
Manufacturing Capacity Management Through Modeling and Simulation
A. ALAN B. PRITSKER
Computer-integrated manufacturing (CIM) has been established as an architecture for today's factory and an absolute necessity for the factory of the future. Emphasis in CIM has been on automation, advanced machining capabilities, new organizational structures for facilities and personnel, and information acquisition, storage, transfer, and use. This paper examines CIM from the perspective of the integration of functions associated with management of manufacturing capacity. The premise of the paper is that manufacturing operations should be driven by capacity considerations, not material availability. The manufacturing enterprise must have proven techniques for managing capacity: total capacity management (TCM) including capacity planning and design, finite capacity scheduling, capacity control, and the continuous measurement of total available capacity and its use. Total capacity management is a vital foundation to a corporation seeking to achieve a competitive edge and superior productivity. One of the main goals of the CIM architecture is to provide for capacity management. This paper advocates simulation as the primary means for achieving total capacity management. It proposes the use of a common modeling language and common data to support simulation analyses across the many tasks related to TCM.
MODELS, MODELING, AND SIMULATION
Models are descriptions of systems. In the physical sciences, models are usually developed based on theoretical laws and principles. The models
may be scaled physical objects (iconic models), mathematical equations and relations (abstract models), or graphical representations (visual models). The usefulness of models has been demonstrated in describing, designing, and analyzing systems. Model building is a complex process and in most fields involves both inductive and deductive reasoning. The modeling of a system is made easier if (1) physical laws are available to describe the system; (2) a pictorial or graphical representation can be made of the system; and (3) the uncertainty in system inputs, components, and outputs is quantifiable.
Because of the complexity of manufacturing systems, a model builder must decide on the elements of the system to include in the model. To make such decisions, a purpose for model building must be established. Typically, a purpose for modeling is related to a stated manufacturing problem or project goal, which helps set the boundaries of the manufacturing system and the level of manufacturing detail necessary to solve the stated problem. The modeling of a manufacturing system is sometimes difficult for one or more of the following reasons: (1) there is a lack of fundamental physical laws (see Little, in this volume); (2) many of the procedural elements are difficult to describe and represent; (3) the required policy inputs are hard to quantify; (4) random components are significant elements; and (5) human decision making is an integral part of manufacturing operations. The last decade has seen a tremendous increase in the modeling and simulation of manufacturing systems. This can be attributed to recognition of the need to improve manufacturing operations, and recognition that the impact of decisions need to be assessed before the decisions are implemented. The availability of simulation languages to build and analyze manufacturing models has stimulated this growth. Another contributing factor is the availability of knowledgeable industrial engineers who have a simulation language background (Pritsker, 1986a).
As Simon (1990) points out: “Modeling is a principal—perhaps the primary—tool for studying the behavior of large complex systems. . . . When we model systems, we are usually (not always) interested in their dynamic behavior. Typically, we place our model at some initial point in phase space and watch it mark out a path through the future.” Manufacturing models analyzed by simulation (simulation models) are developed to study the dynamics of the manufacturing system. Such models are built without having to fit the manufacturing system into a preconceived model structure because the analysis is performed by playing out the logic and relationships included in the model. For this reason, simulation models can be built at either an aggregate or a detailed level. Of fundamental importance is the building of simulation models iteratively, allowing them to be embellished through simple and direct additions.
TOTAL CAPACITY MANAGEMENT: AN OVERVIEW
Simulation has been used to support many different manufacturing activities, including product design, process design, facility design, operational scheduling, and schedule management (Pritsker, 1990). Fundamentally, models developed for simulation analysis relate to the setting of capacity requirements for the manufacturing facility and the determination of how to use the capacity to process orders through the facility. Simulation is further used to manage these activities over time to achieve continuous improvements in manufacturing capabilities.
Figure 1 presents a schematic of the manufacturing production-scheduling-operations environment. Capacity management using simulation involves six functions, indicated by the six shaded blocks of Figure 1 : Design assessment; Capacity requirements planning and analysis; Scheduling; Schedule management; Schedule execution and dispatching; and Status presentations and statistics. The functions of master scheduling and production control/ MRP II [manufacturing resource planning] can, for some manufacturing systems, be performed using simulation. For this paper, no assumption is necessary regarding the need to perform these two functions or whether simulation is used directly or indirectly to accomplish the functions.
Design assessment involves the use of a model of manufacturing operations to estimate the performance of the manufacturing system for different levels of demand in conjunction with designed or actual process plans and resource allocations. The process plans are part of the model and specify the job steps, including resource requirements, to make the product. A separate model is sometimes developed to characterize the orders that make up future demand. Capacity requirements planning and analysis seeks to determine whether manufacturing operations can process the shop orders released from production control/MRP II in a timely manner. Before detailed scheduling can be done, a finite capacity analysis determines the level of resources required to meet current demand. When capacity levels are set, detailed scheduling can be accomplished by using the model to simulate allocation of available resources at specified start times to the actual jobs included in the shop orders. Since the model contains the detailed process plans or job steps, the start and completion times of each operation can be established, and hence the order can be scheduled. These schedules can then be distributed for schedule management, which entails the use of current operational status and critical issues to adjust the schedule. Maintaining shop floor discipline when adjustments are made is important. The outputs of schedule management are dispatch lists detailing the scheduled time to perform each job and prescribing the required resources. In addition, methods for improving the scheduling process through the collection of data and the parameterizing of rules to improve the scheduling
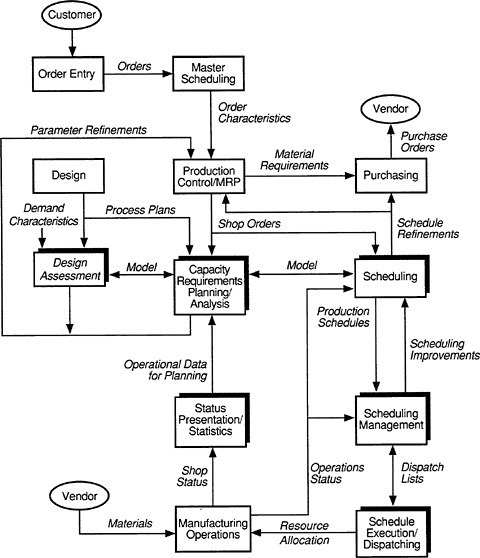
FIGURE 1 Total capacity management description.
process is part of TCM. For example, the application of artificial intelligence tools in conjunction with simulation models can lead to better scheduling practices.
The dispatch lists are the basis for schedule execution and dispatching, that is, the actual resource allocations to jobs. Data on operational status are fed back to scheduling and schedule management to determine the frequency with which new schedules need to be prepared. The display of this status information provides a basis for ongoing decision making. The cur-
rent status and an up-to-date analysis of immediate past performance can be used in capacity requirements planning where additional simulations can be performed to assess future performance. Through this feedback link, continuous improvements in manufacturing operations can be made and information gathered for future design assessments and new scheduling algorithms.
The feasibility of TCM relies heavily on the ability to build on existing data and models. The use of a common simulation language to obtain a common basis for modeling across the functional problems of TCM makes the evolutionary problem solving described above plausible. It allows for “going to the gemba” (Welliver, in this volume), where gemba is someone else's functional area in which models have been built, data collected, and analyses performed based on the needs of a different functional area.
Models contain information about manufacturing processes, and by using such models continually, the processes will be better understood. Understanding leads to improved manufacturing and information for improv ing design. Thus, TCM is a mechanism to achieve, using simulation, a new form of Kaizen (Imai, 1986) by which the processes of manufacturing and decision making can be continually evaluated, changed, and improved. The need for such a mechanism is described in detail in Dynamic Manufacturing (Hayes et al., 1988). Innovation also is enhanced, because a model developed in one functional area can be used to indicate the possibility of new constructs for another functional area. Thus, improvement cycles in a single functional area may be used to foster new models and concepts in other functional areas. The common model, common data foundation presented for TCM, when fully implemented, provides a basis for achieving world-class manufacturing.
FUNCTIONS IN TOTAL CAPACITY MANAGEMENT
In developing an architecture to support TCM, the methods by which TCM functions are performed are extremely important. TCM functions are performed repetitively to achieve continuous manufacturing improvements. Thus, the sequence in which they are performed or discussed is of minor concern.
Design Assessment
Simulation has had its most extensive use in the assessment of manufacturing designs where comparisons of different facility organizations (group technology cells, transfer lines, job shops, etc.) and resource capabilities are evaluated. There is no need in this paper to present a catalog of simulation applications for design problems. Because simulation has been used at many levels across a wide spectrum of systems designs, many types of
outputs and analysis capabilities are associated with simulation models. To illustrate this variety of model uses, the primary simulation outputs associated with different levels of model use are given in Table 1 . Of course, any simulation output could be employed at any level.
Capacity Requirements Planning and Analysis
Capacity requirements planning entails evaluating the ability of current resource levels to meet current orders and projected demand. The current shop floor status and inventory levels are considered and process plans are used to calculate the load at work centers. In the planning stage, the load at each work center is evaluated with regard to the actual capacity of the work center. Corrective actions are made as required by rescheduling orders, hiring and layoff reassignments, overtime, outsourcing, alternate routing, tooling changes, and so on.
Capacity requirements analysis is concerned with controlling capacity
TABLE 1 Primary Simulation Outputs for Different Model Use.
|
Model Use |
Primary Simulation Outputs |
|
Explanatory Device |
Animations |
|
Communication Vehicle |
Animations, plots, pie charts |
|
Analysis Tool |
Tabulations, statistical estimators, statistical graphs, and sensitivity plots |
|
Design Assessor |
Statistical estimators, summary statistics, and ranking and selection procedures |
|
Scheduler |
Tabular schedules, Gantt charts, and resource plots |
|
Control Mechanism |
Tabular outputs, animations, and resource plots |
|
Training Tool |
Animations, event traces, statistical estimators, and summary statistics |
during the execution of the production plan. It includes the use of models to evaluate the various types of proposed corrective actions. The performance of capacity requirements planning and analysis leads to the requirement for additional design assessments and provides inputs to the procedures used for scheduling jobs. In some cases, capacity requirements analysis is used to set due dates for use in scheduling, this helps synchronize material purchasing and distribution functions with operational requirements.
Scheduling
Scheduling means establishing job start and completion times for the orders that have been released to the shop floor. Scheduling must account for all the specific operational constraints of the manufacturing facility, including limited resources, breaks, shifts, machine availability, personnel availability, material availability, and material handling capabilities. The operational procedures of just-in-time, kanban, scheduling by due dates and priority assessment are all included in the computations to produce the schedule. Because of this complexity and the diverse nature of scheduling philosophy, that is, backward scheduling, forward scheduling, scheduling the bottlenecks first, or local dispatching using global information values, simulation is necessary in all but the simplest manufacturing environments. Supporting the requirement for simulation is the complexity of logical conditions based on precedence requirements, constraints, resource availability, material supplies, and personnel contention involved in most manufacturing operations. Optimization, when used, involves the local application of mathematical programming to schedule a subset of orders on a subset of resources. Simulation is usually required to assess the feasibility of the schedules produced by an optimization technique.
Schedule Management
Schedule management entails assessing schedules and the ability to change or manage them. This function will most likely be performed in a graphical and interactive environment using displays based on Gantt charting techniques. Schedule adjustments are made by sliding, interchanging, inserting, and deleting jobs. There is a need for display capabilities that depict job-precedence constraints, resource-use diagrams, and order start and completion indicators. Net change information from schedule management decisions can be analyzed using artificial intelligence techniques to assess the value of new procedures for producing schedules.
Schedule management can also be used to evaluate the effect of expediting jobs or taking on new sales opportunities within the current status
and schedule. For this purpose, operational status must be made available to the schedule management function. Evaluating how jobs are performed versus how they were scheduled is part of schedule management. Artificial intelligence techniques could also be used here to determine the measures of current status that indicate whether a rescheduling will produce a significantly different schedule from the one currently distributed to the shop floor.
Status Presentation and Statistics
Data obtained from manufacturing operations can be displayed on a diagram of the facilities on which the operations are performed. By maintaining records of status and status changes, a computer-generated animation of manufacturing operations over a preceding time interval can be shown on a computer screen. Statistics on past operations could be used to answer questions about methods of operation and the order book that drives manufacturing operations. Given the current status of a manufacturing facility and the current orders in process, simulations can be performed to determine the impact of releasing additional orders to the shop floor. These animations can address various “what if” questions to study and evaluate manufacturing operations in a “pretend” mode (Clark and Withers, 1989). Outputs from these simulations provide information for capacity requirements planning and for design reassessments leading to operational improvements. As discussed by Mize (in this volume), simulations of this type provide a feed forward control loop for improving organizational strategy.
Schedule Execution and Dispatching
Schedule execution and dispatching is a function not normally included in capacity management but is included here because of its importance to the philosophy embodied by TCM. If a schedule is not executed as prescribed, the total TCM function will suffer. A disciplined shop floor isrequired in which local decisions are not changed without approval or, atleast without communication back to the schedule manager. Shop floor personnel must be integrated into TCM activities and be knowledgeable about the process of performing TCM. Training in the use of models and simulation can provide information to the shop floor operators and a means by which they can provide feedback to improve TCM. With training materials that use the same model and data as the other functions of TCM, shop floor workers can gain a perspective of overall operations that will help them to achieve the goals of the manufacturing system.
TCM ARCHITECTURE
Total capacity management will be performed in a heterogenous computing and software applications environment. MRP II systems, purchasing systems, process plans, and shop floor control will most likely be performed on one or more computers using different data base systems for their individual performance (Baudin, 1990). This will require an integrated architecture for software developments to achieve TCM.
A key to obtaining TCM will be the use of a common modeling language and common data throughout the functions depicted in Figure 1 . An architecture based on this concept for TCM is shown in Figure 2 . The architecture is layered to include user interfaces, underlying utilities for
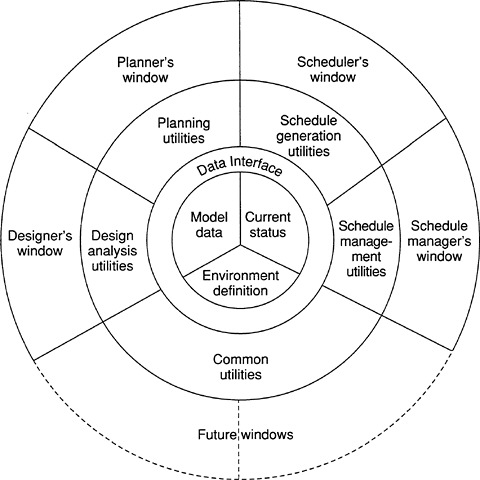
FIGURE 2 Total capacity management architecture.
accessing data through a standardized data interface, and a fundamental reliance on common models and common data storage (International Business Machines, 1989). In this architecture, the user interface is provided through four windows for designers, planners, schedulers, and schedule managers. Each of the windows should have a similar look and feel and be organized to satisfy specific user needs. Although the design of these windows will depend on particular applications, there will be a large overlap in the displays. Figure 3 lists several of the capabilities required for each functional window type. Future windows will be required for direct delivery of information to decision makers and corporate executives. Before this can be accomplished, the roles of the decision maker or corporate executive relative to TCM will need further clarification. If the adaptive and improvement features shown in Figure 1 are performed well, it is conceivable to automate the functions of the scheduler and schedule manager.
The utilities layer in Figure 2 will need to include capabilities for performing simulations, graphic utilities, artificial intelligence, expert system rule building, and interfaces to data bases for accessing information on process plans, orders, equipment characteristics, operational data, other modeling tools, and current status. Other utilities required relate to model building, display generation, animation generation, schedule distribution, and communications in general.
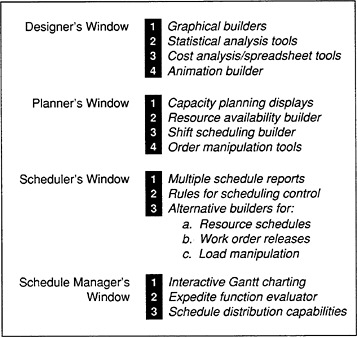
FIGURE 3 The user interface layer.
DISCUSSION
The concept of total capacity management presented in this paper specifies an integrated set of capacity-related functions to be performed using a common modeling language and common data. It is not a revolutionary approach to the problem. It builds on existing systems and existing data bases. In manufacturing, an evolutionary process has been shown to havethe greatest chance of having a significant effect. Thus, TCM does not replace production control systems, process planning systems, CAD/CAM systems, or quality improvement systems. A foundation of manufacturingsystems, TCM advocates the integration of functions relating to capacity management and the sharing of information and decisions with those systems that are also involved in manufacturing system improvement. TCM is focused on the operational capabilities and operations of the manufacturing system. It performs functions related to capacity setting and resource and job scheduling originally promised by MRP II but not currently provided in an accurate or usable form at the shop floor level. It provides a path to break down the barriers between the functional units of design, planning, operations, and control.
TCM as presented here includes self-improving mechanisms for its own operations and the operations of those systems that use the same data sources. TCM as a concept requires further definition, exploration, and design. However, integrating capacity management functions and the development of a system to achieve TCM are feasible using current hardware, software, and human capabilities.
ACKNOWLEDGMENTS
The material presented in this paper is based on past research on simulation languages, modeling languages, development of decision support systems for manufacturing, and many years of applications. Many discussions have been held with colleagues and students concerning the use of simulation for capacity management. In particular, the author would like to acknowledge discussions with David Yancey, David Wortman, Steven Duket, Bill Schaefer, Doug MacFarland, Bill Lilegdon, and Dan Murphy of Pritsker Corporation, whose research and development activities are included in the concepts contained in this paper, and the work with the NAE Committee on Foundations of Manufacturing Systems with Kent Bowen, Harry Cook, Dale Compton, Jim Lardner, and Dick Wilson. This material is also based on discussions with Bruce Schmeiser and Jim Wilson of Purdue University on modeling and simulation research supported by the National Science Foundation under Grant No. DMS-8717799.











