
2
Overview
The factory is a human phenomenon. Every step from conception to eventual destruction is for, by, and because of people.
—G. Nadler and G. Robinson, 1983, in Design of the Automated Factory: More Than Robots.
The study of the manufacturing enterprise has long interested researchers. Management and organizational aspects of manufacturing have been examined extensively. A “science” of manufacturing has focused largely on its separate components—such as material handling, material transformation, plant layout, and the data and information systems—that support the various manufacturing functions. The combination of these many efforts has been of great value in that they have contributed to a greater understanding of the details of the manufacturing process and have broadened the understanding of the fundamental phenomena that control the components of manufacturing.
What we have come to realize, however, is that an understanding of the separate unit operations of manufacturing, no matter how complete, is not sufficient. The manufacturing system is much greater than the production facilities or the transformation processes used there. It includes all the functions and activities that relate to the conception, design, making, selling, maintaining, and servicing of the product. Manufacturers must constantly remind themselves that maintaining this “system view” is critical to
understanding the totality of these functions and the interrelationships among them—in short, the total enterprise (see Merchant, 1988). It is also important to recognize that although the need for systems emphasis is acute in many instances, it should be balanced with considerations for the unit operations.
In the absence of an understanding of the totality of the manufacturing system, operational paradigms have often evolved from beliefs or rules of thumb that derive from personal experience or individual interpretation of empirical data gathered from day-to-day operations in uncontrolled environments. This so-called know-how varies widely in extent and validity from company to company and from industry to industry. It is frequently situation dependent and, therefore, often impossible to generalize or to apply to new situations.
This lack of emphasis on system issues is not the result of a lack of appreciation for the importance of the problem. Rather, anyone attempting to address these system issues is immediately confronted by the overwhelming complexity of the problem. Manufacturing systems are a complicated combination of physical systems and human workers and managers. The tools for treating large, complex systems are limited (see Hatvany, 1983, and Senge, 1990). Data on the performance of manufacturing systems are often fragmentary and incomplete, and even where the data are excellent, competitive pressures prevent the data from being disseminated and made available for research. Moreover, metrics used to evaluate the performance of the manufacturing enterprise seldom address system performance.
In this overview we define some key terms, indicate how the foundations might be used, and identify the likely audience for this volume. A detailed discussion of each of the foundations follows in subsequent chapters.
THE MANUFACTURING SYSTEM
The manufacturing system can mean many things, depending on the viewpoint taken. Figure 1 presents the committee's view. Operations placed at the center of the enterprise, overlapping and interacting with administration and management, the product and process engineering activities, the applied sciences, and the marketing, sales, and service activities. Overlapping and interacting with all of these functions are the customers for the products or services; the vendors and suppliers that provide materials, components, and services to the enterprise; the community in which the enterprise exists; and the government that establishes regulations, rules, and opportunities for the enterprise.
Figure 1 is intended to illustrate the interrelationships that exist in the manufacturing system. Although particular technologies are not identified
|
Developing a Science of Manufacturing The problem is not, . . . simply one of applying existing technology in a systematic way. The problem is to develop a genuine science of manufacturing. This need is not well understood, perhaps because of the common misconception that the natural progression of things is from science to engineering to application, or from basic science to applied science to development. In fact, history is full of examples of technology and engineering getting ahead of science, followed by the creation of the science base, which in turn allows refinements in the technology. The classic example is the steam engine and thermodynamics. But there are many other and more timely examples of the same phenomenon:
In manufacturing we have a technology analogous to Watt's steam engine and to early photography. We know enough to do useful things, but there is a real limit to how far we can go. We have only limited knowledge of efficient dynamic scheduling algorithms. We don't know how to automatically cope with machine breakdown. In short, we have no theory to guide us in the efficient design and construction of an optimized system. We do, however, know enough to ask good questions about the principles involved—to begin to develop the science. But that science is in its early infancy. We must develop the science of design and manufacturing from the ground up, basing it on models and physical laws just as we would any other science. We must codify our experiences to be able to develop generalized insights and approaches. The new theory that we need will be truly interdisciplinary and will draw on several engineering disciplines, as well as on computer, information, and materials science. The integration of these disciplines will require new institutional arrangements in our universities. SOURCE: Bloch (1985). |
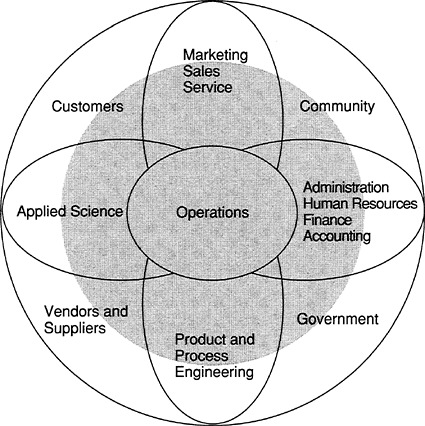
FIGURE 1 The integrated manufacturing enterprise. Overlapping functions, disciplines, and activities.
in this description of the manufacturing system, it must be understood that they establish or enhance many of the capabilities of the various functions contained in the system. As noted, the applied sciences provide the technical base for many of the areas. The material transformation processes, sometimes referred to as unit processes, are the means used to convert materials into components and subsystems. Computer-based systems provide the tools to enhance the capability and performance of the design, planning, scheduling, control, and sales of the products. The product and process engineering, the unit manufacturing operations, the marketing, sales, and services, the vendors and suppliers, and the management and administration each benefit from these systems and their capabilities to describe system performance. Describing the total enterprise in this way draws attention to the fact that no single unit operation or function can exist in isolation from all other components of the system. It is the realization of
the interdependencies among these many components of the system that has created the impetus for “simultaneous engineering” or “concurrent engineering.” A successful product realization process demands recognition of these interdependencies and the overlapping of interests among unit operations. (further discussions of simultaneous engineering and the product realization process can be found in National Research Council, The Competitive Edge: Research Priorities for U.S. Manufacturing, 1991a, and Improving Engineering Design, 1991b). Figure 1 also suggests how different viewpoints, values, and objectives for the system can develop, depending on the discipline or functional group in which individuals work. People working in applied science, finance, marketing, service, or engineering may have very different views about their role and where it fits in the system. They may also have very different perspectives about the system than do the production people on the factory floor.
An important conclusion to be drawn from this diagram is that if a manufacturing enterprise is to succeed, there can be no basic difference in viewpoints, values, and goals among its constituent groups. It is clear that the areas of responsibility are not neatly separated from one another but overlap to an important degree; financial and accounting systems, for example, have a major impact on operations and engineering. Perceived or artificially created boundaries between organizational units, such as those between marketing and engineering, production and purchasing, production control and marketing, or employees and management, both restrict and complicate communication and cooperation. The performance of the system suffers. The challenge to management is to find ways to take advantage of the strengths of the various unit operations and functional groups while discouraging any tendencies to work at cross purposes or toward conflicting goals (see Dertouzos et al., 1989). Achieving true involvement among the various activities requires, of course, more than simply reducing the barriers between groups.
The manufacturing system is a complex organism. It receives inputs from the outside world (product and service concepts, orders, materials, and energy), uses a set of resources to respond to those inputs, transforms materials or components into a form that is needed or desired by a customer, and operates within constraints that are determined by physical, financial, human, and political limitations. By further challenging the traditional view of manufacturing as a collection of activities and functions, and recognizing the overlapping and interconnected disciplines involved, we realize the need for a dynamic and integrated concept of manufacturing systems. Given the dynamism of the current manufacturing environment, the manufacturing system might be viewed as a collection of transformation subsystems that must be properly integrated. These might include the materials transformation subsystem; the customer needs transformation subsystem; the knowl-
edge, learning, and improvement subsystem; and the organizational renewal subsystem. Focusing on the integrated system, as opposed to the individual functional parts that make up the system, is critical to understanding the key relationships and interactions in the overall performance of the enterprise.
Krupka observes (in this volume, p. 166) that “it is necessary to recognize that manufacturing operations—the activities that take place within the walls of a factory—can no longer be treated as the system to be optimized.” Instead, it is necessary to consider manufacturing as only one of several systems:
Customers' orders for products are conveyed by an ordering system to the manufacturing system, whose output then flows through a distribution system to the customer. Rapid and flexible response requires that materials and parts flow quickly into manufacturing; that requires a short and predictable interval for the material provisioning system. In addition to ensuring high performance for these systems, a successful firm must be capable of rapidly translating its designs into manufactured products. Hence, we need a well-crafted and rapid product introduction system.
Gibson's view (in this volume, p. 149) is that
Objective observers are becoming increasingly aware of the need to consider the manufacturing process as a whole rather than as an object for piecewise suboptimization. This holistic viewpoint must include manufacturers' relations with subcontractors and suppliers as well as customers. The manufacturing system certainly must include the interrelationship of the physical manufacturing environment, manufacturing management, and the worker.
Space does not permit addressing in detail all unit operations or actions that are critical to the successful operation of the manufacturing system. While not wishing to minimize the importance of costs and profits in operating a competitive business, the committee addressed these objectives only indirectly. The committee also discussed only briefly the product realization process, although it is certain that the manufacturing activity must be involved in this in an important way. Moreover, the challenges posed by processes used to transform the state of materials or the technologies that underlie them are beyond the scope of this report.
It is important to recognize that among the multiple inputs to the manufacturing system, only some are predictable. The continuing challenge to manufacturers concerned with the competitive status of their industry is to encourage the exploration of the unpredictable inputs and their associated responses, to measure, to model, and to search for a level of understanding that will enhance their capability to optimize performance. Only by so doing is it possible to achieve that level of performance associated with
world-class status. Over time the real differentiators are organizational learning and the requisite change and improvements.
MANUFACTURING FOUNDATIONS
Despite the many possible definitions and views of the manufacturing system, the committee's objective is clear. It is to find ways to make the system of manufacturing so efficient, so responsive, and so effective that it will make the entity within which it is embedded the most competitive in the world. This will be possible only through an enhanced understanding of the manufacturing system and a willingness to persist in a continuous examination of the conventional wisdom for managing and controlling that system.
In examining the actions and procedures that the most successful manufacturers have taken as they have evolved to world-class status, the committee notes that many of them have adopted common approaches. This suggests that manufacturers who aspire to world-class capabilities should understand and follow, to the extent possible, the successful approaches of others and learn to make their own improvements. It is to this end that this study was undertaken. The committee took as its task identification of the corpus of operating principles, which it has chosen to call the foundations of manufacturing, that are being used by world-class manufacturers. A number of experts have assisted the committee in identifying the rules, laws, or principles of practice that are applicable to all enterprises. The committee draws heavily upon the content of the papers prepared by these experts in its arguments concerning the importance of these issues and how they can be used daily in the manufacturing environment.
The foundations for a field of knowledge provide the basic principles, or theories, for that field. Foundations consist of fundamental truths, rules, laws, doctrines, or motivating forces on which other, more specific operating principles can be based. While the foundations need not always be quantitative, they must provide guidance in decision making and in operations. They must be action oriented, and their application should be expected to lead to improved performance. In the committee's view, the “foundations of manufacturing” should be universal to manufacturing industries—at least to companies in the same industry—and they should be culture free.
Examples of foundations can be found in many fields of engineering. The laws of thermodynamics are used to determine the theoretical limits of efficiency of various heat cycles. Maxwell's equations and quantum mechanics provide the electronic designer with the structure within which to understand and predict the operation of solid-state electronic components and systems. In the design of chemical reactors, the various laws describing fluid flow and mixing have led to the development of certain “scaling
laws” that assist the designer in moving from a laboratory scale model to commercial-size systems. Linear and nonlinear mechanics form the basis for understanding the behavior of materials under load. Viscosity, boundary layer phenomena, and molecular surface phenomena are important elements of the foundations of lubrication.
The foundations of manufacturing differ in important respects from those just described. For the manufacturing system, one is dealing with a complex combination of disciplines and technology, management attitudes and philosophies, organizational issues, and the influences of an environment that includes the customers for the product that is being produced. In dealing with this complexity, the committee has constructed a framework that allows the foundations to be grouped under three topics:
-
Foundations that relate to management philosophy and management practice (Chapter 3 ).
-
Foundations that relate to the methods used to describe and predict the performance of systems (Chapter 4 ).
-
Foundations that relate to organizational learning and to improving the performance of systems through technology (Chapter 5 ).
The foundations related to management explicitly recognize that actions, decisions, and policies advocated and implemented by all levels of management are critical determinants of the success of an enterprise. Included in this grouping is the critical operational philosophy that emphasizes the importance of continuous improvement of all operations in the enterprise and the importance of employee involvement in achieving this form of improvement. There is the role of employee empowerment in achieving the timely solution to problems. There are the interactions that the manufacturing enterprise must have with other activities in the company, with their suppliers, and with the customer. There is the importance or organizational structure, communications, and goal setting. While these elements of the foundations of manufacturing are not quantitative in the usual sense, it is abundantly clear that world-class manufacturers have generally recognized and are applying these management practices and that these practices have contributed critically to their success.
It is difficult to conceive of improving the current status of the system without first having a clear description of its status and character. This requires identifying the interrelationship and theoretical limits of the operational variables. It demands that important system parameters be identified and measured. Identifying cause-and-effect relationships that help predict the consequences of actions provides a basis for developing general tools and procedures that will allow the practitioner to extrapolate beyond current operating experience and to anticipate more accurately how a future system
|
The Principles of Scientific Management It is true that whenever intelligent and educated men find that the responsibility for making progress in any of the mechanic arts rests with them, instead of upon the workmen who are actually laboring at the trade, that they almost invariably start on the road which leads to the development of a science where, in the past, has existed mere traditional or rule-of-thumb knowledge. When men, whose education has given them the habit of generalizing and everywhere looking for laws, find themselves confronted with a multitude of problems, such as exist in every trade and which have a general similarity one to another, it is inevitable that they should try to gather these problems into certain logical groups, and then search for some general laws or rules to guide them in their solution. As has been pointed out, however, the underlying principles of the management of “initiative and incentive,” that is, the underlying philosophy of this management, necessarily leaves the solution of all of these problems in the hands of each individual workman, while the philosophy of scientific management places their solution in the hands of the management. SOURCE: Taylor (1934). |
may respond or perform. The extent to which modeling, simulation, and analysis can be developed to provide these capabilities is an important element of the foundations of manufacturing. Although some of these quantities could be explored through experiments in the laboratory, the committee recognizes that some may need to be validated by techniques similar to those employed in microeconomics, social science, and cultural anthropology.
The objective of maintaining and achieving enhanced system performance requires an environment in which an organization can learn and benefit from its past experiences. As operating practice becomes more efficient through the application of the foundations of manufacturing, technology will become a more critical element in maintaining the status of the world-class competitor. The arrangements for acquiring, developing, and introducing new technology will become increasingly important as U.S. manufacturers continue to develop their abilities to compete in the world marketplace.
The elements of the framework just presented are purposefully ordered, reflecting the committee's deeply held belief that world-class competitiveness can be achieved only by properly applying all of these foundations, starting with management and progressing through the foundations related to metrics and technology. Unless the foundations of management have been put in place, the remaining foundations are not likely to be of lasting
benefit to the enterprise. While rules and laws—combined with the continual measurement of important operating parameters —provide the capabilities to set goals and measure progress, these are unlikely to have the desired effect unless the management issues have been addressed. Enhancing an organization's ability to learn from experience is critical to its success, but the value of this learning will depend on how well the enterprise is managed and how thoroughly it understands its current operations. While technology may well become the ultimate tool for achieving a competitive advantage, the success that an enterprise has in using it may depend on how well it adopts and integrates the other foundations.
THE BENEFITS OF FOUNDATIONS OF MANUFACTURING
What are the potential benefits of foundations for manufacturing? As noted above, these foundations should be viewed as operational guidelines—principles that can be applied in a wide variety of circumstances by those who wish to be a part of an enterprise whose goal is to be a world-class manufacturer. They represent criteria by which actions can be judged, goals and objectives established, and progress measured. In this regard, the following advantages appear to be realizable by applying the foundations.
First, a foundation provides a body of knowledge—a basis for understanding—that industrial and manufacturing executives could use to improve their ability to predict the outcome of specific product, process, and operating decisions. An immediate benefit should be the development of better generic tools for analyzing, designing, and controlling systems. One might hope, for example, that it would become common practice to explore thoroughly the impact of product complexity on the efficiency of the manufacturing operation instead of focusing only on the impact that additional product offerings will have on the marketing and sales activities.
Second, an understanding of the elements of a foundation should indicate some of the opportunities for more meaningful interdisciplinary interactions, for example, among scientists, engineers, production managers, and those who are associated with sales and marketing. Research programs and applications could share a common vocabulary, report on empirical measurements or experiments that test or validate new principles, and identify future research issues. The successful implementation of simultaneous engineering, for instance, critically depends on a common understanding of many of these interdisciplinary issues.
Third, a foundation can help guide the experimentation and learning process that is important to achieving future improvement. In addition, it can help focus the exploration and use of technology to improve a company's competitive position in the world marketplace.
A foundation may be in a primitive state, such as a collection of empirical observations, that relates variables or outcomes and assists the manufacturing
leader with actions and the manufacturing researcher with a context for discovery. However, it must be recognized that an enterprise derives no great advantage from the identification and understanding of a foundation of manufacturing unless it recognizes the strategic importance of manufacturing. Turnbull and coauthors (in this volume), “place a special emphasis on strategic analysis in manufacturing. ” They observe that to “harvest the strategic implications of our manufacturing analysis, we recognize that we must look at a system that includes demand, competition/supply, and customer satisfaction.” Thus, effective use of the foundations demands an organizational environment that encourages inclusion of manufacturing as a necessary strategic tool in becoming a world-class competitive force.
Some of the foundations that will be discussed below may be viewed by the reader as simply expressing common sense or good practice. The committee applauds those companies that have already adopted these foundations and encourages them to convey their experiences to others. The committee encourages those companies that are beginning to move toward achieving world-class performance to persist and to strive continuously to create an environment that fosters the involvement of all members of the organization in this important undertaking. There is ample evidence that the foundations will be of critical importance in meeting company objectives. Those companies that have not yet recognized the importance of these actions are urged to assess carefully their position relative to their world competitors. The committee strongly encourages these companies to cast aside previous attitudes and procedures and to embrace the foundations that follow.
THE AUDIENCE
The audience has, in a sense, been identified in the pages above. The committee believes that an understanding of, and appreciation for, these foundations will assist the corporate executive in asking critical questions of the organization and in arriving at the proper decisions. The executive responsible for manufacturing and the supervisors on the shop floor must understand the tools available to them for assessing alternatives and to be aware of the importance of organizational learning and the need for experimentation. In their efforts to optimize the individual operations, they must appreciate the interdependencies among the individual parts of the manufacturing system and the impact that changes in one part can have on other parts. Employees on the shop floor will benefit from an improved understanding of how their limited area of responsibility relates to the total system. Engineers and technologists, in their efforts to improve existing systems and to develop new capabilities, must appreciate how technology can help the system achieve world-class status.
Although this report tends to focus on the manufacturer, the committee
|
Competitive Manufacturing in the Next Century How can the United States compete with countries that have abundant low-cost labor and are also aggressively developing and acquiring advanced technology? The first requirement is that we accept that changes in manufacturing technology are inevitable. Instead of resisting these changes as we have tended to do in the past, we must find ways to take advantage of them. In terms of the directions for research, this means that we must investigate those technologies that can operate effectively in a changing environment. In more human terms, it means that we must emphasize the kind of education that prepares people for changing roles. Second, we must understand the necessity of relying comparatively less on experience and more on sound theory. The ability to apply trial-and-error learning to tune the performance of manufacturing systems becomes almost useless in an environment in which changes occur faster than the lessons can be learned. There is now a greater need for formal predictive methodology based on understanding of cause and effect. Of course, a good deal of such methodology already exists, but the practices of industry tend to place greater reliance on experience-based knowledge than on theory-based knowledge. This difference is due in part to the failure of practitioners to familiarize themselves with the analytical tools that are available. In part it is due to a failure of the research community to develop the kinds of tools that are needed and to put them into a usable form. . . . Another extremely important guiding principle for research is that we must generate reusable results having broad applicability. The best examples of advanced manufacturing systems that have been commercially developed, are tuned to the specific set of conditions in a single plant. Although these systems may provide great benefits to the companies who own them, there are few transferable benefits to the next company wanting to do something similar or even to the same company in another plant. In effect, each new system development project starts over from the beginning. If we are to have the kind of impact we desire on the whole of discrete manufacturing practice, we must find generic solutions that can be applied in many circumstances. SOURCE: James J. Solberg, pp. 4-5 in Compton (1988). |
believes that the educational community and the research community should also find these matters to be of interest. The implications of these foundations to the educational system, both in terms of content and organizational approach, are critical to the long-term health of manufacturing systems. The success of manufacturing is increasingly dependent on the availability and capability of well-trained people (see National Academy of Engineering, Education for the Manufacturing World of the Future, 1985). The communication of these foundations to the next generation of manufacturers, whether they will be managing the system, directing one of the unit operations, or developing new tools and technology, will increase the likelihood that the enterprise will achieve its objective. By focusing initially on the basic elements of manufacturing, instruction in manufacturing could build on verified principles, and the subsequent research could more easily be concentrated on broad system issues as distinct from detailed topics that have more limited applicability. It might be expected that this would lead the various university departments that focus on manufacturing and management of technology to offer a more consistent set of core courses and would result in a more systematic exploration of system-oriented topics by the students (further discussion in National Research Council, The Competitive Edge: Research Priorities for U.S. Manufacturing, 1991a).
For the research community, the committee wishes to encourage further study and examination of these topics. This report is offered as one step in encouraging others to enlarge upon these concepts and to critique the approaches suggested here. “In analyzing and designing manufacturing systems, we need to combine new organizational and managerial knowledge with that from physical and operational systems, ” Little observes (in this volume, p. 188). “Many of the issues involved are ill understood today and create fruitful research agendas.”
Although the subsequent discussions are addressed to all readers concerned with the competitive position of the U.S. manufacturing enterprise, it should be noted that no attempt has been made to provide immediate operational solutions to today's manufacturing problems. Such actions would, of necessity, be specific to an industry, a firm, or a plant. This does not suggest, however, that every plant or firm must treat its problems as if they were unique or unprecedented. Nor does it imply that principles of operation are too general to be useful in the daily operation of the manufacturing system. The complex operational problems and the numerous interdependencies among the functions that make up the manufacturing system present a challenge to all who aspire to improve its performance. Manufacturers must constantly remind themselves that a systems perspective of the manufacturing enterprise is critical to accomplishing the desired objectives.













