
Improving Manufacturing Competitiveness Through Strategic Analysis
G. KEITH TURNBULL, EDEN S. FISHER, EILEEN M. PERETIC, JOHN R. H. BLACK, ARNOLDO R. CRUZ, and MARYALICE NEWBORN
Every business faces a dynamic environment. Customers' needs and expectations change, competitors gain strength, cost pressures increase, technological choices broaden, new markets grow. Therefore, each business must consider several questions. “What are the most significant forces at work? What impact might they have on my business? What strategic options are available to my business, and what are their implications?” The existence of options affirms that the future cannot be strictly predicted; judgment will always be essential to strategic decision making. Judgment may be enhanced, however, with insightful analysis based on facts that can be known today.
A systematic search for the facts and fundamental principles relevant to a business's strategic situation will reap a surprisingly rich harvest of information. Much of this information already exists but must be pulled together from disparate sources within the organization, including operating, marketing, research, engineering, and management people. Other important information must be drawn from outside sources, including customers and technical experts. A truly effective analysis process brings together the essential facts and specialized knowledge necessary to understand the challenges and opportunities facing a business, fosters insights that enhance decision making, and catalyzes the transition from planning to action.
CHARACTERISTICS OF STRATEGIC ANALYSIS AT ALCOA
We believe that the most consistently successful manufacturing enterprises will be those that
-
Strive to anticipate systematically the important forces operating on their business and industry.
-
Consider the full potential of their manufacturing systems, including the nature and implications of the changes that might be made.
-
Develop the commitment and agility to capture the strategic opportunities that can be recognized through heightened awareness of external forces and internal potential.
At Alcoa we practice a strategic analysis method that reflects this belief.
Descriptions of other strategic analysis processes are widely available.
What are the important distinguishing characteristics of the Alcoa process? As we see them, they are as follows:
-
Emphasis on using data for process understanding.
-
Development of forecasts for key processes, using the constraints of limits.
-
Systematic summarization of forecasts and interpretation of issues and opportunities.
-
Shared engagement in the analysis by key operating, technical, and management contributors.
Each of these points is expanded upon in the following pages. Using this approach, we are setting the strategic directions to guide a corporation that has begun its second century.
USING DATA FOR PROCESS UNDERSTANDING
Strategic analysis at Alcoa is designed to focus and enhance strategic judgment through the careful consideration of facts. Analysis participants are asked to set aside expectations associated with their prior mental models of their manufacturing system, customers, and industry, and to work to discover the implications of models true to the data that have been assembled.
A sound strategic analysis requires the compilation of a rich set of data. Data bearing on the fundamentals of any manufacturing enterprise must be included: the factors driving overall demand for its products, customer satisfaction criteria and performance against those criteria, the nature and strengths of the competition, and the efficiency and effectiveness of the manufacturing system. In addition, the analysis should also address the validity of existing mental models of the business by including objective data that supports, refutes, or refines them.
The purpose of data in strategic analysis is to contribute to a better understanding of the key processes for the business. Therefore, the data are assembled in the language of the processes themselves, for example, energy consumption in British thermal units per pound, productivity in pounds per hour, and delivery performance in days.
Process understanding for complex systems may occur at different levels. At the top level, it is valuable to have a balanced, descriptive understanding of the process, including measures of efficiencies, quantities of output, and the attributes of the output. The most profound process understanding, however, requires an examination of the underlying principles, mechanisms, and root causes.
For the manufacturing system, the following tools can provide helpful structure for identifying and organizing data that will contribute to process understanding: SIPOC (supplier-input-process-output-customer) models, flow charts, cause-and-effect diagrams, Pareto diagrams, output equations, mass balances, and energy balances. This list is illustrative rather than prescriptive; for example, a method to account for any resource believed to be strategic could be added.
The tools for structuring data collection in areas beyond manufacturing are similar, as the goal is still process understanding. Just as we try to understand the factors behind manufacturing, we try to understand the factors that drive customer satisfaction and demand.
Because of their power to communicate, graphical representations are generally used for strategic analysis data. The graphs that are used most frequently depict the measurement of a significant process feature over a long time horizon. Each such graph gains additional value when it is part of a set of graphs that make it possible to drill down through the system and approach the underlying principles. In addition to time series information, other data describing specific events, conditions, or relationships will often be useful for determining the root causes of process performance. Control charts, or other representations of process variability in the recent past, are particularly valuable. Graphs of financial measures are considered less frequently, as they do not generally promote understanding of the underlying processes.
DEVELOPMENT OF FORECASTS
The future success of a business will be influenced both by processes over which the business has little control and by those it can affect directly. For a process in the former category, we are interested in forecasting its expected performance over time. For a process in the latter category, we are interested in forecasting its potential performance, based on our understanding of “what could be” and our capacity to act. In the first instance,
process understanding improves our ability to forecast opportunities that are likely to exist. In the second instance, process understanding improves our ability to identify opportunities that we could create.
The discussion that follows focuses on developing forecasts of manufacturing process potential. Manufacturing is emphasized because it is often the area in which we have the greatest ability to affect the processes and realize strategic advantage. Our approach to forecasting is also easily described in a manufacturing context, where the relationships between processes and underlying principles are relatively straightforward.
The historical time series graphs for the most significant manufacturing process features become the platform for the interactive approach we use to develop forecasts of manufacturing process potential. In a forum that brings together individuals with operating, engineering, and management skills and fundamental understanding of the key system processes, potential process opportunities are thoroughly explored against the backdrop of historical data. The exploration is driven by questions about the historical performance, theoretical limits, engineering limits, relevant benchmark information, and potential “enablers” for improving process performance (see Figure 1 ).
In forecasting process potential, the following questions about historical performance are important: “What explains the current situation? What has driven the rate of change in process performance? What were the factors behind the most striking characteristics of the record of our past
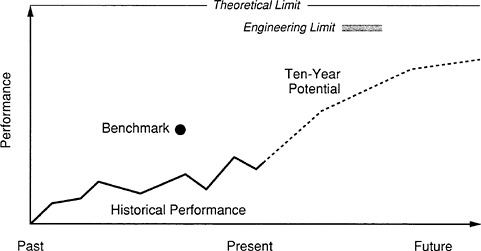
FIGURE 1 Historical and potential performance of a manufacturing process are shown in relation to its theoretical limits, engineering limits, and benchmark information.
performance?” A careful understanding of historical performance provides the basis for forecasts of future process potential.
Understanding theoretical limits provides both an outer bound for forecasts of potential process performance and a framework for clarifying the principles that govern the process. Theoretical limits are not goals or plans; they are numerical estimates of the ultimate conceivable level for a process variable, supported by the fundamental principles and reasoning that led to that numerical estimate. For some process variables, the theoretical limits will rest on laws of physics or chemistry. For other process variables, useful theoretical limits can be established using concepts of absolutes, such as the “zeros ” behind just-in-time manufacturing (e.g., “zero defects,” “zero breakdowns,” and “zero lead time”) (Fallon, 1986). The focus of this exploration is, “What are the phenomena that determine process boundaries?
Discussions of process limits may involve the identification of combinations of processes, and combinations of limits, contributing to overall process performance. Several layers of process understanding may be involved. For example, to understand the potential capacity of a furnace for heating product within our manufacturing system, both thermal capacity and physical capacity must be considered; either may limit the system. In considering the thermal capacity, contributing processes include the delivery of energy by the furnace, the effective acceptance of energy by material in the furnace, the effective use of time, and the effective conversion of materials. Each of these contributing processes can be further disaggregated, until the processes being considered are directly measurable and the operative fundamental principles can be clearly described.
Theoretical limits often introduce stretch into considerations of future process potential. Sometimes, however, considering historical performance against the theoretical limit will indicate that there is little further opportunity for improvement in a particular process feature; this is also an important strategic consideration. For example, a hundred years of technological advances in the Hall process for aluminum production have brought the parameter “current efficiency ” to levels approaching what is theoretically possible.
When considered together, historical performance and theoretical limits provide general insight into the likelihood of significantly improving process performance through the investment of additional effort. In general, the “S-curve” phenomena predicts that process performance improvements in response to invested effort will reflect a rapid learning phase, followed by a period of diminishing returns as the limit is approached (Foster, 1986).
To an individual business faced with a strategic choice, however, the specific nature of the most effective “invested effort” is critical. Therefore,
it is useful to consider the underlying data that describe causes for the gap between current performance and the theoretical limit. For example, what are the sources of defects or downtime? Is there benchmark information—from sister manufacturing facilities, competitors, or even an unrelated industry—that indicates that someone else has partially closed the gap? If so, how? What enablers might be employed to approach the theoretical limit?
By broadly searching for ways to move an indicator of process performance from historical levels, an engineering limit for that variable can be established. We define engineering limits as numerical estimates of the levels process variables could attain, using known technologies. When some of the known technologies under consideration would involve unusually large investment or expense, two sets of engineering limits might be established, representing different assumptions about available financial resources.
Engineering limits are not goals or plans. Although the engineering limit for a specific process performance indicator is intended as an estimate of what could actually be achieved, it may not consider possible adverse effects on other performance indicators. Developing these limits, however, does sharpen understanding around what actions might be taken to improve process performance.
The framework of historical performance, benchmarks, and theoretical and engineering limits provides a rich basis for developing 3-, 5-, or 10-year potentials for process performance. These quantitative estimates of “what could be” reflect the impact of the enabling factors that the assembled forum believes could be applied to their manufacturing system over the specified time period. In developing process potentials, participants also consider the implications of interactions among process indicators.
Overall, the development of process limits deepens the participants understanding of how key processes might perform in the future and how specific actions can influence this outcome. For each process that is examined, potential actions are considered within the context of such questions as the following: Can improvement efforts make a significant impact, or is this process nearing its theoretical limit? What would be the impact on us, and on our customers, of significantly reducing current levels of process variability? Are there alternative technologies, representing rapidly improving processes that could overtake the existing process? Can process steps be eliminated?
The most visible product of the exploration is a set of graphs that include quantitative estimates of manufacturing process potentials over the next 3, 5, or 10 years. Behind these numbers, however, are shared mental models of how key processes in the system behave and shared understanding of the issues associated with striving to approach process boundaries (see Figure 2 ).
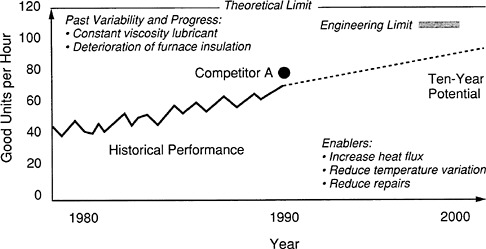
FIGURE 2 Quantitative estimates of “what could be” when appropriate enabling factors are applied to the manufacturing system.
SUMMARIZING FORECASTS AND INTERPRETING OPPORTUNITIES
Developing the forecasts of manufacturing process potentials on simple graphs of single parameters allows individuals with diverse perspectives on the same manufacturing enterprise to build a common understanding of process-specific issues. Before the strategic implications of the manufacturing process forecasts can be harvested, however, a meaningful summary of the manufacturing process analysis is essential. In addition, there must be careful consideration of the interplay among the manufacturing process potentials and forecasts of customer satisfaction, demand, and competitor performance.
We have found two types of summaries to be of value in strategic analyses: a summary of opportunities for the current manufacturing system and a summary of opportunities for the business. The manufacturing summary assumes that the current manufacturing facilities represent the essence of the production system and examines the opportunities associated with manufacturing products similar to those that are currently produced. The business summary looks more broadly at the relationships among forecasts of our manufacturing capabilities and the forecasts of customer needs, market demand, and competitor strengths.
The ultimate manufacturing summary is an estimate of the total financial opportunity associated with reaching the forecast manufacturing process potentials. This financial opportunity includes both a value for the
potential cost savings at current production levels that could be realized through process improvement, and a value for the potential financial impact of increased output from the manufacturing facilities.
In the financial summary of manufacturing opportunity, the manufacturing process potentials are expressed in a language that facilitates consideration of the potential impact of manufacturing improvements. Yet, this estimate ties directly back to the individual explorations of manufacturing process parameters. Current values and forecast potential values and both historical and potential rates of change are all arrayed in a supporting table. In this way, the range and magnitude of the improvements required to capture the estimated financial opportunity is apparent.
The business summary builds on the manufacturing summary by assessing the manufacturing performance potentials against the forecasts of customer needs, market demand, and competitor performance. Consider the following questions: “What are the forces acting to change customer needs, market demand, manufacturing quality, and competitor production? How will my product offerings track with customer needs? How will my operating capabilities track with industry trends? How will changes in my production capacity compare with changes in demand? How could my position change relative to the competition?” Examining the historical and forecast rates of change in the data base that has been developed provides fact-based insights that help define the strategic situation for a business.
Because the forecasts of process potentials were established through a process that identified enablers for progress, another element of the strategic situation that can be summarized relates to the capabilities of the business. What common themes in resource needs, skills, or problem solving are evident from grouping the enablers for improved process performance? Which capabilities are the most important to develop? How would the business be different, once those capabilities were in place? This exploration of potential capabilities poises the business to consider an expanded set of customers and markets in the future.
SHARED ENGAGEMENT IN THE ANALYSIS
Much of the power of the strategic analysis process is due to the fact that the strategic issues for the business are identified by people in the business. Participation in the process cuts across a number of job levels and brings together operating, marketing, research, engineering, and management contributors. The engagement of the human system at several levels improves the analysis by drawing upon the knowledge of those closest to the processes. It also facilitates deployment of strategic decisions because many of the individuals who will be involved in changes have contributed to the process of identifying the opportunities associated with change.
Participation is not limited to people in the business, however. Because of our belief in the strategic importance of science and technology, outside experts in relevant fundamental principles and technologies should also be drawn into the analysis. Because the strategic analysis process itself, and particularly the development of forecasts using limits, benefits from experienced management, members of Alcoa's Technology Planning Division provide leadership in each analysis. Because the set of strategic issues raised by each business unit has implications for other business units and for the corporation as a whole, Alcoa's corporate Management Committee also participates in each strategic analysis.
The process steps in a strategic analysis require engagement and meaningful contributions from all of the above. Strategic analysis requires comanagers from the business and the Technology Planning Division, along with a sponsor from business management, to identify the scope of the analysis and the key participants at each step. Operating personnel and technical experts are essential to forecast and summarize manufacturing process data. Broad representation from the business engages in force field analysis, which is used to identify the business implications of relationships among manufacturing, customer needs, market demand, and competitor forecasts. The members of Alcoa 's corporate Management Committee draw upon their individual areas of expertise and their insight into the corporation as a whole to provide important reviews of, and inputs to, the strategic analysis, the strategic options that the business subsequently develops to highlight the opportunities that it could pursue, and the strategic plan that is finally established. The members of the Management Committee are customers of the strategic analysis process as well as contributors, because the findings of the individual business unit efforts are used in the formulation of corporate strategy.
Although the participants have different roles, all engage in data analysis, develop process understanding and practice fact-based decision making. Therefore, strategic analysis not only enhances judgments about strategic issues but also strengthens core skills of the individuals in the organization.
ACKNOWLEDGMENTS
The strategic analysis process at Alcoa is built on a platform of several years of technology forecasting and planning experience with Alcoa businesses. The “Hall Process” example mentioned here was the work of Joseph Tribendis, who helped establish the forecasting method described in this paper. Ron McClure, Dick Wehling, and Mike Bresko also made important contributions to early stages of the development of this methodology.









