use the system itself for hands-on training in a classroom (such as system failures or events that are difficult or dangerous).
Pritsker emphasizes the importance of developing models that can be used as a basis for long-term understanding of manufacturing processes and that contribute to the improvement of the manufacturing system:
Models contain information about manufacturing processes and by using such models continually, the processes will be better understood. Understanding leads to improved manufacturing and information for improving design. Thus, TCM [total capacity management] is a mechanism to achieve, using simulation, a new form of Kaizen (Imai, 1986) by which the pro-
cesses of manufacturing and decision making can be continually evaluated, changed, and improved. . . . Innovation also is enhanced, because a model developed in one functional area can be used to indicate the possibility of new constructs for another functional area. Thus, improvement cycles in a single functional area may be used to foster new models and concepts in other functional areas. The common model, common data foundation . . . when fully implemented, provides a basis for achieving world-class manufacturing (Pritsker, in this volume, p. 208).
World-class manufacturers recognize that they must be able to respond to externally induced change, but they must also be concerned with instigating continuous change within their enterprise. Organizational learning is a strategy for responding to environmentally induced change. The ease with which the organization incorporates the learning of individuals into its collective memory will be a major factor in becoming and remaining a world-class manufacturer. The time pressures afforded by global competition have greatly reduced the value of serial learning experiences. The world-class manufacturer must develop parallel programs for experimentation and creative destruction of the status quo with new technologies, machines, and techniques that will become the basis for the next generation of products and processes. The 15/85 rule—that 85 percent of project expenditures are determined during the first 15 percent of project time—should drive the organization not only to improve the introduction time of products and processes, but to also try and change the rule (Bowen, in this volume).
Although organizational learning depends on embedding into the organization 's memory the discoveries and evaluations that have been found in practice, a means must be provided by which new practices are explored and perfected. The organization's support and encouragement for experimentation, its tolerance of errors that arise in pursuing improvement, and its attitude toward careful and open discussion of the causes of poor performance critically determine how successful it will be in learning and progressing. The managers of the business must demonstrate their commitment to evolution through change and associated risk by providing the necessary support and a consistent policy toward change that “reinforces the notion that it is good to take risks” (Marsing, in this volume, p. 195). An organization that regularly “shoots the messenger of bad news” will soon find that no one is willing to take the risk of trying new things, let alone carry the news about the experiments that are less than successful (additional discussion of organizational learning and renewal can be found in Senge, 1990, and Stata, 1989).
FOUNDATION: World-class manufacturers recognize that stimulating and accommodating continuous change forces organizations to experiment and assess outcomes. They translate the knowledge
acquired in this way into a framework, such as a model, that leads to improved operational decision making while incorporating the learning process into the fundamental operating philosophy of the enterprise.
FOUNDATIONS THAT RELATE TO TECHNOLOGY
U.S.-based manufacturers have often adopted the view that technological prowess is a viable means of compensating for other shortcomings. The infrequent mention of technology in the above discussions reflects the committee's strong conviction that an enterprise can make the best use of technology only after it has embraced and is practicing the foundations described above. Only then can technology become a powerful force in achieving a competitive advantage.
Both the United States and its international trading partners stand to benefit technically and economically from the closing of the technology gap between nations and the increasing cross-fertilization in engineering, technology, and management (National Academy of Engineering, National Interests in an Age of Global Technology, 1991). For management, however, selection of the proper technologies from among technological opportunities is becoming a complex challenge that may be different for each manufacturer and for individual facilities. Choice of the appropriate technologies will increasingly consider local circumstances such as environment, work force, materials availability, relative costs of production, and the abilities of competitors (National Research Council, Toward a New Era in U.S. Manufacturing, 1986, pp. 32-33). By making use of leading-edge technologies, a manufacturer may be able to achieve lower costs, better quality, or greater customer satisfaction with existing products my making low-cost variations in small lots and thereby realize significant competitive advantages (see Report of the National Critical Technologies Panel, 1991). As Fisher points out (in this volume) the greatest potential for achieving such advantage exists in industries where the pace of technological change is slowest.
To accomplish these objectives, each enterprise must develop a strategy, both corporate and local, that encourages the search for the best and most important technologies, develops a procedure for effectively analyzing technological opportunities, creates or acquires the expertise needed to implement those technologies, and commits the necessary financial and human resources to introduce the new developments when they become available. Viewed from the perspective of the manufacturer, the technological opportunities are enormous. Opportunities for new technical initiatives abound in unit processes, material substitutions, the management of subsystems and
interfaces between subsystems, and the description and control of system performance and response to changes. In each of these areas, as well as many others, research focuses on improving the effectiveness and efficiency of one or more elements of the manufacturing system. The challenge to the manufacturer is to develop a capability to access and harness this burgeoning research activity.
Since the technologies involved in the unit processes are often quite different from those involved in the total system, it is appropriate to divide the following discussion into three parts: the unit processes and subsystems used in material transformations, the interfaces between these many subunits, and the manufacturing system as a whole.
Unit Processes and Subsystems
The unit processes in manufacturing encompass a vast array of materials, material transformations, operations that combine and join materials, and assembly, testing, and inspection. Much of the research on unit processes is focused in university research laboratories. A theoretical understanding of the underlying processes must be based in the laws of physics, chemistry, metallurgy, and fluid dynamics and is frequently the subject of study. In many cases such study leads to improved materials, better process controls, and enlarged capabilities for applications. Suppliers of manufacturing subsystems are also active in research on processes relevant to the products they market. Turnbull and coauthors observe (in this volume, p. 226) that for complex systems, understanding of processes occurs at various levels:
At the top level, it is valuable to have a balanced, descriptive understanding of the process, including measures of efficiencies, quantities of output, and the attributes of the output. The most profound process understanding, however, requires an examination of the underlying principles, mechanisms, and root causes.
Rather than attempting to summarize or evaluate the array of research activities under way on these topics, we will address the issue of access and effective use of research results by the manufacturer. There is no lack of information about the content of research activities related to unit processes and subsystems. The technical literature, the meetings of the professional societies, and the trade journals are all valuable sources of such information. Often the results of research are presented as isolated studies of rather detailed phenomena. The challenge confronting the manufacturer is timely evaluation of the potential impact that any given project may have on the overall operations of the enterprise. A manufacturer not only must be knowledgeable about worldwide research activities but must also possess
|
Recognizing Technological Limits In any field, technological improvement is eventually limited by the laws of nature. The ultimate strength of a fiber is limited by the strength of its intermolecular bonds. The number of transistors that can be placed on a silicon chip is limited by the crystal structure of the silicon material. The goal of technical management is to identify the limits of any given technology early, as a first step in determining what finally can be accomplished with it. Industry, though, is usually far from these natural limits, and it is more likely to come up against practical, physical barriers that represent the current state of the art. The difference between the technical and the state-of-the-art limits determines the technology 's potential for performance improvement; the greater the distance, the more the potential. This can have dramatic strategic implications. If the concept of technical limits is well understood and thoughtfully acted on, the task of planning for adoption of new or alternative technologies is relatively straightforward. Through an informal process of estimating the company's proximity to its technological limits for currently employed technologies, managers can begin to assess their next moves. This is best done analytically, although it can be started as an intuitive process. [Some] key signals that suggest trouble when the company approaches the limits of an existing technology:
Assessing each of these points is likely to spark a rigorous investigation of the company's technologies. It may prompt the company to consider alternatives, and management may discover previously unnoticed discontinuities and the potential for future transitions. One thing is certain: Assumptions grounded in evolutionary, incremental thinking will be severely tested. SOURCE: Foster (1982). |
insight into the effect of integrating a particular improvement into the system. (See Kelly and Brooks, 1991, for discussions on adoption of new technologies in manufacturing firms.)
Subsystem Interfaces
Although the unit processes and the subsystems of a manufacturing enterprise are the focus of a great deal of attention, the interfaces between them frequently receive less attention from the research community. This is perhaps understandable since a study of the interfaces demands that one treat the complexity of the total system:
One central activity, introduction of a new product or process, is itself a system with all the risks and uncertainties of complex systems. When considering the enterprise or any element of it, understanding becomes richer when one looks for the interconnections of activities, functions, processes, and outcomes (Bowen, in this volume, p. 99).
The importance of the interaction between subsystems cannot be overemphasized. Information must flow throughout the organization, thus crossing the subsystem boundaries, and decisions affecting subsystems can affect overall system performance. Management of the subsystem interfaces often represents a substantially greater challenge than management of unit processes, because improvements at one stage in an integrated production process can throw a downstream processing step out of control. As Marsing points out (in this volume), understanding the interdependencies between processing steps is critical in minimizing risk associated with making changes in an integrated system.
Issues that must be confronted include those associated with simultaneous engineering—with the creation of a process that encourages each of the various groups in an organization to participate and contribute to the design of the products they will be expected to make, sell, and service. In the typical organizational structure, simultaneous engineering requires the creation of groups whose members represent the functional divisions in the company. Cook (in this volume, p. 125) points out that the cultural differences between these divisions can make their interaction difficult. The “throw-it-over-the-wall ” syndrome for product realization most likely arose from the desire to minimize face-to-face interactions between functional divisions after transactions had grown to be too tedious and adversarial as cultural differences became large and entrenched over time. Cook says, “The sharp differences in operational responsibility between divisions in the functional organization are most likely the root cause for their sharp cultural differences.”
Two approaches can be taken to solving these problems: Cook suggests
that a different organizational structure is needed to reduce the problems. Others are working to develop tools and procedures that will reduce the barriers within the typical functional organization. Some of these efforts relate to improving the effectiveness of group participation, including development of such computer-based aids as expert systems or artificial intelligence systems. Other efforts focus on the needs of the subgroups as information is moved throughout the organization.
|
Technology and Manufacturing as a Continuum Just as science and technology are a continuum, so are technology and manufacturing. Technology is the driving force in the design and manufacturing of products and the development of services. Technological innovation, design, and manufacturing are interactive and interdependent processes. For example, product development, design, and manufacturing all drive research and are, at the same time, highly dependent on research for successful innovation. In contrast to its competitors—particularly those in Japan—U.S. industry has too often placed artificial boundries between research and design on the one hand, and production and marketing on the other. This counterproductive philosophy is embodied in many American companies in the physical separation of research facilities from the factory floor. Today's trends in manufacturing are toward shorter production runs, shorter product cycles, increasing quality, a greater variety of products with increasing customization, and a shorter time to market for new products. This new climate demands an integrated manufacturing environment that facilitates making incremental improvements and refinements in both manufactured products and the manufacturing process. There is consensus that the United States does not lag behind its competitors in generating basic research results or in the quality of its doctoral scientists and engineers. But America's ability to rapidly translate science and engineering into commercializable products, and its ability to take advantage of the detailed insights, understand, and processes that are a prerequisite to product design and product manufacturing is another story altogether. Thus, in recent years it has become apparent that a “manufacturing gap”—like the technology gap of earlier years—has emerged, and this time it is the United States that lags behind. SOURCE: Bloch (1991). |
Lardner notes (in this volume, p. 176) that
The disappearance of a common language among the many groups in manufacturing highlighted a previously unappreciated problem in data and information management. This is the task of translating data and information from the root sources into the format and language needed by functional groups without losing the precise intent and meaning of the original. It is apparent that there is a serious lack of discipline in the data and information management systems of most manufacturing companies and that this lack of discipline perpetuates.
Hanson (in this volume) insists that a distinguishing characteristic of the Integrated Enterprise is the comprehensive communications network that facilitates the open distribution of knowledge and information. And Lardner notes that inadequate information systems have contributed to breaking the manufacturing whole into many incongruous parts.
Research related to the subsystem interfaces tends to be more difficult than research on the unit processes and the subsystems themselves, largely because of the increased complexity of the problem. It is difficult to develop a laboratory representation of the interfaces and more difficult still to represent the complexity of the total problem. While a great deal of effort has been devoted to developing tools for the effective planning and scheduling of machines, materials, and people—all of which recognize the existence of the interfaces and attempt to deal with them—a large segment of the research tends to focus on questions that are more generic. Making use of the results of this latter type of research for a particular manufacturing environment requires, therefore, the involvement of people who are intimately involved with both aspects of the problem—the research issues and the practical problems encountered in the manufacturing environment.
System Issues
Lardner (in this volume, p. 177) describes the issues affecting technological advances at the system level in the following way:
Since objectives and values vary from group to group, and there is little or no understanding of how the actions of one group will affect all the other groups, responses to changes in the manufacturing environment vary greatly. It is almost by accident that group actions are directed toward optimization of the whole manufacturing effort.
This does not mean, however, that there are no tools that are useful at the system level. As expressed by Herbert A. Simon (1990; quoted by Pritsker in this volume, p. 205):
Modeling is a principal—perhaps the primary—tool for studying the behavior of large complex systems. . . . When we model systems, we are
usually (not always) interested in their dynamic behavior. Typically, we place our model at some initial point in phase space and watch it mark out a path through the future.
The growth in modeling and simulation of manufacturing systems in the past decade follows from recognition of the need to improve manufacturing operations and the need to assess the effect of decisions before they are implemented. The availability of simulation languages to build and analyze manufacturing models has stimulated this growth.
Research in these areas is extensive and broad based, and new tools constantly being created through the work of both universities and private concerns. The challenge to the researcher is to create the tools in such a form that they can be easily used. Solberg (in this volume) proposes that the power of a model or a modeling technique depends on its “validity, credibility, and generality” and that the simplest model that expresses a valid relation is usually the most powerful.
Enhancing the Scientific Method for Understanding Manufacturing Systems
For years the scientific method has been presented as a way of understanding natural and man-made systems by constructing hypotheses and testing their validity either in a laboratory or in the real world. The development of computer modeling and visualization graphics methods has made it possible to enhance the scientific method as applied to manufacturing systems. The increased ability to model in both mathematical and logical terms, the advanced computational analysis procedures available on modern computing facilities, and the large improvements in the display of both static and dynamic data on graphics terminals, are illustrated by the three steps added to the scientific method in Figure 2 .
In manufacturing systems, the development of theories is difficult. For this reason, models of manufacturing systems contain many conditional relations and not a large number of mathematical equations. In many cases, manufacturing data are used directly in the model although sometimes a mathematical characterization of the data is employed. For mathematical models of manufacturing systems, the analytic technique most often used is simulation. The outputs of a simulation analysis take the form of plots of variables over time. For example, the status of machines, fixtures, and tools is shown as a percentage of time in various states, such as in-use, available, being maintained, or broken. The visualization of status is typically shown in either a pie chart or a bar chart. Manufacturing throughput is presented as a number of finished products produced over time, and the time required to manufacture a finished product is usually presented as a histogram of production time. In addition, statistical estimators of the simula-
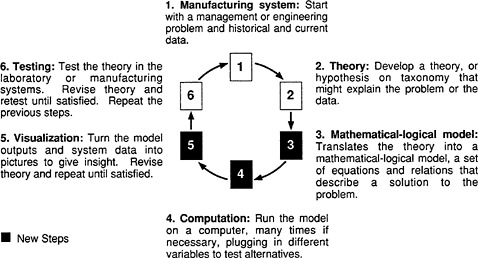
FIGURE 2 Enhancing the scientific method with advanced computational analysis and improvements in the display of both static and dynamic information. (Adapted from Cornell Engineering College Information as presented in the Indianapolis Star, January 20, 1991.)
tion outputs are developed, and measures that relate to direct manufacturing variables such as cost, adherence to schedule, and quality are calculated. The complete operation of a model of a manufacturing system is best visualized in an animation in which icons are used to represent resources, facilities, and parts. The movement of the part icons through resource icons portrays the dynamic operation of the manufacturing system.
Currently, modeling and simulation are used to test alternative ways of operating a manufacturing system to satisfy the objectives of the corporation. In the future, relationships between output performance measures and input data will be sought. These will provide the basis for theories of manufacturing system operation. By performing many iterations of the scientific method cycle shown in Figure 2 , theories of manufacturing systems operations will be developed.
The challenge to the management of manufacturing enterprises is to insist that the available tools be regularly and consistently used to analyze the systems. This, in turn, means having people available who are either trained in the use of these tools or in the development of a relationship with other organizations that will do the analysis for them. In either circumstance, the important issue is to insist on the use of the best and most effective tools for analysis.
Just as Krupka (in this volume) has argued that time is a critical metric
in evaluating the performance of a manufacturing system, so too is timeliness a critical element in ensuring that new research results produce a competitive advantage. The earlier a result is known, the earlier its potential can be analyzed and a plan developed for its application. This argues strongly for the development of a strategy that will couple the user, in this case the manufacturer, with the research activity, whether it is in the university, the host company 's research laboratory, or a supplier's laboratory. Frequent communication and visits, exchange of people, and joint projects are just a few of the mechanisms being developed to enhance the early understanding of research results and to enhance the capability to support and guide the direction of the research activities. As noted above, to be successful, this requires the commitment of personnel and resources to the task. To be successful, these efforts must be viewed as a long-term investment in the competitive posture of a company.
FOUNDATION: World-class manufacturers view technology as a strategic tool for achieving world-class competitiveness by all elements of the manufacturing organization. High priority is placed on the discovery, development, and timely implementation of the most relevant technology and the identification and support of people who can communicate and implement the results of research.

















